- [Знание-сила!] Как развальцевать тормозную трубку — бортжурнал Москвич 426 «Примус» (третья жизнь) 1974 года на DRIVE2
- Развальцовка медных трубок в домашних условиях
- Суть процесса
- Этапы развальцовки труб
- Способы увеличения диаметра труб
- Развальцовка в домашних условиях
- Как изготовить инструмент
- Вальцовка для тормозных трубок своими руками
- Как развальцевать медную трубу своими руками
- Подготовительные работы
- Как правильно подготовить торец трубы
- Инструмент для развальцовки
- Как выполнить развальцовку
- Техника самостоятельной развальцовки труб
- Что собой представляет развальцовка
- В каких случаях применяют развальцовку
- Инструменты для проведения работ
- Получения конического раструба
- Изготовление самодельного вальцовочного инструмента
- Заключение
- Видео по теме: Развальцовка трубок
- Инструменты и приспособления для развальцовки медных трубок в домашних условиях
- Особенности выполнения развальцовки труб
- Приспособления для работы
- Ручной шаблон
- Механический развальцовщик
- Развальцовщик с наличием электрического привода
- Эспандер
- Советы по выбору инструмента
- Ситуации, в которых может потребоваться развальцовка
- Виды соединения элементов
- Вальцовка труб – как выполнить ее в домашних условиях?
- Большая Энциклопедия Нефти и Газа
- Вальцовка для медных труб своими руками
- Установка кондиционера своими руками самостоятельно
- Профессиональный строительный инструмент
- Медная трубка для кондиционеров: вопросы и ответы
- Развальцовка труб из меди: рассматриваем доступные инструменты и способы
- Развальцовка, вальцовка
- Развальцовка для обработки медных труб
- Инструменты для развальцовки медных труб
- В чем предназначение развальцовщиков?
- Навигация по записям
[Знание-сила!] Как развальцевать тормозную трубку — бортжурнал Москвич 426 «Примус» (третья жизнь) 1974 года на DRIVE2

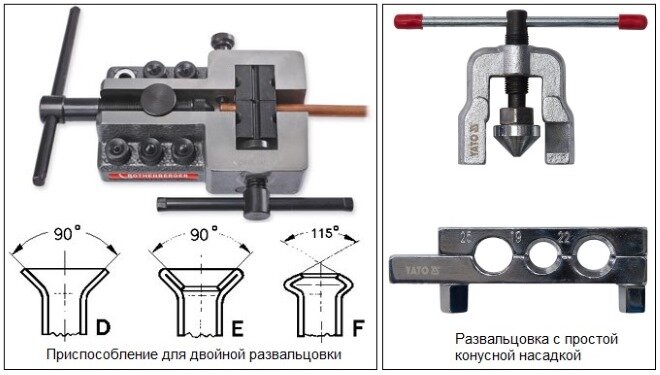
Во-первых, какие бывают виды разцвальцовок:
Виды развальцовок
1) Одинарная воронка – в автомобилестроении не применяется. Развальцовывается просто конусом в одну операцию. Хотя в принципе, мне известны случаи, когда такую одинарную воронку прикручивали вместо двойной и вроде как даже при этом, после очень сильной затяжки, тормозная жидкость не вытекала. Сам так делал при отсутствии инструмента.
2) «Грибок». Считается одноразовым соединением (хотя в реальной жизни позволяет прикрутить трубку до нескольких раз). Является стандартом для европейских и азиатских автомобилей.
Это результат европейской жадности: во-первых вальцуется за одну операцию, во-вторых одноразовость способствует демотивации ремонта автомобиля и увеличению продаж автомобилей.
В СССР такой вид развальцовки впервые появился на автомобилях ВАЗ, а потом «переполз» на Москвичи, затем Волги и совсем недавно на УАЗы.
3) «Двойная воронка» – Американский стандарт, считается многоразовым соединением. Вальцуется за 2 операции: первая операция – получается «пузырь» или «Грибок», делается оправкой. Вторая операция – заминание конусом и образование воронки. Этот стандарт применялся и в СССР на старых Москвичах, Волгах и УАЗах.
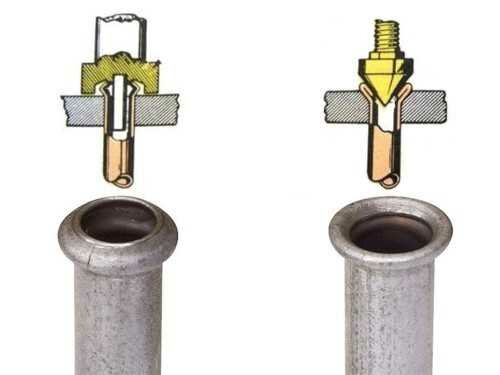
Более подробный рисунок, демонстрирующий разницу между одинарной и двойной воронкой:
Сверху одинарная воронка, снизу двойная.
Теперь о том, как развальцовывать. Для начала фото набора, состоящего из отрезки, оправок, планки и струбцины с конусом:
Набор
Оправка выглядит вот так:
Оправки для развальцовки грибка (из которого можно потом получить двойную воронку).
Набор нужно покупать метрический. Почему-то в продаже много дюймовых. Наш (Москвичёвско-волговско-уазовский) размер трубки – 6мм.
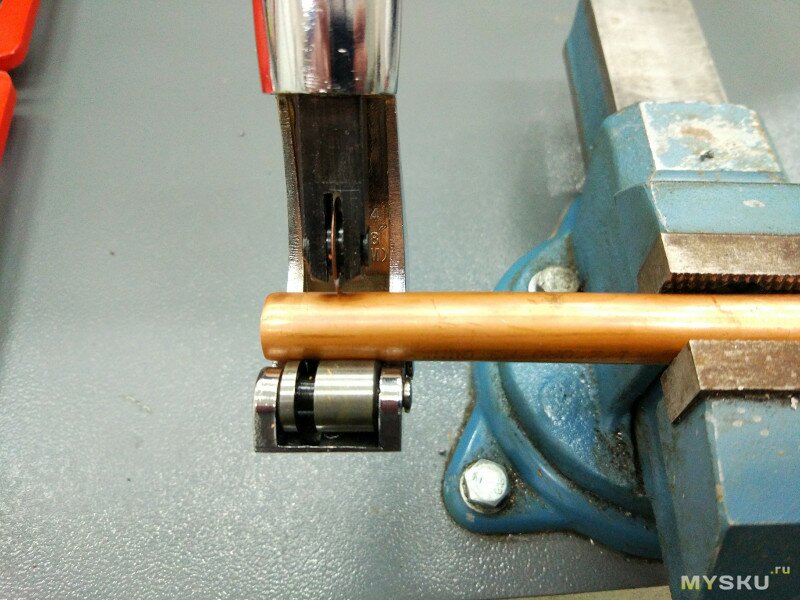
1) Отрезаем трубку с помощью отрезки. Для этого надеваем её на трубку, слегка зажимаем. Прокручиваем вокруг трубки несколько раз, поджимаем, опять прокручиваем несколько раз пока не отвалится.
