- Как и с помощью чего паять полипропиленовые трубы правильно: урок от мастера и видео рекомендации
- Способы пайки труб из полипропилена
- Особенности диффузной пайки
- Этапы выполнения работ
- Заключение
- Как правильно паять полипропиленовые трубы своими руками
- Подготавливаем материал и инструмент
- Материал
- Инструмент
- Важные моменты сборки трубопроводной системы
- Учитывайте температурные деформации
- Соблюдайте правила крепления инженерной конструкции
- Работа с аппаратом для сварки полипропиленовых труб
- Практический этап пайки и сборки водопровода
- Испытания
- Держите инструмент в чистоте
- Пайка полипропиленовых труб — разбираемся как правильно паять
- Классификация полипропиленовых труб
- Подготовка к сварке + нюансы процесса
- Порядок проведения работ
- Этап #1 — подготовка сварочного аппарата
- Этап #2 — подготовка трубы
- Этап #3 — разогрев деталей
- Этап #4 — сваривание элементов
- Этап #5 — охлаждение соединения
- Видео-пример проведения паяльных работ
- Пайка полипропиленовых труб своими руками: технология, инструкция, видео
- Диффузионная сварка при помощи электропаяльника
- Соединение труб с использованием электрофитингов
- Холодная сварка
- Как правильно паять полипропиленовые трубы
- Инструменты и материалы
- Таблица параметров и времени сварки
- Смотреть видео: как сваривать ПП трубы
- Пошаговая инструкция
- Пайка армированных труб
- Инструкция по пайке полипропиленовых труб
- Что потребуется для пайки
- Пошаговая инструкция по пайке
- Рекомендации по выполнению качественной пайки полипропилена
- Советы по выбору и эксплуатации инструмента
- Пайка полипропиленовых труб своими руками видео
- Паяем полипропиленовые трубы своими руками. Полное руководство и видео инструкции
- Вначале сообщу о достоинствах таких труб
- Переходим к главному – сварке полипропиленовых труб
- Минимальный набор инструментов для работы
- Как паять трубы? Последовательность действий
- Следующий этап — готовим материал
- Готовим паяльник для полипропилена
- Технология процесса сварки
Как и с помощью чего паять полипропиленовые трубы правильно: урок от мастера и видео рекомендации

Сегодня для монтажа системы водопровода используются полипропиленовые трубы. Это удобные в работе, надежные и долговечные изделия. Сделать с их помощью водопроводную систему практически любой конфигурации сможет каждый. Главное, знать правила соединения. В этой статье и пойдет речь именно об этом. Здесь будет рассказано о том, как паять трубы из полипропилена.
Способы пайки труб из полипропилена
Для соединения труб из полипропилена можно воспользоваться одним из трех способов. А именно:
- используя диффузную пайку (при помощи специального устройства – «утюга»);
- паять с применением электрофитинга;
- использование холодной спайки.
Самым распространенным методом считается диффузная пайка. При этом используются различные доборные фитинги и электронагревательный прибор (паяльник или «утюг»). Об этом способе будет более подробно рассказано чуть ниже.
При соединении при помощи электрофитинга используются специальные соединительные элементы. Они надеваются на концы труб. После этого подается электрическое напряжение на особые металлические вставки в фитинге. В результате нагрева металла плавится полипропилен, а после остывания создается прочное соединение.
Такой метод используется редко, только в тех случаях, когда спайка с использованием «паяльника» невозможна. Также таким способом создания коммуникаций из полипропиленовых труб пользуются крупные строительные компании, при выполнении больших объемов работ. Дело в том, что сами электрофитинги довольно дорого стоят, поэтому использовать их в домашних условиях невыгодно.
Еще один метод соединить трубы из полипропилена – это использование холодной сварки. Специальный клей наносится на нужный участок. Своим составом клеевая масса немного размягчает полипропилен. В результате создается прочное и надежное соединение. Более подробно с этим методом можно ознакомиться, просмотрев видео из интернета.
Но и у этого метода есть свои недостатки. Во-первых, холодную пайку можно использовать только при монтаже коммуникаций для подачи холодных жидкостей (холодного водопровода).
При нагреве соединение может потерять свою герметичность. Во-вторых, трубы необходимо прочно крепить.
Если использовать холодную спайку на участках, где возможны подвижки трубопровода, то соединение (со временем) даст течь.
Особенности диффузной пайки
Для выполнения спайки двух полипропиленовых труб необходимо предварительно подготовить нужные инструменты и материалы. Для работ понадобится:
- электронагревательный прибор или «паяльник». Его можно приобрести в любом строительном магазине. Но, чаще всего, оборудование берется в аренду. Любые коммуникации из полипропиленовых труб служат многие десятилетия. Поэтому покупать довольно дорогостоящее оборудование для одноразового использования нет смысла. Также нужно подготовить насадки на «паяльник» нужного диаметра. Как правило, они идут в комплекте с устройством;
- приспособление для резки полипропиленовых труб. Это может быть специальный роликовый резак, трубные ножницы или ножовка;
- чтобы удалить заусенцы на концах труб после их обрезки, приготовьте напильник или острый нож;
- средства для измерения (рулетка, линейка, маркер или мел);
- ветошь и жидкость для обезжиривания полипропиленовой поверхности (спирт или ацетон);
- сами трубы и доборная арматура (фитинги).
Также перед тем как паять стоит ознакомиться с таблицей, в которой указаны временные рамки всех работ. Для нагрева полипропиленовых труб определенного диаметра до нужного состояния необходимо определенное количество времени. Также свое время нужно чтобы полипропилен зафиксировался в соединении и полностью остыл.
Как правило, для монтажа системы водопровода или отопления используют трубы небольшого диаметра. В этом случае необходимо:
- при наружном диаметре 16 мм , время на нагрев составляет 5 сек., время на фиксацию 4 сек, время на полное остывание 2 мин;
- при наружном диаметре 20 мм , время на нагрев составляет 6 сек., время на фиксацию 4 сек, время на полное остывание 2 мин;
- при наружном диаметре 25 мм , время на нагрев составляет 7 сек., время на фиксацию 4 сек, время на полное остывание 3 мин;
- при наружном диаметре 32 мм , время на нагрев составляет 8 сек., время на фиксацию 6 сек, время на полное остывание 4 мин;
- при наружном диаметре 40 мм , время на нагрев составляет 12 сек., время на фиксацию 6 сек, время на полное остывание 4 мин.
Подготовив все инструменты и материалы, а также узнав нужные временные параметры, можно приступать к работам по пайке. А как это сделать правильно, рассказывается в следующей главе.
Этапы выполнения работ
Пайка труб из полипропилена проводится в несколько этапов. А именно:
- Вначале делается разметка и обрезка куска трубы. После этого при помощи ножа или напильника срезаются все заусенцы с обрезанного конца. Если внешний диаметр трубы более 40 мм , то необходимо обрезать торцы под углом в 45 градусов.
