- Производство профильной трубы
- Технология производства
- Оборудование производственного участка
- Кому продавать готовую продукцию
- Финансовый план предпринимательства
- Производство профильных труб
- Немного о профильной трубе
- Производство профильных труб – тонкости технологического процесса
- Технологии изготовления профильных труб
- Линия для производства труб. Оборудование для производства профильной стальной трубы |
- Процесс изготовления трубы
- Комлектация:
- Примечание:
Производство профильной трубы

Профильная труба всегда востребована в строительстве, она имеет хорошую предельную прочность и высокое сопротивление растяжению, изгибу. К тому же стоимость её ниже всех других гнутых и прокатных профилей из стали.
Именно по этим причинам профильная труба пользуется постоянным предпочтением у заказчиков перед другими аналогичными видами строительных материалов. Производство профильных труб относится к бизнесу с высокой рентабельностью и доходностью, так как продукция широко востребована на товарном рынке.
На эту нишу в успешном предпринимательстве обратили внимание уже немало активных людей, производство металлической профильной трубы сейчас стремительно осваивается бизнесменами.
В этой сфере деятельности ещё нет очень острой конкуренции, так как рынок наполняется продукцией, производимой в основном предприятиями небольшого масштаба. Сейчас открыть свое производство профильной трубы в России – очень прибыльное дело, но как начать этот бизнес с минимумом проблем и затрат?
Технология производства
Понять основные принципы технологии изготовления профильных труб не сложно, это под силу даже человеку, далёкому от тонкостей металлоперерабатывающей отрасли. Достаточно изучить лишь её основы, чтобы быть в курсе всех существующих здесь нюансов.
Технологический процесс мини завода по производству профильной трубы включает следующие этапы:
- раскатывание бухты стального листа;
- вальцовка листа и придание ему нужной формы путём гибки;
- сварка заготовки с последующим охлаждением;
- прохождение заготовки через прокатный стан для профильной трубы с приданием ей точных размеров и формы;
- обрезка трубы по стандартной длине;
- складирование готовых изделий.
Все эти этапы производства трубы выполняются с помощью специальных станков с небольшой долей ручного труда, и на каждом из них требуется постоянный технологический контроль.
Лишь специальная оснастка позволяет на завершающей стадии проверить соответствие готовой продукции заданным размерам и остальным техническим параметрам.
Эта отработанная технология изготовления профильной трубы широко применяется практически на всех заводах небольшого формата, так как только она может гарантировать производителю и клиенту высокое качество поставляемого товара.
Оборудование производственного участка
Чтобы начать это дело с нуля, потребуется купить оборудование для производства профильной трубы. Стандартные технологические линии содержат станочные комплексы, которые могут существенно отличаться по мощности и быть изготовлены как отечественными производителями, так и зарубежными странами. Различается и стоимость этого оборудования.
Типовой комплект оборудования линии по производству профильной трубы состоит из следующих станков:
- разматывающее устройство для штрипса;
- профилегиб;
- сварочная машина;
- режущий автомат.
Любой выбранный бизнесменом прокатный стан должен оснащаться дополнительными валами, которые позволят изготавливать изделия как круглой, так и квадратной формы. Размер же трубы закладывается в программы профилегибочного и разрезного станков. Чем шире будет ассортимент выпускаемых изделий, тем более высокая планка дохода будет взята предприятием.
Различные поставщики оборудования сейчас предлагают клиентам как полуавтоматические, так и полностью автоматизированные линии. Для бизнеса вполне подходят оба варианта.
Конечно, цена линии-автомата значительно выше, чем стоимость полуавтоматического комплекса. При небольших планируемых масштабах производства покупать автоматическую линию дорого, а рентабельность бизнеса будет невысокой. Автоматические станочные комплексы подходят больше для крупных заводов, рассчитанных на большой объём производства.
Наименьшая цена оборудования для завода, обладающего небольшой мощностью, составляет около 600 тыс. рублей. Этого вполне достаточно для мини-цеха, если предприятие находится в фазе становления бизнеса и сбыт готовой продукции ещё лишь налаживается.
Современные виды оборудования из Китая обладают ещё одним плюсом — их размеры позволяют купить станок для производства профильной трубы и разместить его на небольшом участке, площадь которого не превышает всего лишь 30 кв. метров.