2) Прочищаем внутреннюю кромку трубки острым предметом (вставляем и прокручиваем). Как правило, лезвие для такой прочистки находится на отрезке. Можно использовать обычный стальной нож с острым концом.
3) Зачистка конца трубки. Для этого зажимаем планку в тиски за длинный конец, гладкими отверстиями вверх. Зажимаем в соответствующее отверстие нашу трубку почти заподлицо с поверхностью планки. Подтачиваем торец трубки напильником.
4) Надеваем на трубку гайку. Это важно сделать именно сейчас, лично я часто забываю 🙂
5) Переворачиваем планку вверх ногами и теперь зажимаем её в тиски конусными отверстиями вверх. Зажимаем в неё трубку с выпуском. Выпуск трубки должен быть равен высоте гурта оправки. Если гурт 2-ступенчатый, то ориентируемся по высоте нижней части гурта. Эта нижняя часть гурта кстати бывает как меньше так и больше по диаметру чем верхняя Вот так это выглядит:
Как вымерять выпуск трубки при установке
6) Смазываем штырь и прилегающую поверхность оправки тормозной жидкостью. Вставляем оправку штырём в трубку, надеваем на планку струбцину и вжимаем оправку до прилегания к планке. Снимаем оправку. Мы сейчас получили «грибок» или «пузырь». Если у нас Евростандарт, то всё готово и можно ставить трубку на машину.
7) Если же нам нужна двойная воронка, то нужно проделать ещё одну операцию. Снимаем оправку и заминаем пузырь конусом, находящимся на струбцине. Вот теперь готово.
Вот так выглядят 2 операции:
Развальцовка в 2 этапа. Первый — грибок или пузырь (евростандарт), второй — двойная воронка (американский стандарт)
Ну и видос, где я рассказываю и показываю как это делается:
Источник: https://www.drive2.ru/l/5216349/
Развальцовка медных трубок в домашних условиях

Подогнать диаметры труб при их соединении – задача непростая. То заготовки нужного размера нет, то толщина стенок на разных участках детали отличается.
Но необходимость в работе с диаметрами изделий возникает не только в промышленности, расширение конструкций для герметичного крепления бытовых коммуникаций также требуется часто.
Узнаем, что такое развальцовка медных трубок своими руками, зачем её проводят и как нужно действовать, чтобы получить хороший результат.
Суть процесса
Радиальная деформация или развальцовка медных труб в отверстии специального аппарата необходима для создания прочного сцепления элементов конструкции, например, трубы с трубной решеткой. Таким способом закрепляют детали в конденсаторах, котлах, маслоохладителях, парогенераторах и других теплообменных аппаратах.
Так выглядит развальцованная труба
Этапы развальцовки труб
Манипуляции проводятся в три этапа:
- Подбирается требуемый зазор между деталью и трубной решеткой.
- Проводится деформация обоих элементов.
- Снимается давление (нагрузка) с внешней поверхности деформируемой заготовки.
В процессе развальцовки медных трубок металл размягчается, растягивается (переходит в состояние пластического деформирования), а материал трубной решетки – в состояние упругой деформации. Чтобы манипуляции увенчались успехом, материал решетки должен быть тверже меди.
По окончанию процесса развальцовки решетка «обхватывает» отрезок трубы. Получаем прессовое соединение, прочность которого обеспечивается за счет контактного давления поверхности детали и отверстия решетки.
Качественно проведенное растяжение позволит добиться максимальной герметичности соединения
Иногда для соединения этих элементов применяют и сварку – такое крепление называется комбинированным. При монтаже медного водопровода одну из деталей расширяют, затем в нее вставляется вторая труба, после чего зазор между ними заполняют припоем.
Для комбинированных соединений используют сварку
Изменить диаметр деталей может понадобиться в следующих случаях:
- Если штампованное (литое) изделие нужной формы невозможно приобрести в готовом виде (не производится или его нет в наличии).
- Требуется филигранная подгонка угла изгиба, размера трубки или её диаметра по внутреннему сечению.
Способы увеличения диаметра труб
Инструмент, с помощью которого проводят манипуляции, называется вальцевателем медных трубок. В промышленности используют валы высокой прочности, которые прокатываются несколько раз, в результате чего оформляется профиль нужной конфигурации. Работы могут выполняться на специальных машинах и станках, гибочных вальцах.
Вальцовочный станок позволяет провести деформацию равномерно
Медь – пластичный материал, потому если вы обладаете ловкостью и большой физической силой, можно вручную попробовать натянуть медную заготовку на конический шаблон (болванку), чтобы получить нужное соединение.
Прибегают к этому кустарному способу, при котором не используется вальцовка для медных труб, в крайних случаях, так как результат предугадать сложно.
Возможны разрывы в местах, на которые приходится максимальная нагрузка при растяжении, тонкая деталь может просто замяться и стать непригодной из-за неравномерного истончения стенок трубы.
Второй вариант – промежуточный между полноценной обработкой заготовок и растяжением деталей силой – использование экспандера. Устройство имеет несколько сменных насадок, позволяющих с помощью рычага растянуть трубу до нужного диаметра за один подход.
Можно использовать экспандер
Правильный развальцовщик для медных труб состоит из валика или нескольких валиков, изготовленных из твердосплавных материалов, которые много раз прокатываются по внутренним поверхностям трубы.
В процессе развальцовки с каждым оборотом усиливается давление – заготовка деформируется в нужном направлении постепенно и плавно, что исключает возможность разрывов.
В каждый из подходов вальцы изменяют внутренний диаметр заготовки на минимальную величину, такое постепенное растяжение металл переносит легко.
Толщина стенок при этом изменяется равномерно, более плотные участки трубы с отличающейся толщиной стенок раскатываются до той же толщины, что и более тонкие.
А поверхность становится идеально гладкой, без шероховатостей.
Так же, как под весом трамвая, раз за разом проезжающего по рельсам, последние становятся гладкими и блестящими, поверхность детали под воздействием валов будет однородной.
Можно развальцевать отрезок и с помощью конуса. Принцип работы прост – конус вдавливается в предварительно зафиксированную в тисках трубу на нужную глубину, затем извлекается. Результат по качеству уступает работе с валами, но применяют конусы также довольно часто.
Развальцовка в домашних условиях
Как изготовить инструмент
Идеальное решение – покупка готового станка. Но если этот вариант не подходит, и голыми руками придать нужный диаметр заготовке не получилось, изготовим инструмент для работы самостоятельно, так как в домашних условиях развальцевать медную трубку качественно без приспособления невозможно.
Чертеж самодельного аппарата для вальцовки
Металл мягкий, но нам нужно достичь точного соответствия торца трубок посадочному конусу, в противном случае герметичности соединения добиться не получится.
Изготовив свою вальцовку для медных труб однажды, вы сможете использовать ее долгие годы, проект стоит затраченных усилий. Конструкция устройства проста – это станина, сделанная из двух одинаковых уголков.
Какие инструменты понадобятся для работы:
- заточный станок;
- сверлильный станок;
- болгарка.
