- Пайка труб отопления — последовательность, инструменты и технология
- Виды пластиковых труб, соединяемых пайкой
- Суть процесса и способы пайки полимерных труб
- Инструмент для соединения труб отопления из полимеров
- Инструмент для диффузионного способа монтажа полимерных труб
- Сварочный аппарат для соединения пластиковых труб
- Устройство трубного паяльника
- Характеристики аппарата для сварки пластиковых труб
- Ножницы для резки полимерных труб
- Инструмент для зачистки пластиковых труб
- Инструмент для электрофитингового монтажа пластиковых труб
- Сварка пластиковых труб холодным способом
- Выполнение соединений полимерных теплопроводов
- Заключение
- Основная суть статьи
- Как правильно паять трубы
- Специфика пайки труб из полипропилена
- Общее описание технологии
- Паяльные машины для сварки труб
- Процедура сварки полипропилена
- Соединение труб пайкой с армированием
- Влияние ошибок на качество сварки
- Монтаж систем отопления: пайка пластиковых труб
- Виды труб соединяемых пайкой
- Полипропилен
- Сшитый пропилен
- Металлопластик
- Необходимое оборудование
- Суть процесса и способы пайки
- Пошаговая инструкция по пайке труб отопления
- Подготовка элементов и деталей
- Подготовка паяльника
- Зачистка и охлаждение соединений
- Нюансы и стыковка элементов
- Проверка качества работы
- Нюансы пайки труб с армированием
- Возможные ошибки и качество пайки
- Как правильно паять пластиковые трубы паяльником
- Аппарат для пайки труб
- Секреты качественной пайки
- Меры безопасности
- Ход работ
- Подготовка элементов
- Технология пайки
- Проверяем качество соединения
- Заключение
- Как паять трубы отопления
- Что необходимо учитывать, выбирая трубопроводы отопления?
- Виды материалов для системы отопления
- Трубы из пластика
- Начинаем пайку
- Видео
Пайка труб отопления — последовательность, инструменты и технология

Полимерные трубы для устройства отопительного водопровода используются уже не один десяток лет. Достоинств у них много, в том числе простота технологий соединения, которые получаются прочными и долговечными.
Высокое качество соединения полимерных труб, а именно, герметичность стыков, обусловлено особенностями полимерного материала и технологией монтажа, основанной на этих особенностях.
Процесс соединения фрагментов трубопровода отопления, который в обиходе называют пайкой или сваркой, технически доступен самостоятельному исполнению и не требует дорогостоящего инструмента. Поэтому монтаж пластиковых трубопроводов часто производят собственными силами, приобретая навыки пайки по ходу выполнения работ.
Чтобы эти навыки приобретались легче и с меньшими ошибками, рассмотрим процесс пайки полимерных изделий подробнее.
Виды пластиковых труб, соединяемых пайкой
Из пластика изготавливаются следующие виды полимерных труб:
- полиэтиленовые (РЕ);
- из сшитого полиэтилена (РЕ-Х);
- из полиэтилена повышенной термостойкости (PE-RT);
- полипропиленовые (РР);
- полибутеновые (РВ);
- из поливинилхлорида (аббревиатура кириллицей — ПВХ);
- стеклопластиковые;
- из металлопластика.
Из перечисленных материалов для монтажа отопительной системы пригодны полипропилен, сшитый полиэтилен, полиэтилен высокой термостойкости, полибутен и металлопластик. А из этих пяти термостойких видов материала лишь три можно соединять с помощью пайки.
Трубы под пайку для отопления:
- полипропиленовые (РВ);
- из полиэтилена повышенной термостойкости (PE-RT);
- полибутеновые (РВ).
Технология сварки этих видов трубных изделий имеет как общие для всех материалов составляющие, так и индивидуальные, присущие только одной разновидности, особенности.
Суть процесса и способы пайки полимерных труб
Сварка полимерных труб используется для соединения фрагментов трубопровода между собой, врезке в контур отопления запорной арматуры, измерительной, контролирующей и предохранительной аппаратуры.
Соединение стыков этих составляющих системы отопления выполняется тремя способами, каждый из которых по сути технологии находится ближе к пайке или сварке, но для простоты может называться обоими терминами:
- диффузионный – способ соединения приложением усилия сдавливания при повышенной температуре без использования припоя (сварка);
- электрофитинговый – от диффузионного отличается только конструкцией фитингов и автоматизацией процесса (сварка);
- холодный – соединение фрагментов с использованием промежуточного вещества, припоя (пайка).
Первые два метода заключаются в проникновении молекул соединяемых поверхностей друг в друга при сжимающей нагрузке после разогрева их до определённой температуры, что характерно для сварки.
Холодный способ заключается в механической подготовке, очистке соединяемых поверхностей, нанесении на них сварочной массы и соединении изделий с кратковременной фиксацией в рабочем положении, необходимой для схватывания припоя – элемента процесса пайки.
Последний способ соединения отличается меньшей степенью надёжности, но удобен при монтаже фрагментов в труднодоступных местах.
Инструмент для соединения труб отопления из полимеров
Для каждого способа монтажа пластиковых трубных изделий существует определённый набор инструментов, основных и вспомогательных. Без некоторых из них, вспомогательных, можно обойтись, заменив их схожими по назначению.
Инструмент для диффузионного способа монтажа полимерных труб
Для выполнения диффузионного соединения трубной продукции из пластика также необходим комплект инструментов, каждый из которых предназначен для определённой операции. Рассмотрим эти приспособления, расположив в списке в сторону уменьшения степени значимости.
Сварочный аппарат для соединения пластиковых труб
Так называется специальное электрическое сварочное устройство, в обиходе более известное как трубный паяльник или утюг.
По форме корпуса и платформы паяльники подразделяются на мечевидные и цилиндрического исполнения, и дело не только в визуальном различии.