В этом случае всё наладить и расположить можно в небольшом помещении, формат которого вполне сравним с автомобильным гаражом. Лишь по мере развития бизнеса, роста объёмов производства, потребуется построить или взять в аренду помещение большей площади.
Старое оборудование, трубогибы и сварочные аппараты при этом не выбрасывается, а лишь модернизируется установкой между станками дополнительных автоматических конвейеров.
Китайское оборудование имеет более низкую стоимость по сравнению не только с европейскими, но порой и с отечественными аналогами. Если поставщик документально гарантирует его безупречную работу в течение длительного срока, то сомневаться в покупке не стоит.
Стандартная станочная линия по изготовлению профильных труб включает в себя такие узлы:
- бухторазмотчик листа;
- профилегибочный станок;
- сварочный агрегат;
- устройство для удаления грата;
- калибровочный автомат;
- обрезной станок;
- транспортёр для подачи на склад готовой продукции.
Все эти узлы в составе автоматической линии работают последовательно, ручной труд в технологии производства не закладывается. Это существенно экономит средства бизнесмена на заработной плате персонала и обеспечивает безукоризненное качество трубных изделий.
Кому продавать готовую продукцию
Окупаемость затрат предпринимателя на организацию и пуск цеха тем короче во времени, чем больше клиентов заинтересованы в покупке готового товара. Поэтому наладить контакты с потенциальными заказчиками готовых изделий нужно ещё до начала организационных действий и поставок оборудования.
Очень большая удача для этого бизнеса, когда ещё до начала производства удаётся договориться о взаимодействии сразу с несколькими оптовыми покупателями.
Если линия вскоре после запуска может работать на полную мощность и при этом продукция на складе не залеживается, то и доход от реализации товара быстро покроет все стартовые расходы, а получение чистой прибыли обеспечит бизнесмену условия для дальнейшего развития своего предпринимательства.
Обычно крупные заказчики товара на рынке строительных материалов уже обеспечены договорами с производителями, которые уже давно вступили в конкурентные отношения между собой.
Другое дело, если пытаться наладить сбыт трубы в небольшие компании по строительству или частным лицам. Обычно с этой практики начинают своё дело многие бизнесмены.
Как раз в этом случае нельзя недооценить роль рекламы своего товара. Она может заключаться в следующих действиях:
- создание собственного сайта в Интернете, где появится возможность подробно рассказывать потенциальным заказчикам товара о его свойствах и качестве, где можно предоставлять им свои контактные данные и указывать цены на всю продукцию;
- подача объявлений в средствах массовой информации и на специализированных сайтах, таким путём осуществляя вступение в конкурентные отношения с другими компаниями на рынке стройматериалов;
- распространение листовок, рассчитанных на частных клиентов в строящемся микрорайоне или пригородном посёлке.
Лучший вариант – это участвовать во всех перечисленных рекламных действиях, безошибочно охватывая своей рекламой как возможных крупных заказчиков товара, так и случайных частных застройщиков.
Финансовый план предпринимательства
Даже в условиях мини-цеха можно изготавливать 15 п. метров профильной трубы в минуту. А доход предприятия ещё зависит и от того, каких размеров будет эта труба. При средней себестоимости трубы малого размера в 15 рублей за п. метр её цена на рынке больше вдвое. Сейчас она составляет около 30 рублей за п.
метр продукции. Уже с одного погонного метра профильной трубы получается прибыль в 15 рублей. Если каналы сбыта товара на предприятии хорошо отлажены, то за месяц работы можно выручку от продажи готовых изделий доводить до 4 млн. рублей.
Трудно предположить более высокие показатели доходности и рентабельности современного бизнеса.
Отличных показателей доходности бизнеса можно добиться, купив оборудование для изготовления труб, которое имеет даже небольшую мощность. Некоторые предприниматели, не обладая значительным стартовым капиталом, начинают зарабатывать деньги путём изготовления профильной трубы своими руками.
В этом случае требуется самое простейшее оборудование, цена станка для индивидуальной ручной работы не превышает 200 тыс. рублей. Учитывая, что спрос на изделия в настоящее время лишь увеличивается, даже в таком мелком варианте организации собственного дела можно получать неплохую прибыль.