- Теперь необходимо «на сухую» проверить соединение. Для этого подготовленный конец трубы вставляется в доборную арматуру (фитинг). Проверяется нет ли перекосов или дефектов самого фитинга. Если таковые обнаружены лучше сделать замену. После этого конец трубы обезжиривается, и на нем отмечают глубину входа в фитинг. При этом нужно оставлять зазор в 1 мм . Он необходим, чтобы избежать уменьшения внутреннего диаметра трубы при выдавливании торцевого края во время пайки. Так как для создания системы отопления используются трубы с армирующим слоем, то перед дальнейшими работами его удаляют (на участке, который будет входить в фитинг). Для этого можно воспользоваться ножом или специальным швейпром.
- Теперь необходимо подобрать насадку на электронагревательный прибор нужного диаметра. Стоит немного потренироваться насаживать трубу на насадку. Лучше проводить тренировки на холодном инструменте, потому что во время пайки это нужно будет делать быстро, но аккуратно.
- Следующим этапом будет подготовка «паяльника» к работе. На него надеваются выбранные насадки, а само оборудование устанавливается на ровном, устойчивом и прочном основании. Лучше поставить «паяльник» в таком месте, чтобы он не мешал проведению разметки и самих работ по монтажу. После этого подключаем устройство к электропитанию. Горящий индикатор покажет готовность «паяльника» к работе. На некоторых моделях необходимо предварительно выставить температуру нагрева (для того чтобы спаять полиэтиленовых труб будет достаточно 260 градусов).
- После нагрева «паяльника» на насадки надеваются детали соединения. При этом нужно вначале на насадку надевают фитинг (доборную арматуру) а затем в другую вставляют конец трубы. Снимать (после выдержки нужного промежутка времени) необходимо в обратной последовательности.
- После снятия элементов соединения с устройства нагрева они вставляются друг в друга, до заранее отмеченной метки. При этом осевых вращений делать нельзя.
- Теперь выжидается некоторое время для схватывания полипропилена. Дальнейшие работы можно продолжать после полного затвердевания соединения.
На этом работы по спайке труб из полипропилена закончены.
Заключение
Для монтажа системы отопления используются полипропиленовые трубы с армирующим слоем. Для их соединения можно воспользоваться диффузной пайкой, холодной сваркой или электрофитингами.
Но именно первый вариант применяется в быту наиболее часто. Купив или взяв в аренду электронагревательный прибор («паяльник»), все работы можно выполнить своими руками и за короткое время.
А со всеми тонкостями можно познакомиться, просмотрев видео из интернета.
Источник: https://kotel.guru/truby/polipropilen/svarka/kak-payat-polipropilenovye-truby-pravilno.html
Как правильно паять полипропиленовые трубы своими руками

Полипропиленовые трубопроводы уже настолько стали привычны в современном жилье, как те же пластиковые окна или конструкции из гипсокартона. Конечно, существуют и другие популярные материалы для монтажа квартирных водопроводов или систем автономного отопления, например медные или металлопластиковые, тем не менее пальма первенства все же за полипропиленом (ПП).
И это не случайно, ведь пайка полипропиленовых труб – занятие, которое способен освоить любой, кто не боится работать своими руками, проявляя при этом терпение и аккуратность. В результате домашний мастер получает обновленную систему коммуникаций в своей квартире, а также экономит немалую сумму денег на привлечении сторонних специалистов.
Подготавливаем материал и инструмент
Материал
Несмотря на то, что рынок переполнен предложениями полимерной сантехнической продукции полипропиленовые трубы разных производителей имеют схожую техническую маркировку.
Интересующие нас основные показатели – это структура материала и параметры максимального рабочего давления (PN, атм.) трубы (Таблица 1):
| PPR PN 10 | гомогенная, для ХВС |
| PPR PN 16 | гомогенная, для ХВС высокого давления или низкотемпературного отопления |
| PPR PN 20 | гомогенная, для ХВС и ГВС |
| PPR-Al-PPR PN 25 | с внешним алюминиевым армированием, для ХВС, ГВС, отопления |
| PPR-Gf-PPR PN 20 | со стекловолоконным армированием, для ХВС, ГВС, отопления |
| PERT-Al-PPR PN 25 | внутреннее армирование алюминием, для ХВС, ГВС, отопления |
Инструмент
Первое и самое главное средство производства коммуникаций из полимера ПП – это аппарат для сварки полипропиленовых труб, т.е. специальный паяльник. Он позволяет сращивать элементы (фитинги, трубы, фасонные детали) из термопластичного полимера. При соблюдении правил пайки соединения получаются гомогенными (однородными), ничем ни отличаясь по структуре от самого монтируемого материала.
Для трубопроводов небольших диаметров (до 63 мм) можно использовать паяльники муфтовой (раструбной) пайки. Аппараты стыковой сварки уже способны соединять трубы Ø 300 мм и более.
В свою очередь они производятся двух типов – с плоской нагревательной частью и с цилиндрической. Плоские паяльники часто предлагаются в бюджетном исполнении и вполне подходят для разовых работ. Более дорогие модели с цилиндрическими нагревателями востребованы у профессионалов, так как они позволяют выполнять монтаж в труднодоступных местах (смотрите рисунок ниже).
1. Паяльник с плоским нагревателем.
2. Паяльник с цилиндрическим нагревателем.
На паяльник для полипропиленовых труб закрепляются парные насадки-матрицы, соответствующие диаметрам обрабатываемых материалов. Одна из насадок предназначена для прогрева внутренних поверхностей полимерных деталей, а вторая для внешних.
Полимерный сантехнический материал подготавливают к сварке с помощью трубореза, торцевателя-фаскоснимателя или шейвера (шабера).
Шейвер для зачистки труб из полипропилена с внешним армированием.
Труборез (ножницы) помогает быстро и качественно приводить длину трубных отрезков к требуемым величинам. Использование ножовки не рекомендуется, так как она оставляет рваные края и большое количество опилок.
Кроме того, полифузная сварка полипропиленовых труб не обходится без стандартного монтажного набора сантехника, состоящего из слесарных ключей, перфоратора, отверток, рулетки, карандаша и т.д. А работая с паяльником в тканевых перчатках, вы убережете руки от многочисленных ожогов, которые неизбежны при контакте кожи с разогретым инструментом.
Важные моменты сборки трубопроводной системы
До начала сварных работ необходимо тщательно продумать всю структуру и последовательность соединений. Неплохо подготовить эскизный набросок с указанием ключевых элементов, поворотов, тройников, компенсаторов.
Так как полифузная стыковка является неразъемной, то могут возникать ситуации, когда изготовление очередного сварочного узла оказывается невозможным.
Это типичный случай для пайки полипропиленовых труб в труднодоступных местах.
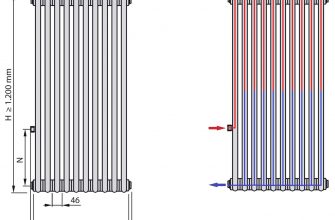
Учитывайте температурные деформации
При монтаже полипропиленовых сантехнических материалов следует учитывать их особое физическое свойство – заметно вытягиваться при нагреве.