Источник: http://trubsovet.ru/soed/razvalcovka-mednyx-trubok.html
Вальцовка для тормозных трубок своими руками
ILYA 9-05-2018, 21:17 5 167 Приспособления<\p>
Привет всем любителям самоделок. В данной статье я расскажу о том, как сделать вальцовку для тормозных трубок своими руками.
Данное приспособление будет полезно тем, кто обслуживает свой автомобиль самостоятельно и поможет в ремонте тормозной системы.
Перед тем, как прочитать статью, предлагаю посмотреть видеоролик, где наглядно показан процесс сборки данного приспособления, а также проверка в реальных условиях.
Для того, чтобы сделать вальцовку для тормозных трубок своими руками, понадобится:
* Слесарные тиски* Углошлифовальная машинка, отрезной и шлифовальный круг* Металлический уголок размером 100 мм* Металлическая пластина толщиной 6 мм* Сверло по металлу диаметром 4,5 мм, 6 мм, 10 мм* Болт от ступицы автомобиля* Сварочный аппарат, краги, сварочная маска* Защитные очки, перчатки, наушники* Медная трубка диаметром 5 мм* Токарный станок по металлу, оснастка* Метчик с резьбой М6 и М12* Баллончик матовой краски* Электродрель
Шаг первый.
Зажимает металлический уголок размером 100 мм в тисках и при помощи линейки и карандаша делаем разметку, по которой нужно будет отпилить заготовку.
Отмечаем от края уголка около 30 мм и отпиливаем при помощи углошлифовальной машинки с установленным в нее отрезным кругом.
При работе с углошлифовальной машинкой соблюдайте меры безопасности, одевайте защитные очки, наушники и перчатки, а также не забывайте, что электроинструмент в любой момент может вырваться из рук, поэтому держать его нужно крепко.
Далее фиксируем уголок в тисках и выравниваем торцы при помощи УШМ с установленным наждачным кругом для шлифовки, также немного скругляем края, чтобы не пораниться при работе с инструментом.После этого меняем положение заготовки в тисках и также шлифуем, удаляя ржавчину и другие внешние дефекты детали.В итоге получается такая поверхность.
Шаг второй.
Устанавливаем деталь на наковальню или тиски и делаем кернение посередине легким ударом молотка по керну.В этом месте капаем немного технического масла и просверливаем отверстие при помощи электродрели, в патроне которой установлено сверло по металлу диаметром 5 мм, после этого меняем сверло на 10 мм.
В процессе сверления не забываем добавлять техническое масло, так как это уменьшит степень износа режущей кромки сверла, что продлит срок его службы. В готовом отверстии нарезаем резьбу при помощи метчика, резьба в данном случае подбирается в зависимости от диаметра болта, здесь используется болт М12 от ступицы автомобиля. При нарезке резьбы также важно добавлять смазку.
Шаг третий.Отмеряем нужный отрезок для крепления трубки и отпиливаем при помощи углошлифовальной машинки часть от уголка.
Далее зажимаем две металлических заготовки, которые нужно сделать из листа металла толщиной 6 мм, в них нужно сделать отверстие посередине так, чтобы половина диаметра пришлась на одну заготовку, а остальная-на другую.
Сверло в данном случае берем диаметром 4,5 мм, в дальнейшем можно сделать различные пластины с необходимыми пазами под любой диаметр трубок.После этого нужно просверлить отверстия в сразу двух заготовках под крепление на уголке, для этого зажимаем их друг с другом при помощи ручных тисков, а уже потом сверлим отверстия, сначала 4,5 мм, а затем 6 мм сверлом по металлу.
Шаг четвертый.Чтобы можно было вальцевать трубки, нужно сделать обработку ступичного болта. Для этого сначала укорачиваем его при помощи углошлифовальной машинки, а затем зажимаем болт в трехкулачковом патроне токарного станка по металлу и делаем проточку до диаметра 2,5 мм, к слову он равен внутреннему диаметру медной трубки.
Для вальцевания вытачиваем небольшую выемку под шляпку. В итоге болт должен выглядеть так.
К нему нужно приварить пруток, для этого понадобится сварочный аппарат. При работе со сварочным аппаратом будьте осторожны, а также используйте средства индивидуальной защиты, сварочную маску и краги.
Для того, чтобы трубка в процессе вальцевания не гнулась и вальцевалась равномерно, нужно сделать центровку.Берем тормозную трубку и одеваем на кончик болта, далее устанавливаем под нее заготовку с пазом под трубку, а затем фиксируем при помощи ручных тисков и начинаем намечать места сверления.
После этого разжимаем ручные тиски и просверливаем отверстия до конца сверлом диаметр которого 5 мм, а затем в этих отверстиях нарезаем резьбу М6 при помощи метчика.
Шаг пятый.Теперь инструменту осталось придать красивый вид, для этого красим детали баллончиком молотковой краски, заранее защитив резьбу малярным скотчем.
Инструмент полностью готов, а значит пришло время проверить его в действии.
Зажимаем инструмент в тисках, берем медную трубку диаметром 5 мм и просовываем в паз, оставляя примерно 5 мм снаружи, затем затягиваем болты шестигранником.
Далее вращаем болт с штырем до упора в крепление трубки, после чего ослабляем натяжение болта и откручиваем обратно, крепежные болты тоже ослабляем и вытаскиваем трубку с развальцованным кругом.
После установки данной трубки тормозная жидкость уже протекать не будет.
На этом у меня все, всем спасибо за внимание и творческих успехов.Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Идея
Описание
Исполнение
Итоговая оценка: 9.58
Источник: https://USamodelkina.ru/11214-valcovka-dlya-tormoznyh-trubok-svoimi-rukami.html
Как развальцевать медную трубу своими руками
При соединении медных труб между собой либо при их стыковке с рабочими частями, например, кондиционеров необходима специальная подготовка их торцов – так называемая развальцовка.
От того, насколько качественно она будет сделана, напрямую зависит долговечность работы будущей системы, ведь подавляющее большинство проблем с утечкой хладагента (фреона) из кондиционеров связано именно с некачественными стыками.
Чаще всего развальцовка медной трубы требуется при самостоятельной установке кондиционера
О том, как правильно развальцевать медную трубу, и пойдет речь в нашей статье.
Подготовительные работы
Как правильно подготовить торец трубы
Прежде чем приступить непосредственно к развальцовке, необходимо подготовиться. Подготовку начинают на этапе порезки трубы, а именно следят за тем, чтобы после отреза торец трубы соответствовал следующим условиям:
- не имел скосов (должен быть выполнен строго под 90 градусов относительно оси трубы);
- был ровным;
- не имел завала краев.
При резке медной трубы не допускаются представленные на картинке ошибки
Для этого резку осуществляют согласно представленной далее инструкции:
- Специальный труборез для медных труб надевают и закрепляют на участке трубы, где ранее была нанесена метка под рез.
- Против часовой стрелки вращательным движением неспешно прорезают трубу.
- Проверяют торец на отсутствие неровностей и скосов.
- С помощью напильника и/или наждачной бумаги удаляют с торца возможные неровности и заусенцы.