Со временем, изучив тонкости рынка сбыта готовой продукции и поставки листового стального сырья, можно перейти и к производству оцинкованной профильной трубы.
Цена на эту продукцию значительно выше, чем на трубы из чёрно-белой стали.
Привлекая к своему товару всё больше заказчиков, каждый бизнесмен постепенно укрупняет прибыльное дело, начинает осваивать изготовление строительных материалов смежной конструкции.
Источник: http://effect-money.com/proizvodstvo-profilnoj-truby/
Производство профильных труб

СОВРЕМЕННОЕ СОСТОЯНИЕ ПРОИЗВОДСТВА ПРОФИЛЬНЫХ ТРУБ
Профильные трубы изготовляются в основном на оборудовании, предназначенном для производства труб круглого сечения, используя при этом профильный инструмент, специальные приспособления, роликовые волоки, изменяя при необходимости отдельные узлы действующего оборудования.
Для профилирования задействуют все виды обработки металлов давлением, множество способов и конструкций для их осуществления, ряд методик расчета параметров технологического инструмента и технологий изготовления труб разных профилей. Направления развития производства профильных труб связаны с имеющимся оборудованием.
Так, например, создание станов холодной прокатки труб роликами (ХПТР) позволило разработать технологию производства тонкостенных с наружными или внутренними ребрами, шестигранных и других труб для атомной энергетики, ранее получаемых волочением.
Это дало возможность сократить цикличность при их изготовлении, избежать трудоемкого изготовления дорогостоящего твердосплавного технологического инструмента, разработок новых технологических смазок и др.
Наличие обширного материала по производству профильных труб требует от разработчика выбора или создания рационального способа изготовления конкретного профиля и принципа расчета основных технологических параметров. Ниже приведен обзор известных способов производства профильных труб в зависимости от формы их поперечного сечения.
Прямоугольного, квадратного, овального сечения трубы (рис. 1, 2) разных типоразмеров применяются практически во всех отраслях отечественной промышленности.
Наиболее экономичный способ производства труб из горячекатаной или сварной заготовки — профилирование труб круглого сечения в редукционных и калибровочных станах.
Это связано и с тем, что требования стандартов к значительной части производимого сортамента профильных труб по величине периметра и толщине стенки соответствуют предъявляемым к трубам круглого сечения, изготавливаемым на конкретных станах.
К этому же виду производства можно отнести и профилирование труб на специализированных отдельно стоящих трубопрофильных станах, имеющих ряд клетей. Технология как горячего, так и холодного профилирования труб широко освещена, например, в [1—6]. При профилировании труб на многоклетевых станах возможно применение оправки [7].
Перспективной технологией является также непосредственное профилирование в линии трубоэлектросварочного стана с использованием для этого групп калибровочных клетей. Для получения труб высокого качества поверхности следует использовать холоднокатаную ленту [9].
Значительную часть сортамента, соответствующего требованиям стандартов, производят волочением на отечественных трубных заводах.
Основные принципы калибровки технологического инструмента и технология изготовления труб приведены, например, в [10—12], а результаты определения лучших технологических схем для производства профильных труб — в [13].
По нашему мнению, наибольшая точность достигается при использовании волок, а лучшая чистота поверхности — четырехроликового калибра.
Технологии волочения через роликовые волоки тонкостенных профилей из разных сталей и сплавов, методики расчета калибровки роликов широко освещены в отчетах о научно-исследовательских работах, проведенных в Государственном трубном институте (ГТИ), и других источниках, например в [14]. Применение роликовых волок для производства профилей свыше 330×330 мм прямоугольного и квадратного сечений приведено в [15]. При профилировании волочением в кольцах или роликовых обоймах возможно применение оправок
Известны способы профилирования тонкостенных труб с использованием раздающей оправки [18], состоящей из центральной части с клиновыми пазами и профилирующими элементами с клиновыми выступами.
Профилировать тонкостенные, например, овальные трубы можно между двумя матрицами разъемной пресс-формы на оправке [19, 20]. В этом случае длина матрицы должна быть не менее длины трубной заготовки. Для облегчения извлечения оправки ее изготовляют сборной из двух «клиньев», сложенных скосами.