Аппараты мечевидного исполнения в бытовом применении распространены больше, так как устройство насадок на таких моделях отличается простотой, и цена инструмента в связи с этим ниже.
Паяльники с корпусом цилиндрической формы более компактны, конфигурация их насадок сложнее, а фиксация жёстче. Кроме того, рабочая температура цилиндрических утюгов стабильнее – её перепады между циклическими включениями и выключениями меньше по значению. Поэтому стоимость такого инструмента выше, и его используют в основном профессионалы.
Устройство трубного паяльника
Аппарат для пайки полимерных труб состоит из следующих элементов:
- корпус с рукояткой;
- литая платформа треугольной (мечевидной) или цилиндрической формы с возможностью крепления насадок;
- термоэлектронагреватель (ТЭН) внутри литой платформы;
- терморегулятор;
- покрытые тефлоном съёмные насадки под различные диаметры труб;
- индикаторные лампы нагрева и готовности инструмента к работе;
- штатив для установки на горизонтальной поверхности;
- электрический шнур питания.
Характеристики аппарата для сварки пластиковых труб
Основной параметр трубного паяльника – мощность, так как она определяет:
- наибольший диаметр свариваемых данным аппаратом полимерных труб;
- скорость нагрева утюга;
- производительность – как следствие предыдущих факторов.
Однако при покупке устройства для бытовых нужд не следует руководствоваться принципом «мощнее – лучше». В данном случае невостребованный избыток мощности – это излишние траты в виде более высокой стоимости устройства и не рационального расхода электроэнергии.
Оптимальная мощность паяльника для бытовых нужд определяется простым расчётом: максимальный диаметр используемых труб в мм умножают на 10 и получают минимальное значение в ваттах, к которому нужно прибавить 10%. Например, для сварки полипропиленовых труб диаметром 40 мм нужен утюг минимальной мощности в 400 Вт.
Если учесть, что в частном доме пластиковые трубы диаметром более 60 мм при устройстве отопления не используются, то для выполнения сварки оптимальной мощностью аппарата будет величина в 700 Вт.
Если же учитывать вероятность выполнения сторонних заказов, то необходимо приобретать более мощный утюг (1,5 – 1,8 кВт), с помощью которого можно выполнять соединение труб диаметром 100 мм и более.
Приблизительные величины мощности инструмента с привязкой к диаметру труб:
Таким образом, мощность сварочного аппарата и диаметры насадок к нему – взаимосвязанные факторы.
Кроме диаметра, насадки характеризуются ещё и исполнением – величиной теплопроводности (выше – лучше), а также толщиной и качеством тефлонового покрытия.
Визуально определить это невозможно, но поможет опыт использования утюгов другими мастерами – хорошо зарекомендовавшие себя модели среди профессионалов достаточно известны, при покупке необходимо только проконтролировать отсутствие механических повреждений тефлона. Что касается неофициального рейтинга стран-производителей трубных паяльников, то выглядит он так:
- Германия;
- Чехия;
- Россия;
- Турция;
- Китай.
Для профессионального использования лучше приобретать инструмент первых двух позиций, производительный и долговечный. Для эпизодического применения подойдёт китайская и турецкая продукция. Российские изделия находятся на границе между бытовой потребностью и профессиональным применением, и при правильном выборе мощности также прослужит долгие годы.
Ножницы для резки полимерных труб
Этот инструмент упрощённо называют трубными ножницами, труборезом или трубным резаком. Труборез обеспечивает быструю резку полимерных изделий без приложения значительных усилий, выполняя кромку реза без заусенцев, что упрощает подготовку трубы к сварке.
Существует 4 разновидности этого инструмента, перечисленные ниже в порядке возрастания сложности конструкции и стоимости:
- прецизионные ножницы с механизмом-трещоткой – простой и удобный в использовании инструмент, различающийся максимальным диаметром разрезаемых труб (до 42 и до 75 мм в диаметре);
- автоматический трубный резак в форме пистолета – сходный с предыдущим по принципу действия инструмент, но требующий приложения меньших усилий, универсальный для диаметров труб и удобный для резки-демонтажа зафиксированного на стене трубопровода одной рукой;
- роликовый труборез – очень удобное в применении приспособление, осуществляющее резку трубы прокатом её по дисковому лезвию;
- трубный резак-гильотина – инструмент с ручным или электрическим приводом, выполняющая резку зафиксированной в зажиме трубы.
Инструмент для зачистки пластиковых труб
Если предстоит сваривать полимерную трубу, армированную алюминиевой фольгой, то армирующий слой необходимо удалить, иначе монолитность сварочного стыка не будет достигнута и герметичность соединения будет близка к нулевой.
Инструмент для этой подготовительной процедуры называют шейвером, зачистной муфтой или по названию операции – зачисткой, и производится он для двух видов армирования.
Если армирование фольгой расположено близко к поверхности, то на срез трубы надевается шейвер другой модели, который при вращении своим расположенным внутри лезвием удаляет верхний слой изделия вместе с алюминием и торцует срез.
Если же армирование выполнено в толще стенки, то фольга на определённую глубину удаляется из паза расположения между полимерными слоями. Такая обработка стыка перед сваркой выполняется другим видом зачистной муфты.
Из остального инструмента, необходимого для сварки полимерных изделий, можно упомянуть мерную рулетку и маркер для нанесения мерных рисок.
Инструмент для электрофитингового монтажа пластиковых труб
Основным инструментом и одновременно деталью монтажа в этом случае является электрофитинг – один из соединительных элементов (муфта, отвод, тройник), внутри которого конструктивно присутствует электронагревательный элемент с выведенными наружу контактами. Поэтому описание инструмента одновременно является и краткой инструкцией по применению этого оборудования.