Инструмент для развальцовки
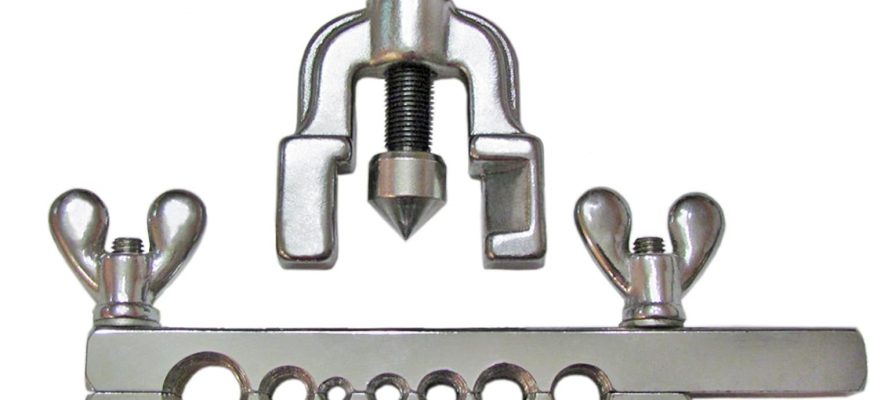
Для выполнения задачи также понадобится развальцовщик. Это специальная плашка с шаблонными отверстиями под разные диаметры труб, к которой крепится вальцовка с конусом. Данный инструмент можно приобрести в специализированном магазине. Как правило, он продается в комплекте с труборезом и приспособлениями для обработки торцов труб.
Так выглядит инструмент для развальцовки медных труб
Как выполнить развальцовку
Итак, после подготовки приступают непосредственно к развальцовке:
- По необходимости заблаговременно надевают на трубу обратную гайку, чтобы потом не возникло казуса с крепежом трубы, поскольку на развальцованный торец надеть ее уже не представится возможным.
- Подготовленную трубу зажимают в плашке, предварительно выбрав в ней подходящее по диаметру отверстие. Зажать необходимо так, чтобы торец трубы слегка выступал над поверхностью плашки, а сама труба была надежно зафиксирована. Высота выступа зависит от диаметра трубы и выбирается согласно таблице ниже.
| Диаметр трубки | Высотавыступа (мм) | Диаметр разбортовки (мм) | |
| (мм) | (дюймы) | ||
| 6,35 | 1/4 | 1,0…1,3 | 8,3…8,7 |
| 9,52 | 3/8 | 0,8…1,0 | 12,0…12,4 |
| 12,70 | 1/2 | 0,5…0,8 | 15,4…15,8 |
| 15,88 | 5/8 | 0,5…0,8 | 18,6…19,0 |
| 19,05 | 3/4 | 0,1…0,5 | 22,9…23,3 |
- Далее перемещают вальцовочный элемент к нужному отверстию и зажимают его. Обычно на плашке имеются специальные риски для правильной фиксации вальцовочного элемента. При правильной фиксации вершина конуса будет совпадать с центром отверстия трубы.
- Производят вращение винта вальцовочного элемента. При этом конус постепенно входит в трубу, расширяя ее торец. Вращение производят до упора.
- Выкручивают винт обратно, освобождают трубу из плашки, проверяют результат. На выходе должен получиться ровно развальцованный симметричный торец без смещения в сторону и без скоса. Кроме того на нем должны отсутствовать трещины, надломы и другие повреждения. При наличии чего-то подобного неудавшийся участок срезают и выполняют процедуру заново.
При развальцовке медной трубы не допускаются представленные на картинке ошибки
- Обрабатывают развальцованный участок еще раз – удаляют заусенцы, возможную фаску и неровности. Здесь необходимо достичь идеально ровной и гладкой поверхности для достижения в дальнейшем полной герметичности стыка.
Наглядно ознакомиться о правилах проведения развальцовки можно из видео, представленного ниже.
Если вы все сделали правильно, то развальцованную трубу можно считать полностью готовой к дальнейшему монтажу.
Таким образом, мы описали этапы подготовки трубы к развальцовке, рассказали, какой лучше и как использовать расширитель для медной трубы, представили инструкцию по выполнению развальцовке своими руками.
Источник: http://vse-o-trubah.ru/razvaltsovka-mednoj-trubu.html
Техника самостоятельной развальцовки труб
Существует множество способов соединения труб. Иногда возникают сложности в применении какого-либо из них. Причиной тому может быть незаметное на первый взгляд различие в диаметре, неравномерно сформированные стенки. Решением вопроса может стать вариант стыковки с помощью накидных муфт. Но для этого необходимо разобрать такое понятие как развальцовка торца труб.
Что собой представляет развальцовка
Под развальцовкой понимают процесс получения на конце трубы конической юбки. Диаметр такого образования превышает диаметр исходного материала. Это возможно за счет растяжения металла.
Чем сечение развальцованного участка больше, тем меньше толщина его стенки. Любые трубы из мягкого материала (алюминий, медь, их сплавы, некоторые марки нержавейки) можно развальцевать ручным способом.
Твердый металл подвергают машинной обработке. Не следует путать развальцовку с вальцовкой труб.
В каких случаях применяют развальцовку
Есть несколько причин, по которым необходимо обращаться к этому методу.
Чтобы получить разъемный стык. В кондиционерах, холодильных установках, гидравлических и других системах, где положен контроль за рабочей жидкостью, применяют соединение труб при помощи муфт. Если нужно уйти от сварки цветных металлов или сварки в целом.
Применение пайки на медных трубках. Эффективно спаять две трубы можно только при условии достаточного соприкосновения их поверхностей.
Это достигается либо вставкой одного диаметра в другой, либо (при одинаковых диаметрах) развальцовкой торцов и увеличением площади прилегания элементов.
В противном случае соединение труб разорвется под действием вибрации или стороннего усилия.
Для упрощенной фиксации торца трубы. В декоративных и других целях, когда трубу следует зафиксировать, например, торцом к плоскости, применяют развальцовку и фиксацию шайбой.
В сложных конфигурациях. В тех случаях, если внутри трубы прокладывают электрические жгуты и необходимо прохождение через различные изгибы. Тогда всю трассу разбивают на отдельные элементы и стыкуют муфтами.
Инструменты для проведения работ
Стандартный ручной развальцовывающий станок состоит из:
- Рукояти и направляющего стержня. С их помощью осуществляется поступательно — вращательное движение конуса для развальцовки.
- Направляющего зажима. Удерживает стержень напротив заготовки.
- Конуса развальцовывающего. Непосредственно воздействует на торец трубы, формируя юбку.
- Станины тисочного типа. Она имеет калиброванные отверстия под разный диаметр трубок.
Ручное приспособление для двойной развальцовки труб. Механизм может производить несколько операций с торцом трубы, делать одинарную воронку, «грибок», двойную воронку.
Экспандер для увеличения диаметра торца трубы. Представляет собой ручной рычажный инструмент.
Его рабочим органом является специальная головка, которая имеет возможность расширяться при воздействии на рычаг. С помощью этого устройства также можно делать развальцовку, но юбка будет не конусной.
В обработанный таким образом край трубы можно вставить другую трубу и дальше применить пайку либо сварку.