Тонкостенные овальные трубы с винтовой поверхностью изготовляют в кольцах или в роликовых специальных клетях. Изготовление витых тонкостенных труб из круглой заготовки описано в [21, 22]. Процесс заключается в протягивании круглой заготовки, например, через волочильное кольцо, которому придают вращение с заданной угловой скоростью.
При этом значительного скручивания поперечного сечения трубы не наблюдается, профилирование трубы происходит по винтовой поверхности. Рабочий канал волочильного кольца может быть выполнен по спирали с шагом, равным шагу винтовой поверхности готовой трубы.
При необходимости на поверхность заготовки предварительно может быть нанесена канавка, например кольцевая или спиральная и др.
Для изготовления профильных труб волочением через роликовые клети, обеспечивающие получение труб с поперечным сечением высокой точности, предложено значительное количество их конструкций. В роликовых волоках может быть два и более роликов, которые создают замкнутый калибр.
Оптимальное количество роликов в клети два или четыре позволяет рассчитать калибровку технологического инструмента для профилирования фасонных труб практически всех видов. Ролики могут быть приводными.
Для профилирования труб прямоугольного, квадратного сечений, к которым не предъявляются высокие требования по качеству поверхности и размерам, можно использовать конструкцию клети, где роль технологического инструмента выполняют не ролики, а два специальных профильных кольца с винтовой торцевой поверхностью и две плоские плашки. Винтовая поверхность колец дает возможность бесступенчатого изменения профиля волочильного отверстия в широких пределах без смены инструмента
Трубы с наружными ребрами. Одним из наиболее эффективных способов изготовления тонкостенных труб с наружным расположением ребер (рис.
3) для атомной энергетики и других отраслей, получивших широкое распространение в отечественной трубной промышленности, является прокатка на станах ХПТР.
В [28, 30] описан способ прокатки тонкостенных труб с прямыми продольными наружными ребрами и конструкции специальных клетей для его осуществления. Для прокатки трехреберных труб предусмотрен двухрядный сепаратор (рис. 4), четырехреберных — двухроликовый однорядный.
Прокатку производят из круглой заготовки за один проход с кантовкой заготовки на 60° при получении трех-реберных и на 90° — четырехреберных труб.
Ребра формируют канавками, нарезанными по дну ручья роликов. Обычный трехроликовый сепаратор используют для прокатки шестиреберных труб или для формовки ребер в зазорах между ребордами роликов. Однако при формовке ребер в зазорах значительно увеличивается их разновысотность, так как нет калибровки их по высоте.
Возможны получение на тонкостенных трубах ребер высотой < 2,5 мм прокаткой в два прохода или способом, предложенным в [31], заключающимся в прокатке трубы до требуемых толщины стенки и наружного диаметра, но с более высокими ребрами, и последующем волочении на длинной оправке через роликовую фильеру, с обжатием только ребер до заданных размеров.
Холодной прокаткой на станах ХПТР можно получать полностью оребренную наружную поверхность [32, 33]. Количество ребер определяется отношением шага ребер в поперечном сечении трубы к величине ее наружного периметра.
Поскольку в ряде специальных изделий применяют трубы с винтовыми наружными ребрами, был разработан способ изготовления таких труб диаметром > 20 мм и соответствующая конструкция стана [34]. Сепаратор с роликами движется в клети стана по винтовой линии, соответствующей винтовой линии ребер на готовых трубах. Ролики в сепараторе также устанавливают под соответствующим углом.
Опорные планки, выполненные по винтовому профилю, обеспечивают постепенное обжатие заготовки и создают непрерывный контакт с роликами в процессе их перемещения вдоль трубы.
Однако ввиду сложности конструктивных решений, ограниченного сортамента прокатываемых труб, большого количества сменного технологического инструмента этот способ не нашел широкого применения в трубной промышленности.
Ряд зарубежных фирм производят трубы с наружными ребрами волочением на длинной или на короткой оправке. Например, фирма «Маннесманн» (ФРГ) — трехреберные трубы длиной 1,5 м и диаметром около 7 мм с высотой ребра 0,8 мм из нержавеющей стали [35].