Соединяемые фрагменты вставляются в электрофитинг и фиксируются в специальном приспособлении, после чего на контакты фитинга подаётся через реле времени напряжение от специального сварочного аппарата. Нагрев элемента внутри электрофитинга вызывает расплавление полимера контактных поверхностей и прочное их соединение через фитинг.
Достоинство способа — простота технологии и высокая производительность монтажа, что важно при выполнении больших объёмов работ.
Недостаток – высокая стоимость аппарата сварки и электрофитингов соединения, что обуславливает непопулярность этого способа пайки в домашних условиях.
Сварка пластиковых труб холодным способом
Холодная пайка труб отопления из полимеров производится с применением специальной сварочной массы (припоя, клея). В состав припоя входят компоненты, размягчающие верхний слой материала контактных поверхностей склеиваемых деталей.
Поверхности труб очищают и обезжиривают, после чего подготавливают припой — в зависимости от консистенции исполнения, перемешивают или размягчают, разминая вручную.
Затем сварочная масса наносится на контактные поверхности, и изделия соединяются. Соединение фиксируется в рабочем положении приблизительно в течение полуминуты (срок фиксации указан в инструкции по применению), после чего стык отпускают, но окончательную прочность он наберёт по истечении суток.
Соединение полимерных труб методом холодной сварки по прочности не уступает диффузионному методу, но имеет низкую термостойкость, поэтому не используется для отопления — только для монтажа систем холодного водоснабжения, что, естественно, является недостатком.
Достоинство – простота исполнения, не требующая приобретения специального электронагревательного инструмента.
Выполнение соединений полимерных теплопроводов
Рассмотрим технологию выполнения наиболее распространённого вида соединения пластиковых труб – диффузионной сварки, для чего распишем последовательность пайки труб отопления из полипропилена – в силу высоких характеристик широко востребованного сегодня полимерного материала.
Рулеткой отмеряют нужную длину трубы, и в месте реза маркером наносится риска. Трубными ножницами производится контрольный рез не нужного куска материала для проверки остроты инструмента и качества кромки реза. Затем труборезом отрезают нужный фрагмент, и торец трубы обрабатывают торцевателем – удаляются заусенцы, фольга и выполняется наружная фаска.
Выбирается нужный фитинг:
- Фитинг и торец трубы проверяются на отсутствие дефектов, их контактные поверхности обезжириваются. На трубе наносится ограничительная риска маркером, обозначающая глубину вхождения её в фитинг – на 1 мм меньше, чем до упора (чтобы сохранить диаметр просвета трубы). На соединяемые детали наносится также метка оптимального расположения относительно друг друга.
- Пара насадок нужного диаметра примеряется к свариваемым деталям, обезжиривается и устанавливается на платформу трубного паяльника. Паяльник устанавливается в удобном для работы месте, на нём выставляется нужное значение температуры нагрева (240-260 град.), и утюг включается в сеть.
- По готовности аппарата к работе (срабатывание термостата дважды) на дорн надевается фитинг, после чего в гильзу вставляется торец трубы (именно в такой последовательности – стенки изделий имеют разную толщину). Если посадка деталей плотная, то допускается их небольшое осевое проворачивание.
- По истечении необходимого для прогрева времени детали снимаются с насадок (в обратной последовательности) и плавно вставляются друг в друга в соответствии с нанесёнными метками (ограничительная, взаимного расположения). При этой операции вращать детали уже нельзя. При соединении должна быть соблюдена соосность элементов, обуславливающая максимальную площадь сварки.
- Детали несколько секунд выдерживаются в выверенном положении, после чего им даётся время для остывания.
По истечении часа после паек трубопровод готов к эксплуатации.
Необходимые данные продолжительности термических процессов с привязкой к диаметру труб сведены в таблицу:
Заключение
Сварка полипропиленовых труб отопления – операция не сложная, но ответственная. Ошибка в выполнении или небрежность чревата серьёзными последствиями даже при пробном пуске отопительной системы, поэтому выполнять её впервые лучше под руководством наставника – процесс выполнения имеет множество мелких нюансов, которые в отсутствие опыта могут быть не учтены.
Основная суть статьи
- Важно определиться с перечнем материалов изготовления пластиковых труб для отопления, соединение которых возможно при помощи пайки.
- Правильно выбрать инструмент – сэкономить на производстве монтажных работ.
- Соблюдение технологии сварки – залог высокого качества выполнения сварки и снижение степени вероятности аварийных ситуаций.
Источник: https://ZnatokTepla.ru/truby/kak-pravilno-payat-truby-otopleniya.html
Как правильно паять трубы

Возможность собирать трубопроводы самостоятельно — несомненный плюс полипропиленовых изделий. Используя удобный и легкий материал, можно быстро своими руками соорудить канализацию, починить и модернизировать водопровод. Главное знать, как производятся соединения. Согласитесь, это немаловажная часть работы, отвечающая за беспроблемную эксплуатацию.
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб. Предложенные нами сведения помогут соорудить безотказно действующие коммуникации.
У нас вы найдете пошаговое описание способов соединения ПП труб пайкой и перечисление технических нюансов. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
Общее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.
На практике применяются две методики стыковки свариваемых деталей:
Первая техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей, в данном случае, построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
Второй способ — прямого контакта, основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой.
Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
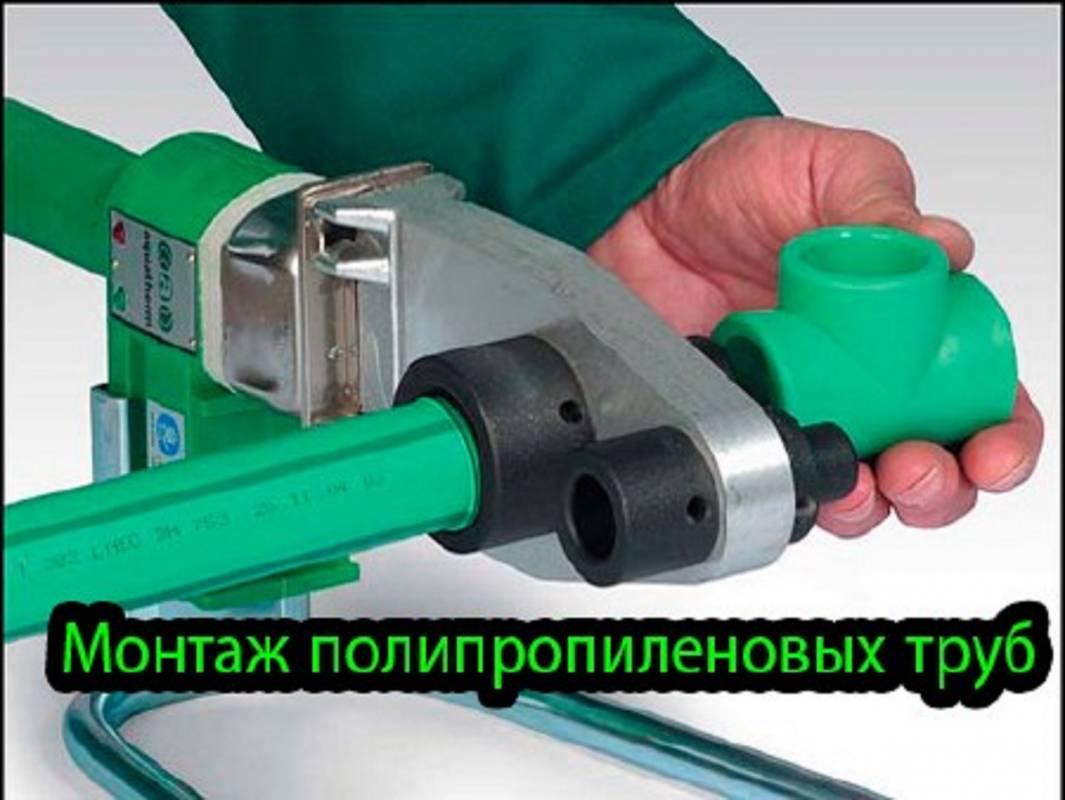
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу. Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров.
Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей. Как правило, аппаратура прямой сварки, как и сама технология, редко применяются в бытовой сфере. Приоритет использования здесь – промышленная сфера.
Кроме паяльников, мастеру также потребуются:
- ножницы для полипропилена (труборез);
- рулетка строительная;
- угольник слесарный;
- шейвер (для труб с армированием);
- маркер (карандаш);
- средство обезжиривания поверхностей.
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать на руки плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.
Первым делом необходимо подготовиться к работе:
- На плато нагревателя установить болванки нужного диаметра.
- Регулятор температуры паяльника установить на 260ºС.
- Подготовить сопрягаемые детали (разметить, снять фаску, обезжирить).
- Включить паяльную станцию.
- Дождаться набора рабочей температуры (включения зелёного индикатора).
Сопрягаемые детали (труба — муфта) одновременно насадить на болванки паяльной станции. При этом полипропиленовая труба насаживается во внутреннюю область одной болванки, а муфта (или раструб фасонной детали) на внешнюю поверхность другой болванки.
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
При условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если по времени плавления перебор, это приводит к деформации структуры детали и также не гарантирует качественной спайки. Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей. Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.
Следует отметить: обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала.
Для каждых, отдельно взятых нестандартных условий, время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой располагается в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров. Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично. Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Эта зона часто становится каналом, через который вода выдавливается наружу.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение.
Однако стоит только поместить соединение под давление, спайка тут же развалится.
Источник: https://otoplenie.site/kanalizatsiya/truby/montazh/kak-pravilno-payat-truby.html
Монтаж систем отопления: пайка пластиковых труб

Полипропиленовые, или просто – пластиковые трубы в последнее время становятся все более популярным материалом для монтажа инженерных коммуникаций. Причин для этого множество, но основные: долговечность, отсутствие коррозийных процессов и легкость в монтаже. Давай те рассмотрим виды и пошаговую инструкцию пайки пластиковых труб.
Виды труб соединяемых пайкой
В качестве труб, используемых для монтажа системы отопления, помимо различных видов пластика, используют стальные конструкции. Но стальные трубы нужно варить, они легко поддаются коррозии, нуждаются в постоянном уходе.
Это не значит, что стальные трубы ушли в прошлое: еще как минимум 10 лет этот материал будет использоваться повсеместно, хотя бы для ремонта уже существующих систем.
Прежде чем говорить о каждом из видов пластиковых труб, нужно отметить несколько особенностей пластика в общем:
- Пластик легко поддается механическим воздействиям. Нужно учитывать это свойство при выборе места прокладки труб.
- Многие производители утверждают, что их продукция может прослужить 40-50 лет. Это утверждение спорно, поскольку на практике не проверялось. Не существует методики, способной имитировать несколько десятилетий старения. Это просто рекламный ход. Тем не менее, утверждение о долговечности пластиковых труб более чем правдиво. Стопроцентно рассчитывать можно на срок службы в 20 лет. Что будет дальше пока неизвестно.
- При выборе вида пластиковых труб, обязательно нужно учитывать климатические условия и режим работы систем отопления. Некоторые виды пластика неспособны выдерживать температуры выше 70 градусов. Очень часто, даже в южных городах России, температура подающих труб составляет 90 градусов. Под воздействием таких температур, некоторые виды пластика оплавятся, а деньги уйдут в никуда.
- Одним из немногих недостатков пластика является склонность к расширению. Поэтому установка компенсаторов примерно на каждые 5 метров необходима.