Молоток с головкой из латуни плюс вальцовочный инструмент, изготовленный из твердой стали. Комплект предназначен для создания раструбов с углом в 45 градусов, но с помощью него сложно идеально развальцевать трубу.
Профессиональная установка для развальцовки снабжена электрическим приводом. Основной элемент устройства – головка конусовидной формы. Рабочая деталь, вращаясь, прокатывается по внутренней плоскости торца трубы. Таким образом, торец постепенно раскрывается, образуя юбку.
Получения конического раструба
Для понимания технологии процесса можно взять пример развальцовки трубок из меди. Порядок проведения работ следующий:
Схема действия конического раструба
- Трубу тщательно торцуют. Для качественной развальцовки угол между торцом и плоскостью должен быть строго 90 градусов.
- Обработка металла рабочей части заключается в зачистке и удалении заусениц и окислов.
- На трубку надевают резьбовую муфту.
- Заготовку зажимают в станине в посадочном отверстии соответствующего диаметра. Конец трубы (рабочая часть) на несколько миллиметров должен выступать над станиной.
- Завинчивая винт, упирают развальцовывающий конус в торец и производят давление до тех пор, пока деформация участка не достигнет предела – будет образована юбка, скошенная под углом в 45 градусов.
- Вынимают заготовку из станины, муфту перемещают к обработанному краю.
Чтобы легче воздействовать конусом на заготовку, рабочую поверхность лучше покрыть смазочным материалом. Винт перемещать вперед- назад, постепенно достигая нужного результата – это поможет избежать возможного разрыва металла в районе деформации.
Работа ручным экспандером имеет свой алгоритм действий:
Как использовать ручной экспандер для труб
- Торец заготовки насаживают на подходящий диаметр головки до упора (диаметров в наличии несколько).
- Удерживая стационарную рукоять, подвижную перемещают по окружности, тем самым разводя губки головки. Работу проводят без насилия, чтобы не разорвать трубу.
- После получения расширения диаметра снимают заготовку с инструмента.
- Проверяют легкость вхождения второй трубы в полученный раструб.
Изготовление самодельного вальцовочного инструмента
Не всегда нужно приобретать заводской станок для развальцовки труб, тем более, если операция единичная. В этом случае можно воспользоваться обычным конусом и молотком, но для большей точности результата работы лучше изготовить простой самодельный инструмент. Основные части приспособления:
- Станина. ЕЕ изготавливают из стального уголка длинной 200 мм, шириной полки в 32 мм и толщиной стенки – 5 мм.
- Болты М8 два штуки. С помощью них стягивают станину.
- Тиски. В них зажимают станину.
- Конусные оправки (развальцовывающий конус). Заказывают у токаря, либо самостоятельно вытачивают из стальной болванки.
Самодельный вальцовочный инструмент
Инструмент для проведения работ:
- Электрический наждак;
- Дрель;
- Болгарка с обрезным кругом по металлу.
Порядок работ:
Порядок развальцовки трубы
- Заготовку из стального уголка разрезают на два отрезка длиной по 100 мм.
- Соединяют заготовки (чтобы в торце получилась буква «Т») и зажимают в тисках.
- Просверливают два отверстия в уголках под болт М8.
- Стягивают заготовки между собой болтами.
- Просверливают отверстия под разные диаметры медных трубочек (диаметром не более 8 мм) по линии соприкосновения двух уголков.
- В каждом отверстии выбирают небольшие фаски.
Полученный инструмент готов к работе, его применяют так же, как и заводской.
Заключение
Описанные в статье материалы не исчерпывают знаний в области работы с трубами и правильной организации соединений. Но все же некоторые освещенные практические моменты помогут избежать сложностей, используя метод развальцовки.
Видео по теме: Развальцовка трубок
Источник: https://promzn.ru/metalloprokat/razvaltsovka-trub.html
Инструменты и приспособления для развальцовки медных трубок в домашних условиях

Вальцевание, или развальцовка, медных труб — это технологический процесс, который заключается в деформации стенок в нужном для человека направлении. Такую операцию проводят в тех случаях, когда нужно надёжно и герметично соединить трубки из меди с разнообразными приборами и устройствами или для состыковки отдельных элементов трубопровода.
На сегодняшний день трубки из меди очень распространены. Если их соединение должно быть разъёмным, то без развальцовки не обойтись. Развальцовщик для медных труб может быть различным: специальное серийно выпускаемое оборудование или простой набор инструментов, который качественно позволит выполнить этот процесс при соблюдении всех рекомендаций.
Особенности выполнения развальцовки труб
Развальцовка трубок из меди может потребоваться в таких ситуациях:
- Концы трубок, которые изготовлены из меди, нужно подготовить для их соединения с помощью пайки.
- Конец трубки необходимо подготовить для соединения его с прочими материалами при помощи муфты. В таких ситуациях при развальцовке подгоняют следующие геометрические параметры трубки: угол изгиба, внутренний и внешний диаметр и прочие.
- Тому концу трубки, который обрезали, необходимо придать нужную конфигурацию.
Для качественной развальцовки применяют специально изготовленные приспособления и инструменты, а также производят такие действия:
- Хорошо зачищается конец изделия, соединение которого нужно выполнить.
- Надевается специальная муфта на зачищенный конец.
- При помощи специального приспособления или инструмента развальцовывается конец изделия до тех пор, пока угол расширения не составит 45 градусов.
- После того как процедура завершится, из приспособления извлекается конец изделия. После этого разрешено сразу же начинать соединение.
Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если трубку из меди нужно развальцевать для того, чтобы с помощью пайки осуществить её соединение, то последовательность ваших действий должна быть следующей:
- Тщательно зачистите конец изделия, которое следует развальцевать (лучше всего для этих целей применять специально предназначенные щёточки).
- С помощью специально предназначенного устройства конец трубки, изготовленной из меди, расширяют до таких размеров, чтобы можно было вставить в него конец второй трубки. Но между соединительными элементами при этом должен выдерживаться зазор в 0,124 миллиметра. Для этих целей применяется измерительный прибор.
- На внутреннюю часть развальцованного участка трубы наносится флюс равномерным слоем. Он необходим для обеспечения герметичного и надёжного соединения.
- В развальцованное изделие вставляется второй элемент соединения на глубину, равную диаметру трубки.
- С помощью паяльной лампы, электрического паяльника или газовой горелки нужно прогреть место будущего соединения до тех пор, пока припой начнёт плавиться.
- Все зазоры между краями соединительных труб из меди заполняются расплавленным припоем. Вследствие этого формируется герметичное и надёжное соединение.
После того момента, когда будет сформировано соединение двух медных трубок необходимо положить их на горизонтально расположенную поверхность и подождать полного остывания.
Приспособления для работы
Для развальцевания своими руками трубок, изготовленных из меди, применяют специальные приспособления. Они могут быть двух видов:
- С ручным приводом.
- С электрическим приводом.
Они используются для монтажа систем отопления, водоснабжения и кондиционирования. Инструменты с электрическим приводом чаще всего совмещают в себе несколько функций: можно не только развальцевать при их помощи трубку из меди, но и согнуть её под тем углом, который вам необходим.