В Японии разработан способ оребрения круглой трубы [36]: трубу протягивают на оправке через группу роликов, в результате чего на поверхности трубы образуются прямолинейные ребра. В качестве заготовки может использоваться профильная заготовка (квадратная, овальная и др.
), получаемая волочением на неподвижной профильной оправке. Эта заготовка позволяет, по нашему мнению, избежать образования дефекта на внутренней поверхности готовых труб в виде утяжки под ребром, так как ребра формируются из утолщенных участков стенки трубы — заготовки.
Волочение ребристых труб описано также, например, в [37-39].
Один из основных недостатков изготовления труб с наружными ребрами волочением — из-за больших растягивающих напряжений за один проход невозможно значительное приращение высоты ребра, что приводит к многоцикличности при их изготовлении.
Известны зарубежные способы [40] изготовления труб с наружными ребрами ротационной ковкой (рис. 5): ребристая труба 5 профилируется обжатием заготовки на цилиндрической оправке 4 фигурными плашками 3, принудительно перемещаемыми сепаратором 1 и бойками 2. В процессе обжатия заготовка с оправкой имеет осевое перемещение.
Процесс винтовой прокатки на этом стане осуществляется тремя валками, оси которых наклонены к оси прокатки на угол, равный углу подъема винтовой поверхности оребрения по среднему диаметру прокатываемой трубы. Угол наклона валков регулируется в зависимости от характера оребрения. Валки могут быть выполнены с кольцевыми или винтовыми калибрами.
Валки с кольцевыми калибрами, набранные из дисков переменного профиля в соответствии с заданным режимом обжатий, применяют для изготовления высокоребристых труб из цветных металлов. В процессе прокатки валки захватывают заготовку, сообщают ей вращение и одновременно осевое перемещение, в процессе которого постепенно накатываются ребра. Прокатку ведут на оправке.
Валки с винтовыми калибрами применяют для прокатки труб с винтовыми и кольцевыми ребрами. В винтовых калибрах прокатывают стальные трубы с высокими ребрами и шагом >5 мм. Низкоребристые трубы прокатывают в валках с винтовыми или кольцевыми канавками, профиль которых негативен относительно требуемого оребрения. Прокатку ведут на оправке.
Ребра формуются в результате обжатия стенки заготовки витками заборного конуса валков.
Возможно также изготовление труб с гладкими концами. В качестве заготовки при нанесении наружного оребрения винтовой прокаткой как в холодном, так и в горячем состояниях (в зависимости от высоты оребрения и материала труб) служит полая гильза.
На станах также изготовляют трубы значительной длины с прерывистым оребрением из заготовок, смотанных в бухты. В процессе прокатки и готовая труба может сматываться в бухту. На станах предусмотрена возможность работы всех механизмов в автоматическом или ручном режиме.
К ребристым особого вида следует отнести толстостенные трубы из углеродистых сталей, используемые в котлах с мембранными панелями в качестве ограждающих поверхностей нагрева. Минимальный объем сварочных работ при изготовлении таких панелей обеспечивается при использовании так называемых плавниковых труб (рис.
8), например диаметром 32 мм, со стенкой толщиной 6 мм и двумя диаметрально расположенными массивными ребрами высотой по 7 мм. Исходя из условий сборки панелей и дальнейшей их эксплуатации предъявляются высокие требования к качеству поверхностей и допускаемым отклонениям размеров поперечного сечения готовой трубы.
Источник: https://markmet.ru/kniga-po-metallurgii/proizvodstvo-profilnykh-trub
Немного о профильной трубе

Профильные трубы представляют собой полые стержни квадратного или прямоугольного сечения, иначе известные как квадратные или прямоугольные трубы. Прямоугольная труба отличается от квадратной трубы только площадью сечения и иногда толщиной. А от обычной круглой профильную трубу отличает малый вес, поэтому она успешно применяется в каркасных и соединительных частях построек.
Профильные трубы почти никогда не используются для монтажа инженерных коммуникаций. Они применяются в качестве строительной арматуры и конструкционного элемента, поэтому и называются профильными. По сути, изделие используется как металлический брус, но в силу наличия четырёх ребёр жесткости и малой массы без существенного изменения прочности на изгиб, имеет широкое применение в строительстве.