Полипропилен
Полипропилен – это самый дешевый вариант пластиковых труб. Но конкретно для монтажа систем отопления этот вид труб не подходит. Дело в том, что при превышении температуры теплоносителя границы в 70 градусов полипропилен склонен к разрушению.
Полипропиленовые трубы
Этот вид пластика нельзя гнуть, поэтому при его монтаже используют фитинги или спайку. Единственным плюсом, который выделяет полипропилен среди других пластиковых тру является низкая цена.
Сшитый пропилен
Сшитый пропилен изготавливается по усложненной технологии, поэтому его можно использовать при монтаже внутренних систем отопления. Этот материал прекрасно справляется с теплоносителем температурой 90 градусов. Выше этой температуры теплоноситель внутренней сети быть не может согласно правилам ГОСТ.
Это связано с тем, что при температуре поверхности выше 90 градусов пыль, оседающая на трубах и радиаторах начинает сублимироваться. То есть твердые частицы переходят в газообразное состояние минуя жидкую фазу.
Проблема в том, что сублимированная пыль в составе вдыхаемого воздуха значительно увеличивает риск раковых заболеваний.
Именно поэтому теплоноситель с температурой выше 90 градусов запрещено использовать в пределах жилых помещений и помещений с постоянным пребывание людей.
К плюсам сшитого полипропилена относится так же эффект памяти. Если такую трубу согнуть под действием температуры, то при остывании форма сохранится, а при повторном нагреве труба вернется в изначальную форму. Это можно использоваться при монтаже труб в труднодоступных местах. Такая система отопления куда менее придирчива к выбору места прокладки труб.
Еще одним плюсом сшитого полипропилена является низкая склонность к температурному расширению. Поэтому систему отопления с применением таких конструкций можно без особых проблем применять при закрытой прокладке коммуникаций. К тому же этот материал без предварительной подготовки поддается пайке.
Металлопластик
Металлопластик – это лучший вариант для монтажа систем отопления. Он представляет собой несколько слоев алюминия и пластика, склеенных между собой. Внутренний и внешний слой выполняется из пластика.
Благодаря этому труба не зарастает изнутри, так как солям кальция и магния не за что зацепиться. При этом внешний слой не коррозирует, а значит не нуждается в уходе и долгое время сохраняет эстетичный вид.
Большим минусом металлопластика является цена. Если само по себе труба не сильно дороже конкурентов, то элементы фитинга заметно выделяются на фоне других материалов. Если тройник из полипропилена будет стоить в пределах 100 рублей, то тот же тройник из металлопластика обойдется уже в 500. Разница более чем существенная, а потому особенно актуален вопрос пайки для металлопластиковых труб.
Именно на этом моменте, зачастую, и возникают сложности. Дело в том, что алюминий спаять не получится. Даже не смотря на то, что слой металла довольно тонкий, в разрезе трубы он скорее просто оплавится. Значит, соединение будет неплотным и возможны протечки. Об особенностях пайки армированных труб поговорим немного позднее.
Необходимое оборудование
Для пайки необходим только паяльник с набором насадок. Паяльники бывают мечевидной и цилиндрической формы. Большее распространение в силу низкой стоимости и простоты эксплуатации получили мечевидные паяльники.
Паяльник для пайки труб отопления
Цилиндрические инструменты более стабильны, компактны, при этом обладают лучшей системой фиксации. Но здесь возникает вопрос целесообразности такого приобретения.
Мало кто из домашних мастеров монтирует отопление больше 2-3 раз в своей жизни.
Поэтому приобретать дорогостоящее оборудование и тратить время на обучение правильной эксплуатации прибора, дабы потом просто оставить его в личной мастерской – как минимум, нецелесообразно.
Мечеобразные паяльники проще в эксплуатации к тому же дешевле, а при должной аккуратности и терпеливости, шов получится таким же, как и при использовании цилиндрического инструмента.
Второй вариант любим мастерами и профессионалами за ускорение процесса и компактность.
Если для вас эти качества критичны: выбирайте цилиндрический паяльник, если нет: дорогостоящая покупка просто не имеет смысла.
К слову, в многих крупных городах в магазинах по продаже ремонтного инструмента существует возможность недорогой аренды мечевидных паяльников. При выборе паяльника стоит обращать внимание на мощность прибора и количество насадок.
Желательно заранее знать, с какими диаметрами труб вам предстоит работать и подбирать прибор под конкретные задачи. Если после или вовремя монтажа потребуются дополнительные насадки их можно приобрести дополнительно.
Главное, чтобы мощности паяльника хватило на требуемую насадку.
Сами насадки помимо диаметров различаются теплопроводностью. Чем выше теплопроводность, тем быстрее будет проходить процесс спайки. С другой стороны, чем выше теплопроводность, тем выше вероятность передержать трубу и испортить соединение. Опираться в выборе насадки следует на собственный опыт. Желательно выбрать «золотую середину».
Помимо паяльников существует электрофитинг, который используют в основном при монтаже труб большого диаметра при укладке наружных сетей. Электрофитинг стоит куда больше даже цилиндрического. К тому же прибор достаточно громоздкий, а потому в условиях дома или квартиры его использование нецелесообразно.
Суть процесса и способы пайки
Существует три способа пайки:
- С помощью паяльника
- Электрофитинг
- Холодный способ.
Электрофитинг подразумевает соединение труб за счет электронагрева непосредственно в приборе. Этот способ отличается быстротой и качеством, но о ценах на электрофитинги уже говорилось ранее.
Пайка труб отопления паяльником
Паяльник чаще всего используют при монтаже систем отопления. Суть метода в том, что с одной стороны труба немного оплавляется, а с другой расширяется за счет температурной деформации. В результате получается два паза трубы. Один вставляется в другой и держится в течение нескольких секунд. Пластик застывает и получается долговечный и невидимый шов.