Каждое приспособление для развальцовки трубок работает, основываясь на принципе пластической деформации.
Именно по этой причине важным является тот факт, чтобы оно с такими процессами могло справляться очень бережно и не нарушать гладкость внутренней поверхности стенок и однородность структуры материала, а также сохранить равномерную толщину стенок.
Для качественной развальцовки трубок из меди можно применить приспособления, указанные далее.
Ручной шаблон
Это приспособление, имеющее конусообразную форму, оно изготавливается из сплава, который тверже меди. К достоинствам подобного приспособления относят простоту в применении и низкую цену. Но при его использовании могут разрываться стенки изделия из меди. А это значит, что о высоком качестве развальцовки не может быть и речи.
Механический развальцовщик
Главным рабочим органом этого устройства является валик, который состоит из твёрдого сплава. Перекатываясь по краю медного изделия, валик придаёт ему необходимую конфигурацию. При работе механическим развальцовщиком можно сделать равномерную деформацию участка трубки, который обрабатывается, а на её конце формировать стенки с одинаковой толщиной и высоким качеством их внутренней части.
Развальцовщик с наличием электрического привода
В этом инструменте есть набор насадок, которые меняются в зависимости от необходимой толщины стенки. Электрический развальцовщик позволяет обрабатывать медные трубки с меньшими трудозатратами и большей производительностью. К недостаткам такого прибора можно отнести его высокую цену. Аккумулятор способен отработать примерно 100 операций.
Эспандер
Это устройство ручное. Оно позволяет за одно движение развальцевать конец медного изделия, работая по принципу рычажного механизма. Несмотря на то что конструкция инструмента довольно проста, есть и определённые недостатки.
Одним из них, и, пожалуй, наиболее существенным, является тот факт, что контролировать толщину стенок изделия, которое подлежит обработке, невозможно.
Исходя из этого можно сделать вывод о том, что о качественном результате говорить не приходится.
Советы по выбору инструмента
Медную трубку развальцевать несложно, учитывая высокую степень пластичности такого материала.
Но для получения хорошего и качественного результата при выполнении такой технологической процедуры, нужно выбирать только специализированные приборы и инструменты.
Если пользоваться простейшими приспособлениями, к которым можно отнести эспандеры и болванки, то результат может быть негативным:
- Если стенки изделия небольшой толщины, то они будут загибаться.
- При воздействии такого инструмента на стенки изделия могут возникать его разрывы.
- Добиться равномерной толщины стенки практически невозможно. В итоге такой результат отразится на надёжности формирования соединения.
Преимуществами при применении специализированных инструментов являются такие факторы:
- После развальцовки внутренняя поверхность изделия становится идеально ровной и гладкой.
- Даже если вначале процесса не было равномерной толщины стенок изделия, то в процессе развальцовки этот параметр будет достигнут.
- Практически исключены разрывы стенок трубки из-за постепенной деформации.
Кроме того, применение специального оборудования позволит качественно и оперативно развальцевать конец изделия даже тому человеку, который ранее своими руками такую процедуру не осуществлял.
В развальцовочный набор могут входить такие инструменты:
- Пружины для изгибания труб.
- Труборасширитель.
- Труборез.
- Ример.
- Эксцентриковая вальцовка.
Для более качественной развальцовки необходимо особое внимание уделить выбору инструментов. Необходимо опираться на такие параметры, как:
- Наличие на поверхности обрабатываемого изделия соединительных швов.
- Необходимость формирования канавок на той части трубы, которая подлежит обработке.
- Толщина стенок изделия, которое будет обрабатываться.
- Длина между центрами внутренних отверстий в медной трубке (в том случае если приспособление, которое вы выбрали для развальцовки, позволяет одновременно обрабатывать несколько изделий).
- Расстояние, на которое трубка будет над рабочей поверхностью выступать.
- Глубина развальцовки.
- Внутренний и наружный диаметр изделия.
- Характеристики того материала, из которого трубка была изготовлена. Особое внимание уделяется степени его пластичности.
Практически все инструменты, которые специально предназначаются для развальцовки трубок из меди, находящиеся в продаже на сегодняшний день отличаются универсальностью. С их помощью можно медные трубки обрабатывать в достаточно широком диапазоне их наружных и внутренних диаметров. В комплекте к такому инструменту идут сменные насадки, определяющие широкий спектр применения.
Ситуации, в которых может потребоваться развальцовка
На сегодняшний день существует очень большой ассортимент медных трубок и соединительных элементов. Именно из-за этого подобрать необходимый фитинг или профиль не составит никакого труда. Но несмотря на это, бывают моменты, когда развальцовки деталей в домашних условиях не избежать. Развальцовка может потребоваться в таких случаях:
- Изделие необходимо подогнать под определённый точный размер.
- На данный момент необходимые фитинги для покупки недоступны.
- Не изготавливается продукция требуемой формы.
Виды соединения элементов
На сегодняшний день применяются два способа соединения медных труб: муфтами и пайка. Способ, который вы выберете в процессе работы, полностью повлияет на ход ваших действий.
При соединении изделий муфтами необходимо придерживаться такого порядка действий:
- Нужно хорошо зачистить края трубы.
- На торец трубки необходимо надеть муфту.
- После этого в работу необходимо включить развальцовщик. В него нужно вставить подготовленную трубу и проворачивать винт оборудования до тех пор, пока угол изгиба не достигнет 45 градусов.
- После этого из развальцовщика следует достать обработанное изделие и при помощи муфты соединить его с другим элементом.
Специалисты рекомендуют новичкам и неопытным домашним мастерам после развальцовки применять муфтовое соединение труб.
При соединении труб пайкой выполните следующие действия:
- При помощи специальной щётки хорошо зачистите края трубы.
- Трубу вставьте в развальцовщик, а края её расширьте таким образом, чтобы можно было в неё вставить вторую трубу. При этом между трубками должен быть небольшой зазор.
- Нанесите флюс на трубу, которую поместили внутрь и вставьте её в развальцованную сопрягаемую трубу. Глубина вставки должна равняться диаметру трубки.
- Прогрейте стык двух труб при помощи газовой горелки или паяльника. Припой должен будет хорошо расплавиться и полностью удалить зазор между поверхностями трубок.
- Поместите спаянные элементы на горизонтально расположенную поверхность и дождитесь остывания до температуры воздуха. Только после остывания можно работать со спаянной трубой.
Когда будете выбирать прибор для развальцовки, учтите диаметр изделий, с которыми вы планируете проводить работы. Для систем отопления диапазон сечения колеблется в пределах 32—40 миллиметров.
А для систем кондиционирования применяются изделия, диаметр которых не превышает 16 миллиметров.
А ещё нужно опираться на такие критерии, как качество получаемого раструба и возможность использования сменных насадок для различного сечения труб.
Источник: https://tokar.guru/truby/rabota-s-trubami/prisposobleniya-i-instrumenty-dlya-razvalcovki-mednyh-trub.html
Вальцовка труб – как выполнить ее в домашних условиях?