Как известно, основная нагрузка при изгибе бруска приходится на крайние участки, то есть у металлического бруса сердцевина в данном случае не подвергается сильным деформациям, что и позволяет с равным успехом использовать профильную трубу. Выигрыш по массе позволяет экономить на металле и использовать более сложные с инженерной точки зрения конструкции.
Для изготовления трубы профильной может использовать любой металл, но предпочтение обычно отдаётся стали. Прямоугольные и квадратные трубы, как и обычные, по способу производства делятся на разные типы — горячекатаные, холоднокатаные, бесшовные, электросварные. Причем горячекатаные или по-другому горячедеформированные трубы становятся заготовкой для изготовления холоднокатаных.
Благодаря своей универсальной форме квадратные и прямоугольные трубы профильного типа используются не только во внутренних каркасных конструкциях зданий, но и во внешней их отделке. Технические требования на профильные трубы регламентируются ГОСТ 13662-86.
Данный стандарт распространяется на профильные горячедеформированные, холоднодеформированные, электросварные и электросварные холоднодеформированные трубы общего назначения из углеродистой стали. Сортамент на квадратные трубы регламентируется ГОСТ 8639-82.
Данный стандарт распространяется на стальные бесшовные горячедеформированные и холоднодеформированные электросварные и электросварные холоднодеформированные трубы. Сортамент на прямоугольные трубы регламентируется ГОСТ 8645-68. Данный стандарт распространяется на стальные бесшовные горячекатаные, холоднотянутые и электросварные прямоугольные трубы.
Трубы профильные бывают термически обработанными или без термической обработки из сталей марок ст2сп/пс/кп, ст4сп/пс/кп по ГОСТ 380-88, марок 10, 20, 35, 45, 08кп по ГОСТ 1050-74. Трубы изготавливают:
· немерной длины:
бесшовные горячедеформированными — от 4 до 12,5 м,
бесшовные холоднодеформированные и электросварные — от 1,5 до 9 м;
· мерной длины:
бесшовные горячедеформированные — от 4 до 12,5 м, бесшовные холоднодеформированные — от 4,5 до 9 м,
электросварные — от 5 до 9 м;
· длины, кратной мерной:
бесшовные горячедеформированные — от 4 до 12,5 м с припуском на каждый рез по 5 мм, бесшовные холоднодеформированные — от 1,5 до 9 м с припуском на каждый рез по 5 мм,
электросварные — любой кратности, не превышающей нижнего предела, установленного для мерных труб.
Общая длина кратных труб не должна превышать верхнего предела мерных труб. Припуск для каждой кратности устанавливается по 5 мм (если другой припуск не оговорен в заказе) и входит в каждую заказываемую кратность. В поперечном сечении трубы отклонение от прямого угла не должно превышать ±1,5°. Кривизна труб не должна превышать 2 мм на 1 м длины.
Металлические профильные трубы прямоугольного и квадратного сечения обычно используют для изготовления деталей, имеющих форму плоских рам, а также там, где необходим повышенный момент сопротивления при плоском изгибе, что очень часто требуется в несущих конструкциях.
Такое применение металлической профильной трубы квадратного сечения вполне оправдано, так как она имеет момент сопротивления плоскому изгибу на 30% выше, чем у равной ей по весу круглой трубы.
Применение цельной профильной трубы в качестве каркаса, при изготовлении ставен на окна или ворот для гаража, многократно увеличит прочность и устойчивость к механическим деформациям. Из металлических профильных труб собирают различные перекрытия, фермы, легкие металлоконструкции, лестницы, перила, павильоны, торговое оборудование.
Если плоский изгиб прилагается только к одной из сторон металлической профильной трубы квадратного сечения, то можно вместо квадратной использовать трубу прямоугольного сечения. Это позволит достичь еще до 10 % снижения общего веса конструкции при сохранении тех же прочностных характеристик.
В зависимости от того, где и как будет использоваться профильная труба, зависят и ее размеры. Например, в автомобилестроении широко используются квадратные профилльные трубы со сторонами от 25 до 100 мм и со стенкой толщиной от 3 до 8 мм, а так же прямоугольные, размеры которых варьируются от 40x25x3, до 100x50x7 мм.
Если профильные трубы рассчитаны на эксплуатацию при повышенном внутреннем давлении, то тогда увеличивается толщина их стенок. Такие толстостенные трубы применяются, например, в теплообменниках и коллекторах паровых котлов.