Еще один метод это холодное соединение с использованием припоя. Припой это химическое вещество, которое размягчает пластик. Принцип действия тот же, что с паяльником, только вместо нагрева используется химическая реакция. Примерно спустя полминуты труба вставляется в фитинг, смазанный припоем и спустя несколько секунд пластик затвердевает, превращаясь в невидимый шов.
Пошаговая инструкция по пайке труб отопления
Разберем пошагово пайку труб, чтобы у вас не возникло проблем из-за упущенной мелочи при подготовке к пайке или проверке швов на прочность.
Подготовка элементов и деталей
Элементы будущей конструкции стоит заранее очистить. Если используется холодная пайка, то еще и обезжирить. Для горячей пайки можно заранее карандашом нанести две линии, которые потом следует совместить. Благодаря такой хитрости шов получится ровным.
Подготовка паяльника
На паяльник закрепляют необходимые насадки и прогревают его в соответствие с инструкцией. Предварительный прогрев необходим, так как в той же инструкции указано время нагрева, которое может увеличится при использовании непрогретых инструментов.
Зачистка и охлаждение соединений
Обычно пайкой соединяются прямые элементы с фитингом, поэтому нужды в зачистке получившихся швов нет. Получившуюся конструкцию нужно на несколько минут оставить на остывание при комнатной температуре. В этот период происходит окончательное застывание пластика, поэтому на конструкцию не должны производится какие-либо механические воздействия.
Нюансы и стыковка элементов
При стыковке элементов нельзя производить крутящие движения и повороты. Оплавленные детали соединяются простым нажимом, иначе могут возникнуть разного рода нарушения целостности труб или сужение внутреннего диаметра трубы.
Проверка качества работы
Проверить качество работы нужно в первую очередь визуально. На просвет не должно быть никаких сужений внутреннего диаметра труб. Это приведет к нарушению гидравлического равновесия системы, что в свою очередь приведет к возникновению воздушных пробок и плохому прогреву радиаторов.
После визуальной проверки нужно пропустить через конструкцию воду, дабы убедиться в герметичности соединения.
Нюансы пайки труб с армированием
При пайке металлопластиковых труб нужно как-то решать проблему с пайкой алюминия. Как правило, чтобы слой алюминия не мешал пайке труб производят его зачистку с помощью шейвера соответствующего диаметра.
Иногда используется запаивание алюминиевого слоя, но в домашних условиях не получится достаточно качественно обрезать и запаять трубу. Поэтому лучше к этому способе не прибегать, а просто зачистить алюминиевый слой.
Возможные ошибки и качество пайки
Какие могут быть ошибки при проведении процедуры пайки? Первой ошибкой может стать выбор неподходящего паяльника. Маломощное устройство не прогреет насадку большого диаметра, и труба просто не соединится с достаточной герметичностью. Эта ошибка легко выявляется водой.
Трубу на паяльнике можно просто передержать, в результате чего она слишком сильно оплавится. Но этот момент легко отследить визуально: значительно изменится внутренний диаметр трубы, уменьшившись в 2-3 раза. Использовать такое соединение для монтажа ни в коем случае нельзя.
И последняя из распространенных ошибок – это использование армированных труб без предварительной подготовки. Это приведет к получению негерметичных соединений.
Любых ошибок можно избежать, если быть достаточно терпеливым и следовать инструкциям в этой статье и инструкциям по работе с паяльником.
Источник: http://pechiexpert.ru/pajka-trub-otopleniya-01/
Как правильно паять пластиковые трубы паяльником

Производители материалов для прокладки инженерных сетей предлагают широкий выбор современных решений, которые пришли на смену традиционным. В частности, это касается труб для монтажа в доме или квартире водопровода, ветки ГВС, радиаторной и напольной отопительной системы.
Чтобы проложить или отремонтировать локальный трубопровод из полимерных труб (поливинилхлорида, полипропилена), необходим специальный инструмент и некоторый навык работы с ним.
Пайка пластиковых труб не относится к сложным работам, но важно понять технологию и учесть ряд моментов, чтобы получить надежный и долговечный результат.
Инструмент для пайки пластиковых труб
Аппарат для пайки труб
В быту применяется специальный аппарат, рассчитанный на присоединение полимерной трубы к соответствующему фитингу или муфте. Максимально допустимый диаметр труб, с которыми может справиться домашний мастер, 63 мм. Трубы большего диаметра преимущественно сваривают встык, используя профессиональное оборудование.
Паяльный инструмент для домашнего использования представляет собой агрегат, оснащенный подставкой, рабочая часть которого нагревается до заданной температуры. Греющийся элемент (подошва) снабжен отверстиями для установки насадок различного диаметра (от 16 до 32 мм).
Аппарат для спаивания пластиковых труб
По конструкции различаются аппараты:
- мечевидные;
- цилиндрические.
Нет принципиальной разницы, какой из них использовать для пайки пластмассовых труб своими руками. В любом случае точное соблюдение инструкции поможет получить желаемый результат.
Секреты качественной пайки
Пайка труб должна осуществляться в помещении с плюсовой температурой, при этом чем холоднее воздух, тем больше времени потребуется прогревать детали из пластика или металлопластика для герметичного и прочного соединения.
Секреты качественной пайки
Чтобы не допустить распространенных ошибок при монтаже труб для отопления или водоснабжения, обратите внимание на следующие рекомендации:
- Мощность бытового инструмента должна составлять 1200 Вт.
- Устройство для домашнего использования предназначено для работы с трубами диаметром до 32 мм, в остальных случаях необходимо задействовать профессиональный паяльник.
- Перед тем как начать паяние, прогревайте аппарат не менее 5–10 минут, чтобы рабочая часть с насадками разогрелась до заданных параметров.