Вальцовка различных трубных изделий (медных, из обычной и нержавеющей стали, алюминиевых, из черных металлов) выполняется при помощи станков, машин, гибочных вальцов, которые по своей сути являются универсальным оборудованием. Оно производится из высоких по качеству и твердости стальных сплавов, поэтому все приспособления для вальцевания характеризуются отличными эксплуатационными параметрами.
Инструмент для вальцовки крайне редко требует серьезного ремонта, им можно пользоваться очень долго, не беспокоясь о замене каких-либо частей, входящих в его конструкцию. В настоящее время существует немало машин для обработки трубных изделий, сделанных из разных материалов. Любой современный станок для вальцовки труб можно причислить к одной из следующих групп:
- «РТ»: инструмент, который создается специально для работы с трубами сечением от 5,5 до 11,5 миллиметров;
- «Т»: станки для изделий, имеющих сечение от 6 до 11 миллиметров, их особенность – возможность контролирования глубины вальцевания;
- «5Р»: приспособления, с помощью коих осуществляется вальцовка трубных конструкций с малой толщиной стенок, изготовленных из титановых либо коррозионно-стойких сплавов;
- «Р»: станки этой группы подходят для работы с большими трубами (сечение – от 12 до 40 миллиметров);
- «СТ»: инструмент, используемый в тех случаях, когда требуется обработать трубы за их сварочным швом, приспособления серии «СТ» обычно применяются для изделий сечением не более 11 миллиметров.
Кроме того, имеется и еще одна группа специальных вальцующих станков – «СР». На них происходит обработка труб, входящих в конструкцию толстых трубных решеток.
Технологически вальцевание своими руками представляет собой операцию раздачи в отверстия трубопроводных систем торцов трубных изделий, которые прочно и очень плотно соединяются, обеспечивая стабильную эксплуатацию коммуникационных сетей. Весь процесс состоит из нескольких отдельных операций. На практике все выглядит таким образом:
- Сначала в отверстие монтируют трубу. При этом между ее стенками и отверстием появляется зазор, имеющий незначительную величину (не более одного миллиметра).
- Затем приступают к процессу расширения трубного изделия, применяя тот или иной инструмент.
В результате озвученных действий на стальных либо медных трубах образовываются упругие и небольшие проявления деформации. Они в ходе операции становятся все более заметными. Это говорит о том, что обрабатываемая труба стала расширяться.
Финалом данного предварительного этапа вальцовки (его называют прихваткой или привальцовкой) является плотная фиксация трубы и исчезновение зазора, о котором мы упоминали выше.
Обратите внимание, что на описанной стадии деформации подвергается исключительно труба.
Следующая стадия вальцовки под названием развальцовка базируется на том, что наружная часть трубной конструкции оказывает определенное давление на отверстие (это происходит из-за расширения металла). Деформация материала продолжается, он начинает давить на трубу, образуется сильное сжимание. Итогом всех этих явлений становится долговечное и сверхнадежное соединение деталей трубопровода.
При выполнении вальцевания своими руками медных или алюминиевых труб следует очень внимательно следить за процессом деформации. Если конструкция подвергнется чересчур сильному давлению, расширение изделий будет слишком большим.
Это во многих случаях приводит к разрыву трубы либо к недостаточной плотности и прочности полученного соединения. Заметим, что разрыв может произойти не только на медных трубах, но и на более жестких металлических или стальных.
Избежать проблем при выполнении вальцевания получается только тогда, когда вы четко придерживаетесь технологии осуществления операции, знаете принципы функционирования инструмента для вальцовки, имеете представление о каких-либо особых характеристиках обрабатываемого материала. Для обработки труб (медных, из «нержавейки», алюминия, других металлов) в домашних условиях чаще всего используют трубогибы, оснащенные тремя валиками.
Маленькие трубы (например, те, которые используются в теплообменниках) сгибают одной из сторон трубогиба. А вот другая сторона предназначена для работы с более «серьезными» по размерам изделиями. Она предназначена в основном для профильной металлической трубы.
Медные трубки используются в бытовых холодильных агрегатах и сплит-системах. Именно по этим трубкам происходит перемещение охлаждающего состава (как правило, фреона). При проведении ремонта указанных агрегатов нередко требуется замена их трубных элементов, которую нельзя выполнить без вальцовки.
Описываемая нами операция вальцевания в случае ремонта бытовой техники может производиться при помощи экспандера – простейшего механизма, который позволяет растянуть за одно движение трубку до необходимого сечения. Подобные устройства оснащаются несколькими насадками (они являются сменными, рассчитанными на различные стандартные диаметры труб).
Экспандеры не гарантируют стопроцентного качества вальцевания. В связи с этим рекомендуется применять профессиональные твердосплавные устройства для сгибания медных труб кондиционеров и холодильников. Найти их несложно в любом строительном магазине, выбрав подходящий по цене и качеству механизм для самостоятельного вальцевания.
Источник: http://tutmet.ru/valcovka-mednyh-trub-svoimi-rukami-stanok.html
Большая Энциклопедия Нефти и Газа

Cтраница 1
Разбортовка конца трубы у тонкостенных стальных, медных и латунных труб делается в горячем состоянии.
После разогрева конца трубы до 800 — 900, ее зажимают в приспособлении, и с помощью гладилок производится отбортовка первого конца трубы.
Перед отбортовкой второго конца надевают окончательно обработанные фланцы, после чего производят дальнейшую отбортовку. По толщине стенка должна быть одинаковой, не иметь трещин, надрывов, больших забоин и морщин. [1]
Разбортовка конца трубы производится горячей штамповкой в специальном приспособлении. Соединение применяется при изготовлении аппаратов и арматуры из винипласта; в монтаже санитарно-технических устройств оно имеет ограниченное применение. [3]
| Разъемное резьбовое соединение винипластовых труб. [4] |
Разбортовку концов труб выполняют горячей штамповкой в специальном приспособлении. [5]
| Схема разбортовки конца трубы. [6] |
Разбортовку конца трубы ( раздачу конца трубы на конус) выполняют с целью увеличить главным образом прочность соединения, хотя при разбортовке в какой-то степени повышается и его плотность. Разбортованный участок трубы должен начинаться сразу же у наружной кромки гнезда ( рис. 8.8), тогда его сопротивление вырыванию будет суммироваться с сопротивлением развальцовки.
Разбортовку следует выполнять одновременно с развальцовкой, так как специальная разбортовка приводит к ухудшению качества вальцованного соединения, потому что после этого требуется вторичная подвальцовка, которая в свою очередь может привести к ухудшению качества разбортовки. На практике стараются максимально раздать конец трубы без образования трещин.
Длинарыступающего из гнезда конца трубы обычно не более 10 мм. [7]
| Схема разбортовки конца трубы. [8] |
Разбортовку конца трубы ( раздачу конца трубы на конус) выполняют с целью увеличить главным образом прочность соединения, хотя при разбортовке в какой-то степени повышается и его плотность. Разбортованный участок трубы должен начинаться сразу же у наружной кромки гнезда ( рис. 8.8), тогда его сопротивление вырыванию будет суммироваться с сопротивлением развальцовки.