Из всех видов труб по величине коэффициента температурного удлинения (0,15 мм/м*К) они немного уступают только лишь полиэтилену.
Поэтому пайка, в частности протяженных прямых или участков под заделку, должна осуществляться с учетом компенсаций их удлинений.
При открытой прокладке в трассы врезаются П-образные (1) или Г-образные (2) сегменты, изготавливаемые на месте либо заводские петлеобразные компенсаторы для полипропиленовых труб. Возможна также компенсация за счет поворотов в системе, при этом они должны иметь возможность свободно сдвигаться на опорах
При замоноличивании трассы укладывают в гофры или пеналы с запасом по размеру диаметра либо в упругие рукава с толстыми стенками, типа Энергофлекс.
Заметно меньшая (примерно в 3-5 раз) температурная деформация у армированных изделии, что делает их более подходящими для прокладки систем ГВС и отопления.
Соблюдайте правила крепления инженерной конструкции
Надежная фиксация для коммуникаций из полимеров имеет еще большее значение, чем для их стальных аналогов. Шаг установки и тип опор зависят от диаметра полипропиленовых труб, а также от температуры, транспортируемой по ним жидкости. Нарушение правил крепления может приводить к провисанию трубопроводов, особенно горячих, их «подпрыгиванию» и стукам под действием пульсации давления.
Таблица 2. Рекомендуемый шаг опор для типовых горизонтальных линий квартирной разводки ХВС и ГВС, мм.
| 16 | 500 | 450 | 400 |
| 20 | 550 | 500 | 450 |
| 25 | 650 | 550 | 500 |
Водопроводные стояки диаметром до 32 мм можно закреплять реже. Расстояние между фиксирующими хомутами принимается не более 1000 мм. Если же диаметр стояков больше, то допускается шаг до 1500 мм.
Монтируя крепления, необходимо следить, чтобы они не препятствовали линейным деформациям полимерного материала. Предпочтительней монтаж скользящих опор. По линии жестких креплений предусматривается установка компенсаторов на полипропиленовые трубы.
Работа с аппаратом для сварки полипропиленовых труб
Хотя процесс монтажа водопровода из полипропиленовых труб своими руками не относится к космическим технологиям, все же нарушение некоторых его правил может доставить серьезные неприятности. Сложности могут возникнуть как на этапе сборки, так и уже после ввода коммуникаций в эксплуатацию.
Например, при слишком сильном вдавливании трубы в раструб фитинга, происходит завальцовка условного прохода водопровода. Это приводит к значительным гидравлическим потерям на бракованном участке или к полному прекращению тока жидкости.
Если же не соблюдать температурные режимы пайки, то на холодном соединении не будет полноценной диффузии молекул полимера между сращиваемыми поверхностями, а на перегретом произойдет деградация формы и химической структуры материала деталей.
Заужение условного прохода трубы в следствии перегрева соединяемых деталей.
Поэтому, перед тем как паять полипропиленовые трубы, внимательно изучите инструкцию к сварочному аппарату. В ней указаны многие полезные практические нюансы монтажа.
К примеру, средняя таблица временных паечных режимов для ходовых типоразмеров элементов квартирного водопровода выглядит так (Таблица 3):
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Для сварки пропиленовых труб большого диаметра (от 40 мм) уже может применяться профессиональное оборудование. В нем заготовки центруются, отводятся/подводятся и прижимаются с нормируемым усилием.
Подобные станки для пайки полипропиленовых труб содержат специальные зажимы, электрические и гидравлические приводы, что снижает влияние человеческого фактора на соблюдении технологии процесса.
Напротив, монтируя трубопроводы небольших диаметров при помощи простых паяльников следует больше уделять внимание правильности ручной центровки, глубине и усилию посадки, а также времени нагрева деталей.
Практический этап пайки и сборки водопровода
Приняв во внимание вышеуказанные рекомендации можно переходить к непосредственному монтажу водопровода или линий циркуляции теплоносителя. Считаем, что зона проведения работ уже подготовлена: старые коммуникации демонтированы, рабочее место освобождено от мусора и посторонних предметов, в непосредственной близости размещен необходимый запас материала и инструментов.
- На аппарате для сварки полипропиленовых труб устанавливаем насадки-матрицы с диаметрами соответствующими решаемым задачам. Выставляем регулятор в температуры в требуемое положение и включаем аппарат. Ожидаем 2-3 срабатываний термореле, чтобы насадки успели хорошо прогреться. Первый паечный стык лучше опробовать на специально запасенных фитингах, так как возможно потребуется корректировка температуры нагрева инструмента.
- Нарезаем трубные заготовки непосредственно под каждое их соединение. Не следует делать это заранее для всех участков системы, даже имея на руках тщательно продуманную схему с точными промерами. На практике при прокладке пластиковых водопроводных труб всегда приходится корректировать длину отдельных элементов.
- Работа с ПП-материалами от разных производителей происходит, в общем, одинаково. Может лишь потребоваться некоторая корректировка температуры пайки полипропиленовых труб из-за незначительных отличий в их тугоплавкости. Армированная алюминием продукция подлежит зачистке: шайвером от внешнего покрытия, торцевателем от внутреннего. Для улучшения качества сварного шва рекомендуется использование фаскоснимателя. Он может быть дополнительным инструментом либо совмещенным с шайвером или торцевателем.
- Следует очистить трубы на ширину сварочного пояса. Его величину можно определить по размеру рабочей части насадки матрицы или замерив посадочную глубину внутри муфтовых частей фитингов. Для очистки можно использовать чистую сухую ветошь. Дополнительное обезжиривание (спиртом, изопропанолом, специальными растворителями) позволит гарантированно получить гомогенное соединение без жировых или грязевых включений. Кроме того, обезжиривание мест под сварочный пояс позволит дольше уберечь насадки от нагара.
- Опираясь на рекомендации таблицы времени сварки (Таблица 3), труба и муфта разогреваются на насадках-матрицах. Слегка проворачивая, аккуратно снимаем детали и без задержек вставляем одну в другую. В процессе соединения полипропиленовых труб их уже не следует проворачивать. Это может вызвать неравномерное распределение пластмассы в зоне сварочного пояса, что чревато нарушением его целостности.
Испытания
Закончив монтаж системы – надежно закрепив все её элементы, подключив сантехнические приборы или установив временные заглушки, приступаем к гидравлическим испытаниям.
Строительные нормы требуют осуществлять их давлением в 1,5 раза выше максимального рабочего. В бытовой практике систему сначала хорошенько продувают напором воды, а затем, перекрыв сброс, внимательно обследуют все соединения.
Контролировать наличие протечек желательно не менее 15-30 минут.
Держите инструмент в чистоте
Эта избитая истина особенно касается ухода за насадками-матрицами паяльника для полипропиленовых труб. Скапливающийся нагар может оставаться вкраплениями в области сварочного пояса, нарушая герметичность соединения. Поэтому его следует регулярно удалять.