- Спаяв элементы трубопровода между собой, не прокручивайте их и не смещайте шов, чтобы не нарушить его целостность. Допускается лишь аккуратно выпрямить перекосы, в противном случае под нагрузкой шов будет протекать.
- Не следует сильно сжимать детали между собой. Так как расплавленный пластик вдавится внутрь и уменьшит проходной диаметр фитинга, что ухудшит рабочие параметры системы.
- Нельзя оставлять зазоры между краем трубы и внутренней частью фитинга. Такое соединение под давлением даст течь.
- Обязательно дайте спаянному месту полностью остыть прежде, чем подвергать нагрузкам.
- После каждой операции по пайке очищайте насадки от следов расплавившегося пластика. Это предотвратит появление нагара, а также порчу элементов, которые требуется спаять.
- Очистку насадок выполняйте при помощи деревянной плоской палочки. Это убережет тефлоновое покрытие от повреждений. Металлические предметы использовать нельзя, так как царапины приведут в негодность насадку, а пластик к ней будет прилипать и сгорать.
Меры безопасности
Важно не только знать, как паять пластиковые трубы, но и соблюдать технику безопасности при работах с электроинструментом, чтобы не получить ожог или травму.
Важно использовать защитные перчатки
- При работе обязательно используйте защитные перчатки.
- Обратите внимание на чистоту пола, запыленность помещения. Грязь, попавшая в расплавленный пластик, ухудшает качество сварки и делает место стыка неэстетичным.
- Паяльный агрегат требуется расположить на горизонтальной ровной поверхности.
- В течение всего рабочего процесса агрегат не обесточивают.
- Начинать сварку элементов можно только после полного разогрева паяльника. У современных моделей о выходе на рабочий режим сообщает отключившийся индикатор.
Используя старый прибор, подождите около 20 минут с момента включения.
Ход работ
Рассмотрим подробно, как правильно паять пластиковые трубы в домашних условиях. На предварительном этапе требуется подготовить весь необходимый инструмент:
- рулетку и маркер;
- надфиль или напильник;
- наждачную бумагу с мелким зерном;
- труборез;
- острый монтажный нож;
- паяльник для сварки пластика.
Также потребуется ветошь и спирт (либо другое средство для обезжиривания) для обработки спаиваемых поверхностей.
Подготовка элементов
Трубы нарезаются на нужную длину при помощи специального трубореза или острого монтажного ножа. Следите за тем, чтобы срез был строго перпендикулярным, иначе не получится выполнить герметичное соединение.
Использование шейвера
Далее требуется обработать край трубы. Желательно применить специальный инструмент – шейвер, но в его отсутствие достаточно использовать монтажный нож (используется для удаления заусенцы), после чего край обычной трубы из пропилена или армированной стекловолокном требуется обработать до гладкости при помощи надфиля, мелкозернистой шкурки.
Убедившись, что по гладкости обработанный край практически не уступает внутренней части купленного в магазине фитинга, можно начать спаивать элементы, предварительно обезжирив соединяемые поверхности спиртом.
Технология пайки
Рассмотрим, как пользоваться паяльником и какой температурный режим нужно выбрать для пластиковых труб разного типа. Работы по монтажу полимерного трубопровода своими руками выполняются в несколько этапов:
- Паяльный агрегат надежно закрепляют на платформе и устанавливают на рабочую часть насадки подходящего диаметра.
- Электропаяльник включают, предварительно задав требуемую температуру. Чтобы припаять друг к другу детали из полипропилена, рабочую часть требуется разогреть до 260°C, при сварке изделий из ПВХ необходим нагрев до 220°C.
- После прогрева аппарата, фитинг и подготовленный край трубы надевают на насадки и нагревают детали в течение нескольких секунд (точное время прогрева указано ниже в таблице, оно зависит от диаметра элементов).
- Выждав требуемое время, детали аккуратно стыкуют между собой и оставляют до полного остывания. Аналогично скрепляются и все остальные элементы трубопровода.
Глубина сварки трубы соответствует параметрам внутренней части фитинга – насадки на паяльник обеспечивают нагрев элементов на одинаковую глубину, чтобы обеспечить максимальное соприкосновение поверхностей для лучшего сцепления.
Технология процесса пайки
Способ соединения полимерных труб при помощи температурной сварки достаточно прост, если освоить навык точного соединения нагретых элементов, знать, как спаять детали.
Вставив трубу в фитинг, ее не перемещают и не поворачивают, чтобы разогретый полимер смог сформировать монолит.
Если место спайки шевелить до застывания материала, полимер соберется складками и соединение разгерметизируется.
Проверяем качество соединения
К поверке герметичности соединений приступают после того, как все стыки смонтированы и успели остыть. Для этого в готовую систему заливают воду и осматривают трубопровод, чтобы выявить утечки.
До заливки воды дайте смонтированной системе простоять хотя бы час при нормальной комнатной температуре, а если воздух в помещении более прохладный, то предпроверочная пауза должна продлиться минимум 2–3 часа.
Если нашлись неплотные стыки, необходимо слить воду из системы перемонтировать участок трубопровода, установив новые фитинги и взяв отрезок трубы соответствующей длины. Попытка как-то заклеить негерметичное соединение или запаять его при помощи электропаяльника, заранее обречена на провал. Монтаж полимерного трубопровода требует точного соблюдения технологий.
Пример качественного соединения
По окончании ремонтных работ заново проверяют герметичность системы, залив в нее воду. Если речь идет о системе отопления, настоящую проверку трубопровод пройдет только после нагрева теплоносителя в котле, при повышенных температурах и давлении.
Заключение
Инструкция как паять пластиковые трубы позволяет понять технологию процесса. Если возникла необходимость в разовых работах, экономически невыгодно покупать электропаяльник для труб, проще взять инструмент в аренду в компании, предоставляющей подобные услуги.