Разбортовку следует выполнять одновременно с развальцовкой, так как специальная разбортовка приводит к ухудшению качества вальцованного соединения, потому что после этого требуется вторичная подвальцовка, которая в свою очередь может привести к ухудшению качества разбортовки. На практике стараются максимально раздать конец трубы без образования трещин.
Длина выступающего из гнезда конца трубы обычно не более 10 мм. [9]
Разбортовку конца трубы ( раздачу конца трубы на конус) выполняют с целью увеличить главным образом прочность соединения, хотя при разбортовке в какой-то степени увеличивается и его плотность. [10]
Как было сказано, разбортовка конца трубы делается с целью повышения прочности вальцовочного соединения. [11]
| Подвеска для кирпича.| Двойник двухтрубный литой. [12] |
Развальцовку труб проводят сразбортовкой конца трубы. [13]
Для повышения прочности, а также плотности развальцовка выполняется сразбортовкой конца трубы. Длина разбортованного конца трубы примерно равняется толщине стенки трубы.
Колокольчик разбортовки должен начинаться сразу же у кромки отверстия, иначе разбортовка не будет иметь эффекта.
Чтобы основание колокольчика не повреждалось острым углом кромки отверстия, в отверстии снимается фаска размером 1 — 2 мм. [14]
| Развальцовочное соединение. [15] |
Страницы: 1 2 3
Источник: https://www.ngpedia.ru/id359650p1.html
Вальцовка для медных труб своими руками
Вальцовка для медных труб своими руками
Мастер-класс: гнем медные трубы // FORUMHOUSE
монтаж медных труб отопления
Установка кондиционера своими руками самостоятельно
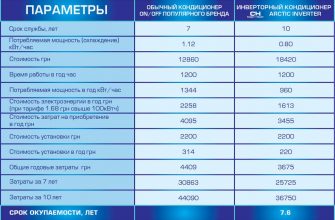
руб. на инструменты и расходные материалы, которые Вам скорее всего никогда не понадобятся.
Таким образом, расходы на самостоятельную установку кондиционера достаточно велики.
Кроме того, самостоятельная установка кондиционера потребует также специальных знаний — например, как вальцевать медные трубки. Если Вы их отвальцуете неправильно, то фреон вытечет.
И Вам придется покупать баллон с фреоном, специальные весы и манометрическую станцию и заправлять кондиционер фреоном самостоятельно.
Профессиональный строительный инструмент
Развальцовка трубок Ø 3/16″, 1/4″, 5/16″, 3/8″, 1/2″, 5/8″, 3/4″. Вальцовка и развальцовка трубок и труб: медных, стальных, алюминиевых, латунных и мягкой стали, развальцовка тормозных трубок.
Вальцовка труб или развальцовка трубок – инструмент для развальцовки медных и тормозных трубок, контролирующее вращательный момент для создания фланцев под углом называемый эксцентриковый развальцовщик труб.
Медная трубка для кондиционеров: вопросы и ответы
Например, в некоторых марках зарубежных автомобилей, для перемещения хладагента применяются алюминиевые магистрали, что вызывает немало проблем и вопросов: «Как запаять алюминиевую трубку кондиционера и почему на ней появились следы окисления». Связано ли это с процессом удешевления себестоимости продукции современного автопрома или по идеологическим соображениям, история умалчивает.
Для объединения внутреннего и внешнего блока бытового кондиционера используется трубы, причем с разными диаметрами: по одной фреон подается в виде жидкости, а по другой проходит в газообразном состоянии.
Развальцовка труб из меди: рассматриваем доступные инструменты и способы
Это такие системы, как водоснабжение, отопление, газоснабжение, охлаждение, кондиционирование или машиностроение. Если речь идет о таком процессе, как развальцовка стальных труб или медных в промышленных масштабах, то для данного процесса используют специализированные валы, прокатывающиеся по поверхности несколько раз для создания нужного диаметра.
Частным случаем вальцевания может быть работа станка-трубогиба, с которым наверняка приходилось сталкиваться монтажникам сантехнического или газового оборудования.
Развальцовка, вальцовка
Для изготовления точных простых бортиков под 45 градусов на медных трубах.
Цена: от 5 082 руб.
Модель 345 — это высокоточный инструмент для создания 45° раструбов на трубах из отожженой меди, латуни, алюминия и мягкой стали. Закаленный гладкий конус обеспечивает быстрое получение 45° раструбов с одиночным или двойным загибом.
Цена: по запросу
Модель FT195 доступна для создания развальцовки 45° на мягких трубах с наружным диаметром до 5/8″.
Цена: от 9 620 руб.
Мобильный развальцовщик для изготовления простых бортиков под 45°.
Легкий, простой в эксплуатации. Способен делать раструбы на 45 градусов.
Труборасширитель для медных труб
Универсальный труборасширитель, который позволяет выполнять одновременно и развальцовку труб. Предназначен для работ с медными трубами. Обеспечивает точную и быструю стыковку трубных конструкций.
Ручной труборасширитель со сменными головками для развальцовки труб.
Развальцовка для обработки медных труб
Тем не менее, развальцовки медных трубок своими руками в домашних условиях, порой, не избежать. Ей альтернативы нет, если:
Простейшим развальцовщиком для медных труб является шаблон конической формы. Его вставляют в трубу и проворачивают до достижения необходимого результата. Основными недостатками применения такого инструмента являются невозможность контроля точности подгонки и высокая вероятность деформации стенок там, где они должны сохранять прямолинейность.
Важно! Самодельную развальцовку для медных труб можно использовать лишь в единичном случае, так как существует риск их некорректной обработки.
Инструменты для развальцовки медных труб
Тем не менее, порой развальцовки в домашних условиях все же не избежать. Она незаменима, если:
Вернуться к содержанию ↑
Чтобы правильно произвести развальцовку труб своими руками, понадобится специальный инструмент. Хотя простейшее приспособление для вальцовки можно легко соорудить из подручных материалов. Речь идет о шаблоне конической формы, который вставляется в трубку и проворачивается до достижения ожидаемого результата.
Приспособление для развальцовки
Однако такое приспособление не лишено недостатков:
Изготовление вальцовки своими руками – не слишком надежный способ обработки трубок и может быть применен только в единичном случае, оставаясь непригодным для монтажа системы водоснабжения, кондиционирования или холодоснабжения.
Для качественного монтажа потребуется более надежный инструмент.
В чем предназначение развальцовщиков?
Последовательность действий немного отличается, но принцип остается тем же самым:
Схема правильной развальцовки труб.
После нагревания необходимо трубы оставлять на ровной, горизонтальной поверхности, не подвергать нагрузкам. Когда труба остынет, можно приступать к монтажу.
Инструмент для развальцовки представляет собой специальное устройство, которое позволяет выполнять радикальное деформирование трубы из меди, в результате действия обеспечивающее прессовое соединение.
Навигация по записям
http://stroykonstrukcia.ru
Источник: http://legkoe-delo.ru/remont-doma/melkij-remont/69048-valtsovka-dlya-mednykh-trub-svoimi-rukami