Очистку удобно осуществлять на разогретом инструменте, протерев насадки грубой х/б тканью.
Нельзя применять для этого металлические предметы или наждачную бумагу, так как будет повреждено противопригарное тефлоновое покрытие, что только усугубит в дальнейшем прилипание пластмассы.
Источник: http://santech-info.ru/vodosnabzhenie/pajka-polipropilenovyx-trub.html
Пайка полипропиленовых труб — разбираемся как правильно паять

Пластиковые трубы благодаря своей демократичной стоимости и простоте соединения заняли лидирующие позиции в монтаже водопроводных и даже тепловых сетей.
Несмотря на то, что эти конструкции менее прочные и долговечные, чем металлические, многие предпочитают именно их, собираясь поменять инженерные коммуникации в своих домах и квартирах.
Особенно привлекает быстрый монтаж изделий, поскольку пайка полипропиленовых труб позволяет создать прочное и надежное соединение буквально за несколько минут.
Классификация полипропиленовых труб
Особо прочный пластик, использующийся для производства труб, не подвержен коррозии, противостоит отложению солей и появлению известкового налета. Полипропиленовые конструкции предназначены для длительной эксплуатации. Производитель гарантирует 50 летний срок службы сооружений.
Это действительно возможно при условии, что эксплуатироваться трубопроводы будут в условиях предусмотренного инструкцией давления и температуры. Детали рассчитаны на длительное воздействие высокого давления при низкой температуре транспортируемой жидкости и наоборот – высокую температуру жидкости при низком давлении.
Все полипропиленовые трубы можно разделить на четыре категории
Трубы из полипропилена выпускаются четырех цветов, что не означает ограничений в использовании за исключением черных, которые производятся наиболее защищенными от уф-излучения.
Конструкции применяются в системах водоснабжения и отопления, возможно их соединение с металлическими сооружениями. Могут использоваться в трубопроводах всех типов: открытых, закрытых и настенных.
Полипропиленовые трубы делятся на категории:
- PN 10 – вариант с тонкими стенками. Применяется для теплых полов, чья температура не выше 45С или для разводки холодной воды.
- PN 16 – используется для организации холодного водоснабжения в системах с высоким давлением или в отопительных трубопроводах с низким давлением.
- PN 20 – труба универсальная, может применяться как для горячего, так и холодного водоснабжения, где температура не выше 80С.
- PN 25 – конструкция армируется алюминиевой фольгой. Используется для центрального отопления и подведения горячей воды температурой не выше 95С. Могут применяться для подключения металлического трубопровода к пластиковому.
Подготовка к сварке + нюансы процесса
В руководствах, которые описывают технологию пайки, указывается, что конструкции диаметром менее 63 мм обычно соединяют методом раструбной сварки. В местах стыков труб используются фитинги, специальные соединительные детали, к которым привариваются элементы. Трубы большего диаметра соединяются без фитингов методом стыковой сварки. Этот способ считается для них наиболее надежным.
Осуществляется пайка труб из полипропилена при помощи ручного сварочного аппарата, который в народе называют утюгом.
Для деталей с диаметром больше 40 мм специалисты рекомендуют использовать приборы с центрирующими приспособлениями, несколько более сложными в работе. Сварочные аппараты снабжены специальными съемными насадками для труб.
Они представляют собой нагревательные элементы, выполненные в виде гильзы для оплавления наружной части трубы или дорн для разогрева внутренней поверхности детали.
Ручной аппарат для сварки полипропиленовых труб
Размеры диаметров насадок варьируются от 14 до 63 мм. Нагревательные элементы покрываются тефлоном, антипригарным материалом. В процессе сварки нужно обязательно следить за чистотой насадок и протирать их после каждого использования специальными скребками из дерева или брезентовой ветошью. Делать это нужно пока элементы еще горячие, очистка холодных деталей недопустима.
Порядок проведения работ
Рекомендуемая технология пайки полипропиленовых труб предполагает несколько этапов.
Этап #1 — подготовка сварочного аппарата
Прибор должен быть установлен на ровную поверхность так, чтобы он был легкодоступен. Перед началом работ нужно определить, трубы каких диаметров предстоит паять и приготовить нужные нагревательные элементы. Конструктивные особенности прибора позволяют использовать сразу несколько насадок.
Рекомендуется установить все, что нужно до разогрева прибора. Аппарат разогревается равномерно, поэтому место расположения нагревательного элемента не влияет на температуру насадки.
Их закрепляют так, как будет наиболее удобно для работы. Для установки насадок пользуются специальными ключами. На контрольной панели прибора выставляется нужная температура, для полипропиленовых труб это 260°.
Аппарат включается и разогревается, что занимает примерно 10-15 мин.
При отрицательных температурных значениях сварка запрещена. Кроме того время пайки полипропиленовых труб зависит от температуры в помещении: в жару оно сокращается, в холод – увеличивается.
Этап #2 — подготовка трубы
При помощи трубореза или специальных ножниц деталь обрезается под прямым углом. Место среза очищается и вместе с фитингом обезжиривается при помощи мыльного или спиртового раствора. Детали хорошо просушиваются.
Если работы проводятся с трубами марки PN 10-20, можно выполнять сварку. Если с PN 25, нужно дополнительно зачистить верхние слои алюминия и полипропилена.
Выполняется работа с помощью шейвера точно но на глубину сварки, которую можно определить по величине насадки сварочного аппарата.
Резать полипропиленовую трубу нужно только под прямым углом
Этап #3 — разогрев деталей
Элементы надеваются на насадки аппарата нужного диаметра. Труба вставляется в гильзу до ограничителя, показывающего глубину сварки, а фитинг устанавливается на дорн. Время нагрева деталей строго выдерживается. Для каждого типа труб оно разное, значения можно посмотреть в специальной таблице.
Этап #4 — сваривание элементов
Разогретые детали снимаются с аппарата и уверенным быстрым движением с соблюдением соосностей элементов соединяются друг с другом. Соединяя детали их нельзя проворачивать по оси или изгибать. Так же нужно строго следить за тем, чтобы труба вошла на глубину, определенную внутренней границей раструба фитинга.
Детали разогреваются строго определенное время
Этап #5 — охлаждение соединения
Разогретым деталям необходимо дать остыть, особенно это важно для тонкостенных труб. Любые деформации деталей в это время недопустимы, они могут привести к запаиванию внутреннего просвета трубы. После полного остывания детали необходимо продуть или пропустить через них воду, чтобы убедиться в их проходимости.
Видео-пример проведения паяльных работ
Также, весь этот процесс можно наблюдать в данной видео-инструкции:
Рекомендации, как паять трубы из полипропилена, достаточно просты. Справиться с этой работой можно самостоятельно.
Опытные сварщики предлагают новичкам выполнить пайку первой детали, остудить ее и разрезать, чтобы убедиться, что все выполнено правильно. Если же есть ошибки, они будут сразу заметны.
Таким образом можно достаточно быстро научиться выполнять надежные соединения полипропиленовых труб, что безусловно пригодится в процессе монтажа или ремонта трубопроводов.