Планируя впервые проводить самостоятельные работы, желательно купить материал с небольшим запасом. Зная только в теории, как паять трубы, прежде чем приступать к работам в доме, необходимо потренироваться. Если опыт получился неудачным, доверьте монтаж или ремонт трубопроводов в доме профессионалам.
Видео по теме:
Источник: https://ProfiTeplo.com/truby/124-kak-pajat-plastikovye.html
Как паять трубы отопления
В то время, когда наступает зима, в первую очередь необходимо задуматься о хорошей системе отопления своего жилища. Ввиду этого просто нужно определить, из-за чего применение пластика в отоплении помещения целесообразнее, и как как раз проводится пайка труб отопления своими руками, поскольку это дело не совсем простое.
Что необходимо учитывать, выбирая трубопроводы отопления?
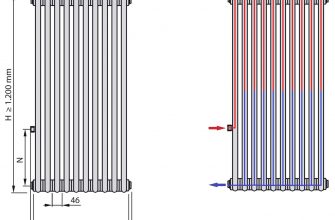
- Вариант монтажа трубопровода. Разводку труб в ванной комнате и санузле возможно сделать по наружному типу, но лучшим вариантом есть скрытая система. Она делается в пола, стен либо каркаса из гипсокартона.
- В зависимости от схемы отопления, решают, какие конкретно трубы купить. Отопление может прокладываться как в обогреваемых комнатах (значительно чаще по жилому дому), так и в неотапливаемых помещениях (к примеру, подвал либо кладовая).
- Выбор кроме этого необходимо осуществлять, исходя из расчета рабочего давления в системе и температуры носителя тепла.
- Необходимо учесть как сложной и трудоёмкой будет работа с трубами, и сложность схемы отопления – несложная либо с дополнительными конфигурациями.
- Выбор труб зависит от потенциальной необходимости замены трубопровода, или его ремонта.
Виды материалов для системы отопления
В системе отопления трубы играются не последнюю роль. Употребляются в данной области и металлопластиковые трубы, и трубы из таких материалов, как сталь, медь, пластик и его соединение с металлом.
Тёмный металл. Трубы из него владеют и положительными и отрицательными свойствами. Они имеют большую температуру плавления до +1500°.
Нержавеющая сталь. Положительное уровень качества этого материала – сравнительная легкость работы с ним и обслуживания готовых трубопроводов, но громадный минус – это большая цена нержавеющей стали.
Бронзовые трубы надежны и качественны. Минусом есть трудоемкость монтажа. Данный процесс занимает продолжительное время.
Металлопластиковые трубы. Они легкие и компактные, способны выдерживать большие температуры. Но довольно часто многие люди жалуются на то, что их срок работы непродолжителен.
Наиболее популярными на сегодня являются пластиковые трубы. Поболтаем о них подробнее.
Трубы из пластика
Благодаря применению пластика при изготовлении труб отопления, стало возмможно обновлять систему стремительнее и дешевле. Систему отопления, состоящую только из пластика, сейчас возможно заметить частенько. Пластиковые трубы имеют демократичную цена, и как раз их применяют для капремонта коммуникаций, срок годности которых истек уже давно.
Но нужно заявить, что через чур экономить не следует. Останавливая свой выбор на трубах из пластика, необходимо наблюдать не только на цену либо цвет, но и на компанию-производителя.
Пластиковый трубопровод совмещает в себе все преимущества отопительных труб. Эти изделия армируются стекловолокном для повышения показателей прочности и защиты от коррозии.
Пластиковые трубы используют при изготовлении трубопроводов отопления и водоснабжения любой сложности.
Люди предпочитают данный материал благодаря высоким показателям экологичности, простоте монтажа, надежности и долговечности, и химической стойкости.
Начинаем пайку
В случае если раньше паять полипропилен не приходилось, то разумно предварительно определить, как паять трубы отопления. Процесс пайки полипропиленовых труб своими руками включает в себя следующие шаги.
Пригодится сварочный аппарат (кое-какие именуют его утюгом, паяльником) с различными насадками. Громадное значение в выборе паяльника играется его мощность.
Возвратимся к нашим инструментам – в наборе должны быть нагревательные плашки (их необходимо затягивать посредством шестигранного ключа). Многим мастерам может пригодиться рулетка и брезентовая ветошь. Принципиально важно, дабы паяльник был включен в сеть в течении всего процесса.
На паяльном инструменте загораются светодиоды, в то время, когда они меркнут – паяльник нагрелся, значит, возможно приступить к работе. Отрезаем нужную длину трубы ножницами.
Пользоваться направляться хорошо заточенными ножницами, что не только комфортно, но и не приведет к нежелательной деформации труб.
Берем пластиковую трубу и фитинг. Труба вставляется в нагревательную гильзу, а фитинг насаживается на дорн, по окончании чего они выдерживаются приблизительно в течение 6-7 секунд. Совершенным соединение будет в том случае, в то время, когда на трубе образуется буртик.
Паять элементы трубы нежелательно, в случае если температура окружающей среды ниже нуля, по причине того, что в этом случае поверхность расплавленного пластика стремительнее охлаждается.
Это неизбежно ведет к очень не сильный соединению. Необходимо помнить следить за тем, дабы места соединений были ровными, и не имели перекосов.
Потом соединение фиксируется, но без приложения к нему механических нагрузок на время выдержки.
Прочтя указанные выше руководства и, при необходимости, просмотрев соответствующее видео, возможно легко провести всю работу своими руками, не обращаясь за помощью к компетентным в этом вопросе людям, требующим за свои услуги деньги.
Видео
Предлагаем вам взглянуть видео, посвященное данной теме. Вы определите, какие конкретно еще существуют приспособления для пайки труб.
Источник: http://uchebniksantehnika.ru/truby/kak-paiat-truby-otopleniia.html