Источник: https://aqua-rmnt.com/uchebnik/svarka/pajka-polipropilenovyx-trub.html
Пайка полипропиленовых труб своими руками: технология, инструкция, видео
Сварка полипропиленовых труб обеспечивает самое быстрое и надежное соединение по сравнению с другими видами пластиковых труб. Процесс соединения является одинаковым для любых ПП труб, за исключением армированных, которые имеют свои особенности при монтаже.
Простота и доступность этого вида работ позволяет осуществлять ее самостоятельно в домашних условиях при соблюдении правильной технологии сварки и при наличии соответствующих инструментов.
<\p>
При монтаже труб из полипропилена вы можете использовать один из трех основных типов соединения:
- диффузионная пайка;
- спайка электрофитингами;
- холодная сварка.
Рассмотрим более подробно все три вида соединений ПП труб: их особенности, основные преимущества и недостатки.
Диффузионная сварка при помощи электропаяльника
Электропаяльник
При данном способе соединения труб используется разнообразная доборная арматура и специальный электронагревательный аппарат (паяльник).
Он поставляется вместе с набором съемных парных насадок, размеры которых соответствуют наружным диаметрам труб и внутренним диаметрам соединительных элементов.
О самом популярном диаметре труб и о других характеристиках изделий из полипропилена читайте здесь.
Пара насадок закрепляется на термонагревательном элементе электропаяльника и с его помощью подогревается до температуры 260°С. В разогретые насадки на несколько секунд вставляются соединительные детали. За счет этого происходит нагревание и частичное расплавление контактируемых с насадками поверхностей полипропиленовых элементов.
После этого труба и доборный элемент быстро извлекаются из насадок и вставляются друг в друга. В результате происходит взаимопроникновение (диффузия) расплавленных поверхностей деталей.
После остывания они образуют полностью монолитное соединение.
Преимущества данного способа:
- легкий процесс пайки;
- низкая стоимость доборных элементов;
- небольшая стоимость электропаяльника.
Недостатки:
- неудобство использования электроприбора в труднодоступных местах.
Диффузионная сварка полипропиленовых труб является самой распространенной при самостоятельном монтаже в домашних условиях.
Соединение труб с использованием электрофитингов
Электрофитинг
Электрофитинги представляют собой различные соединительные элементы особой конструкции, внутри которых имеются встроенные электронагреватели с выходящими наружу контактами.
При монтаже трубы вставляются и неподвижно фиксируются в электрофитинге. К наружным контактам электрофитинга с помощью проводов подключается сварочный аппарат, подающий на него электропитание в заранее установленном автоматическом режиме на определенное время.
В результате работы встроенного электронагревателя происходит частичное расплавление внутренней поверхности электрофитинга и пайка ПП трубы с соединительным элементом.
Преимущества этого способа:
- быстрый и технологически простой процесс сваривания труб.
Недостаток:
- высокая стоимость соединительной арматуры и сварочного агрегата.
Пайку труб из полипропилена с электрофитингом используют строительные фирмы при выполнении больших объемов работ. В домашних условиях этот способ практически не применяют.
Холодная сварка
Холодная сварка труб осуществляется при помощи специального клея. Он имеет особый состав, который размягчает наружные поверхности соединяемых элементов.
Для этого места соединений предварительно обезжириваются, затем на них наносится слой клея. После этого детали соединяются между собой, фиксируются в нужном положении и выдерживаются в течение определенного времени.
Поучившиеся соединение труб методом холодной сварки не уступает по прочности диффузионной термической спайке.
Преимущества:
- простая технология, не требующая покупки электронагревательного оборудования.
Недостаток:
- такой способ соединения полипропиленовых труб можно использовать только для систем холодного водоснабжения.
Для отопления и ГВС его применять не рекомендуется.
Как правильно паять полипропиленовые трубы
Учитывая, что электрофитинги и холодная сварка в домашних условиях практически никто не использует, дальнейшая инструкция будет посвящена самостоятельной сварки полипропиленовых труб при помощи электропаяльника.
Инструменты и материалы
Для работы нужно подготовить:
- специальный электропаяльник с комплектом насадок соответствующего диаметра;
- специальный роликовый резак (трубные ножницы) или пилу;
- напильник или острый нож для удаления заусенцев на торцах труб;
- измерительную рулетку или линейку;
- маркер или мелок для нанесения отметок на соединяемые детали;
- монтажное приспособление для пайки труб диаметром более 40мм.
Кроме самих ПП труб и соединительной арматуры также понадобится х/б ветошь и жидкость для обезжиривания поверхностей греющих насадок (ацетон, спирт и т.п.).
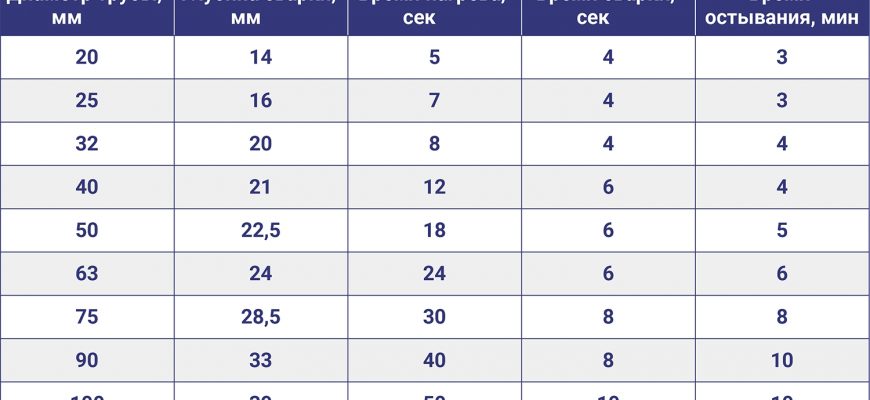
Таблица параметров и времени сварки
Чтобы обеспечить наилучшее качество соединений, нужно соблюдать определенные правила. Значение параметров, указанных в таблице, зависят от диаметра изделий и температуры окружающего воздуха.
Температура пайки труб: 260 градусов.
| 16 | 12 | 5 | 4 | 2 |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 3 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 33 | 50 | 12 | 8 |
Указанная в таблице продолжительность нагрева соединяемых деталей приведена для температуры окружающего воздуха 20°С. При более низкой температуре время нагревания необходимо немного увеличить.
Смотреть видео: как сваривать ПП трубы
Пошаговая инструкция
Процесс диффузной сварки своими руками осуществляется в следующей последовательности:
Резак для нарезки труб
С помощью рулетки, маркера и специального трубореза или пилы отмеривается и отрезается кусок трубы необходимого размера. Перед этим желательно сделать пробную резку трубы, чтобы убедиться в остроте инструмента.
С конца отрезка трубы снимается торцевая фаска и удаляются все заусенцы.
При диаметре трубы более 40 мм ее торец необходимо срезать под углом в 35-45° для предотвращения образования задиров при пайке. Затем подбирается элемент соединительной арматуры нужной конфигурации.
Проверяются соединяемые детали на отсутствие каких-либо внешних дефектов. При этом труба должна плотно и до конца входить в соединительный элемент без люфтов и перекосов. При большом люфте подбирается другой доборный элемент.
Соединяемые поверхности обрабатываются обезжиривающей жидкостью.
На конце трубы маркером отмечается глубина входа в соединительный элемент с учетом зазора около 1 мм, нужного для предотвращения сужения внутреннего диаметра трубы за счет выдавливания внутрь ее торцевого края при пайке.
Также отмечается взаимное расположение деталей по отношению друг к другу.
Выбирается соответствующая пара греющих насадок нужного диаметра, входящих в комплект электропаяльника.
Их поверхности очищаются обезжиривающей жидкостью с помощью ветоши и проверяется свободное вхождение в них соединительных деталей без большого люфта.
Подготавливается к работе электропаяльник. Для этого на его нагревательном элементе закрепляются выбранные насадки, паяльник устанавливается на подставку и подключается к электросети.
На термостате паяльника должна быть выставлена необходимая температура нагрева.
Вставляем трубы в насадки паяльника
После нагрева паяльника до нужной температуры, о чем свидетельствует его автоматическое отключение термостатом, в насадки на несколько секунд вставляются соединяемые полипропиленовые детали.
Если детали с трудом входят в насадки, то допускается их небольшое осевое вращение. При этом сначала на внутреннюю насадку одевается соединительный элемент, а затем во внешнюю насадку вставляется конец трубы.
После нагрева они извлекаются в обратной последовательности. Делается это потому, что соединительная деталь имеет большую толщину стенок и требует более длительного нагрева.
Плавно вставляем детали друг в друга
После необходимого прогрева детали извлекаются из насадок паяльника и плавно вставляются друг в друга до совпадения меток, предварительно нанесенных маркером. Осевое вращение деталей относительно друг друга при этом не допускается.
Необходимо следить за соосностью получившегося соединения.
После соединения детали необходимо выдержать в фиксированном положении в течение нескольких секунд согласно вышеприведенной таблице параметров пайки.
Пользоваться трубопроводом можно по истечении 50-60 минут после пайки.
В случае возникновения каких-либо дефектов соединения данный участок трубы отрезается и проводится новая пайка деталей.
Пайка армированных труб
Швейер для зачистки краев трубы
ПП трубы, армированные внутренним алюминиевым слоем или стекловолокном, отличаются улучшенными техническими характеристиками по рабочему давлению и температуре, поэтому чаще всего используются для систем отопления и ГВС.
При сварке армированной алюминиевой прослойкой трубы, перед тем как вставить ее в нагревательную насадку электропаяльника, необходимо удалить с конца трубы наружный полипропиленовый слой и алюминиевую оболочку на необходимую длину соединения деталей.
Осуществляется это с помощью специального резака для труб или острого ножа.
Для проведения пайки труб, армированных стекловолокном, такую операцию проводить не нужно.
Видео: как паять армированные полипропиленовые трубы
Источник: http://teplius.ru/truby/polipropilenovye/pajka-svoimi-rukami.html
Инструкция по пайке полипропиленовых труб

Сейчас при монтаже водопроводов и отопления все чаще используют вместо металла полипропиленовые трубы, превосходящие металл многими параметрами. Научиться правильно стыковать пластиковые трубопроводы в единую систему — навык, который пригодится любому человеку.
Это касается и прокладки новых линий, и ремонта уже существующих магистралей.
Когда производится пайка полипропиленовых труб, то инструкция обязывает мастера изучить все тонкости процесса, знать устройство и принцип работы аппарата для пайки полипропиленовых труб, а также учитывать рекомендуемое время нагрева соединяемых элементов.
Что потребуется для пайки
Материалы и инструменты, которые вам необходимо подготовить для работы:
- Трубы полипропиленовые. Для установки холодного водоснабжения достаточно использовать простые толстостенные изделия, выдерживающие температуры до 20 градусов. Если водоснабжение будет горячим, либо будет монтироваться отопительная система, то берутся армированные стекловолокном или алюминиевой фольгой трубопроводы. Они способны выдерживать нагрев воды до 90-95 градусов и повышенное давление воды.
- Соединительные фитинги различной формы и назначения. С их помощью соединяются отрезки труб под различными углами, обеспечивается разводка и поворот магистралей, совмещение трубопроводов разных диаметров, подключение приборов учета, заглушение определенных участков.
- Паяльник для пластиковых труб с комплектом насадок для пайки разных диаметров.
- Специальные ножницы, предназначенные для обрезания труб. В отличие от болгарки или ножовки, они не оставляют на торцах труб заусенцев.
- Шейвер. Это приспособление для снятия алюминиевого армирующего слоя. Без его снятия пайка будет невозможна.
Рекомендуется сразу приобрести набор для пайки полипропиленовых труб, в который, помимо паяльника, могут входить насадки, рулетка, уровень, ножницы или другие комплектующие.
Станок для пайки полипропиленовых труб в полном комплекте
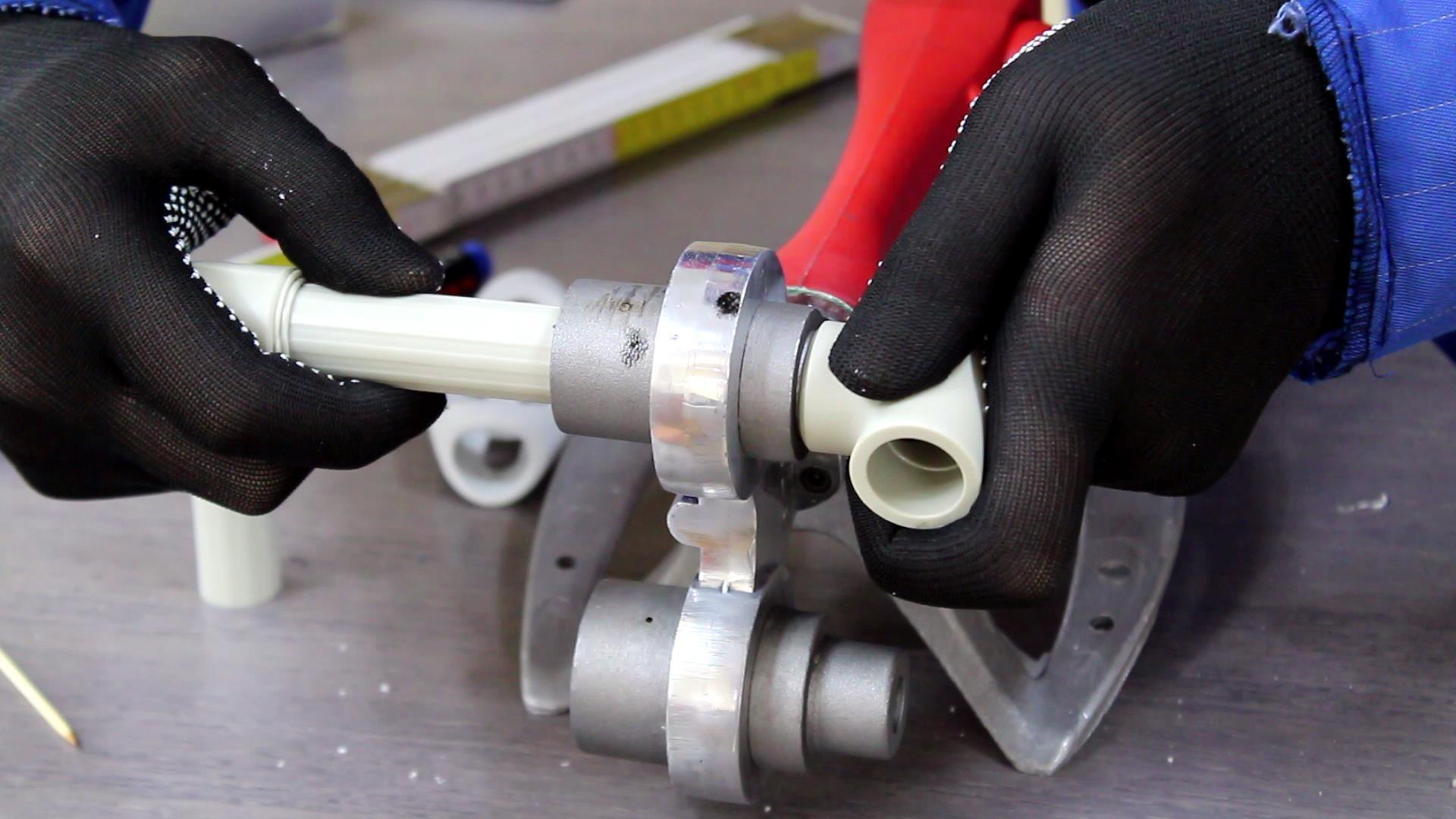
Пошаговая инструкция по пайке
Первым делом составляется схема, на которой указано расположение всех будущих трубопроводов, фитингов, поворотов и входов в стены. Также предварительно нарезаются отрезки полипропиленовых труб по рассчитанным значениям.
Снимается фаска с внешней стороны всех труб. Насадки сварочного аппарата и участки труб, которые будут соединяться, обезжириваются.
На поверхности всех труб рекомендуется сделать отметки, посредством которых будет удобно контролировать глубину их захода в паяльник.
Технология пайки полипропиленовых труб определяет следующую последовательность действий мастера:
- прибор включается в сеть и нагревается до определенной температуры. К каждому паяльнику прилагается краткая инструкция, в которой указано, при какой температуре паять полипропиленовые трубы и фитинги. Воспользуйтесь этими данными, чтобы избежать брака в работе. Обычно температура составляет 260 градусов;
- отрезок трубы и фитинг вставляются в насадки аппарата на строго определенное время;В таблице время пайки полипропиленовых труб в зависимости от их диаметра
- труба и фитинг снимаются с насадок и фиксируются друг с другом. Достаточно их просто удерживать неподвижными. Вращать или сдавливать элементы нельзя;
- по истечении некоторого времени, необходимого для полного застывания расплавленного материала (около 15 секунд), соединение считается готовым. На этом этапе нельзя допускать перекосов. В первые секунды, когда элементы только соединены вместе, еще можно корректировать прямолинейность участка пайки. В дальнейшем этого делать нельзя;
- после окончания пайки трубопроводы крепят к стенам посредством различных крепежных элементов, обеспечивающих их неподвижность.
На фото показан процесс соединения полипропиленовых труб
Мы разобрались в технологии соединения толстостенных труб из полипропилена. Теперь посмотрим, как правильно паять полипропиленовые трубы для отопления.
Отличие в пайке армированных труб от обычных состоит в том, что с каждого участка соединяемого отрезка необходимо снять алюминиевую фольгу. Иначе качество пайки будет неудовлетворительным.
Данная операция выполняется при помощи металлического шейвера, срезающего слой фольги, если тот расположен снаружи трубы. После этого пайка производится стандартным методом.
Пайка армированных полипропиленовых труб с наружным алюминиевым слоем предполагает предварительную его очистку
Если же фольгированный слой находится внутри полипропилена, то используется специальный торцеватель. Он выбирает с торца трубы внутренний слой материала и выравнивает торец изделия, обеспечивая надежное соединение.
В случае, если труба армирована стекловолокном, то ее пайка ничем не отличается от работы с изделиями, не имеющими армировки.
Рекомендации по выполнению качественной пайки полипропилена
В процессе выполнения работы учитывайте следующие особенности процесса:
- качественная пайка возможна лишь на сухих трубах. Наличие капель влаги может безнадежно испортить соединение;
- насадки на аппарате должны быть закреплены очень плотно. Если они будут болтаться, то аппарат очень скоро придет в негодность;
- при нагреве полипропилен немного сжимается, из-за чего длина трубного отрезка может уменьшиться на 1 мм. Поэтому делайте при расчетах небольшой запас трубопровода по длине;
- трубопроводы лучше соединять в горизонтальном положении. Так можно избежать непроизвольных сдвигов соединяемых компонентов. А как паять полипропиленовые трубы в вертикальном положении? Если возникла такая необходимость, то мастер держит паяльник, а его помощник соединяет элементы;
- не перегревайте паяльник, так как уже при температуре 270 градусов полипропилен может начать разрушаться;
- если необходимо состыковать между собой полипропиленовые и металлические трубы, то используют комбинированные фитинги. К одному концу такого фитинга крепится металлическая труба, а другой его конец стыкуется с полипропиленовой трубой при помощи пайки;
- в помещении, где производится работа по прокладке полипропиленового трубопровода, должна поддерживаться положительная температура.
Советы по выбору и эксплуатации инструмента
Очень важно правильно выбрать инструмент для пайки полипропиленовых труб. Чем меньше в аппарате будет пластиковых вставок и частей, тем он будет надежнее.
Наличие в приборе качественного терморегулятора позволит более прочно соединять элементы между собой. Мощность паяльника также важна.
Для домашней пайки труб небольшого диаметра будет достаточно 700 Вт, а для профессионального использования мощность выбирайте побольше.
Металлические насадки для паяльника обычно имеют тефлоновое покрытие. Чтобы защитить его от царапин, храните аппарат с насадками только в специальном ящике.
Надеемся, вы убедились, что имея в наличии инструкцию пайка полипропиленовых труб своими руками — вполне выполнимая работа даже для неопытного в таких делах мастера. Главными факторами успеха являются аккуратность и точность, а также использование качественного инструмента и комплектующих.
Пайка полипропиленовых труб своими руками видео
Как паять полипропиленовые трубы видео урок покажет наглядно.
Источник: http://okanalizacii.ru/truby/montazh/pajka-polipropilenovyh-trub-instrukciya.html
Паяем полипропиленовые трубы своими руками. Полное руководство и видео инструкции

«Полипропиленовые трубы изготавливают экструзивным путём из термопластичного полимер-пропилена. Это позволяет достичь хорошей свариваемости однородных элементов» (выдержка из Википедии).
Здравствуйте, уважаемые друзья! Сегодня предлагаю продолжить разговор, который вели 7-го марта…
Полипропиленовые трубы благодаря демократичной цене и несложному соединению, занимают лидирующую позицию в монтаже водопроводных сетей.
Несмотря на кажущуюся хрупкость и недолговечность, они надёжно служат в инженерных коммуникациях многих квартир и домов.
Особо привлекает их монтаж, позволяющий за несколько минут создать прочное соединение. Итак, наша тема — пайка полипропиленовых труб своими руками.
Вначале сообщу о достоинствах таких труб
- Срок службы по заявлениям разных производителей составляет от 20 до 50 лет;
- Не подвержены коррозии, отложению известкового налёта и не требуют окраски;
- Сварка (пайка) элементов трубопроводов является монолитным соединением;
- Относительно эластичны и не боятся умеренных физических (ударных) нагрузок;
- Демпфируют (сглаживают) вибрации и шумы проходящей в них воды;
- Обладают химической стойкостью, не пропускают кислород, являются отличным диэлектриком;
- Спаянные соединения не нуждаются в последующем обслуживании;
- Экологически безвредны и недороги.
Переходим к главному – сварке полипропиленовых труб
Хорошая новость. Для выполнения пайки не требуется специальная квалификация. Сама пайка пропилена, не является сложной. Главное условие – последовательное выполнение инструкций и наличие некоторого специального инструмента.
Минимальный набор инструментов для работы
Одним словом, купив или взяв у друзей специализированный набор, можно получить все, выше перечисленные компоненты в одном кейсе-чемодане. И ещё, нужна рулетка, карандаш или маркер.
Принцип соединения состоит в следующем: параллельно нагретые края элементов в «горячем» виде скрепляются, образуя при этом, неразъемное герметичное соединение.
Как паять трубы? Последовательность действий
Итак, у Вас имеется необходимый инструментарий. Предположим, Вы его купили или взяли в аренду.
Следующий этап — готовим материал
1)ПП-трубы отмеряют и отрезают труборезом или кусачками, под углом 90°. Полученный срез должен быть ровным и чистым, без «бахромы».
2)Отмечаем маркером или карандашом глубину сварки (расстояние, на которое труба вставится в фитинг). Для определения размеров, используйте инструкции производителя (обычно это 10-15 мм). Учитывайте то, что точная разметка — это очень важный момент, от которого зависит аккуратность, эстетика и качество будущих коммуникаций.
3)Место пайки очищается от волокон и пыли, после чего обезжиривается. Если этим пренебречь, то есть риск нарушения герметичности. Вы же не торопящийся ЖЭКовский сантехник, поэтому уделите внимание этому вопросу. Кстати, для обезжиривания сгодятся гигиенические спиртовые салфетки из аптеки.
На внешнем ободе трубы делается фаска рекомендуемой глубины и угла. В соответствии с европейскими стандартами, фаска должна углубляться в пределах 2-3 мм, под углом 15°. Российские стандарты, обозначают угол в 45° и длину соответствующую 1/3 толщины трубы (это Вам для общего развития, на практике такого никогда нет, и угол Вы замерять никогда не будете).
Для снятия фаски, подойдёт любой инструмент, позволяющий выполнить работу аккуратно. Обычно, это острый нож, а лучше — кусок крупной наждачной бумаги (покрутил торец трубы и всё готово). Место фаски, требуется очистить и обезжирить.
Готовим паяльник для полипропилена
Паяльник («утюжок»), собирается и закрепляется на подставку. В зависимости от диаметра труб устанавливаются насадки нужного размера.
Регулятор термостата подводим к отметке температуры в 260° и ожидаем прогрева*. О его достижении нам просигнализирует контрольная лампочка. *температура разогрева может отличаться.
Технология процесса сварки
Все дальнейшие действия выполняйте в термозащитных перчатках (часто имеются в комплекте к паяльнику). Даже случайное кратковременное касание «утюжка» голыми руками, приведёт к ожогу.
1) Труба вставляется в соответственно подобранную горячую гильзу, на отмеченную по её поверхности глубину, а фитинг надвигается на так называемый дорн. Оба действия проводятся одновременно. Данная работа не требует больших физических усилий. Это связанные с тем, что насадки изготовлены в виде конуса с небольшим углом.
Внимание! Полипропиленовые элементы нельзя вращать при установке на сварочные насадки. Труба и фитинг выдерживаются, определённое время, исходя из их толщины и типа. Время нагрева (оплавления), приводится в таблицах.
2) По истечении заданного времени, одновременно вынимаем из сварочных насадок фитинг (тройник, уголок, муфту) и трубу, и без промедления соединяем нагретые элементы. Неподвижно фиксируем их в этом положении, примерно 10-20 секунд. За это время, оплавленные части взаимно схватятся.
Внимание! Не вдвигайте детали с большим усилием. Это может привести к образованию утолщения, уменьшающего просвет трубного канала. Не делайте при соединении вращательных движений и контролируйте совмещение осей в обеих плоскостях.
Если фитинг угловой, заранее определитесь, в какую сторону будет направлен угол.
3) Сварное соединение выполнено. Дайте ему в течение 3-8 минут окончательно схватиться. Время напрямую зависит от диаметра (чем больше — тем дольше).
Внимание! Если заметили какую-либо неправильность, помните, у Вас есть только несколько секунд, чтобы изменить их взаимное положение. После чего, они быстро остынут, и дальнейшие движения могут негативно сказаться на качестве соединения. Говоря проще — стык потечёт.
Захотите проверить качество сварки – аккуратно разрежьте ПП-фитинг по месту его соединения с трубой. Если на срезе будет однородная поверхность (без швов и прочих деформаций) – значит, всё выполнено успешно, и соединение двух деталей стало, как говорят, «одним целым».
Таким образом, продвигаясь от входа стояка до различных точек (вентилей, приборов учёта и т. д.), производят монтаж ПП-труб c помощью фитингов. Следует учитывать, что «первый блин всегда будет комом». Поэтому, потренироваться лучше отдельно на простых заготовках и конфигурациях…
А это — видео уроки, которые помогут усвоить теорию. И не забывайте: лучший учитель — это практика. Объяснить и рассказать все нюансы я не смогу, а они тоже имеются. Будет больше практики — будет отличный результат.
Анекдот в тему: — А чего это у вас трубы такие кривые?
— Это просто у нас вода такая жёсткая.
Спасибо всем кто дочитал до конца и позитивно оценил информацию. Успехов и надёжной пайки Вашим трубам! До встречи в следующих статьях!
Цитата мудрости: Чем сильнее заблуждение, тем более торжествует истина (Иоганн Шиллер).
Источник: https://postroibanu.ru/sekret/payaem-polipropilenovye-truby-svoimi-rukami-video-instrukcii.html