В последнее годы все более четко прослеживается тенденция к использованию металлических профильных труб в строительстве.
Они находят применение практически везде — в армировании металлопластиковых окон, в возведения несущих конструкций, и даже в качестве декоративных или отделочных элементов.
Преимуществами использования прямоугольных и квадратных стальных профильных труб в строительстве являются:
уменьшение металлоемкости объектов (к примеру, при использовании в качестве колонн экономия металла составит порядка 25% по сравнению с применением двутавровой балки); увеличение скорости и удобства монтажа возводимых зданий и сооружений; повышение коррозионной стойкости металлоконструкций (по сравнению с другими видами сортового проката); обеспечение соответствия санитарно-гигиеническим нормативам, легкость санитарной обработки и дезинфекции; обеспечение огнезащиты и соответствия противопожарным нормам, простота обработки специальными средствами; холодногнутые электросварные профильные трубы могут эффективно заменить традиционные виды строительного металлопроката: балку, швеллер, уголок;
возможность применения большого разнообразия дизайнерских и архитектурных решений для создания современных форм и пропорций и т.п.
Зарубежные строители многие десятилетия отдают предпочтение квадратным и прямоугольным профильным трубам. Современные здания из металла, стекла и бетона (высотные жилые дома, офисы, банки, спортивные объекты и др.
), украшающие большинство городов за границей, возведены с использованием квадратных и прямоугольных стальных профилей.
Формы современных металлических профильных труб, а так же их виды, и области применения разнообразны.
Причина — в том, что такие трубы имеют, по сравнению с традиционными трубами, большую механическую прочность. Поэтому при сохранении ими тех же прочностных характеристик, достигается значительное снижение веса (на 25-35%) по отношению к круглым трубам.
Более удобная при сборке различных конструкций форма и лучший дизайн, так же делают использование профильных труб предпочтительным по сравнению с традиционными.
Источник: https://www.ds69.ru/news/1188635/
Производство профильных труб – тонкости технологического процесса

Главная » Статьи » Производители пластиковых труб » Производство профильных труб – тонкости технологического процесса
10.06.2015
Сегодня в продаже можно встретить профильные трубы разного сечения.
Разобраться в многообразии предложений достаточно сложно даже профессионалу, так как они между собой отличаются не только по внешнему виду, а также надёжности и качеству.
Профильные трубы производят не только из разного металла и сплава, в продаже также можно встретить и изделия из полимера, но технология их производства ничего общего с производством металлических труб не имеет.
Когда появляется необходимость сделать металлоконструкцию с повышенной прочностью, специалисты стараются элементы каркаса изготавливать именно из профильных труб. Больше всего это проявляется в той конструкции, где возможен изгиб во время эксплуатации.
В данном случае труба профильная размеры (здесь) , которой определяет сложность самой конструкции, является просто незаменимым материалом. Как правило, сечение профиля будет определять и особенность технологии, которую используют для производства трубы.
Но главные этапы производственного процесса являются одинаковыми независимо от того какого сечения профиль. На данный момент есть два способа, с помощью которых можно получить требуемый профиль сечения. К первому относится обработка заготовки на специальном стане, а после на сварочном аппарате заваривается замыкающей шов готовой трубы.
Второй способ заключается в деформации первичной заготовки, которая имеет вид обыкновенной круглой трубы. Хочется обратить внимание на тот факт что, что второй способ используется только для того чтобы получить профильные трубы квадратного сечения.
Каждая готовая труба в обязательном порядке должна пройти строгий контроль на качество, в ходе данной процедуры особенно внимание уделяется состоянию сварного шва. В данном случае анализ проводится по двум параллельным между собой методикам.
Специально обученный человек проводит визуальный осмотр профильных труб в результате, которого можно установить дефекты они могут появиться из-за повреждения вальцов или их износа. Также проводится специальная дефектоскопия, в процессе которой проверяется шов.
Во время проведения данной процедуры разные виды напряжения, а также химический состав металла воздействуют как на магнитные, так и электрические характеристики материала. Тщательный анализ вышеуказанных факторов позволяет выявить вероятные проблемы с готовыми профильными трубами.
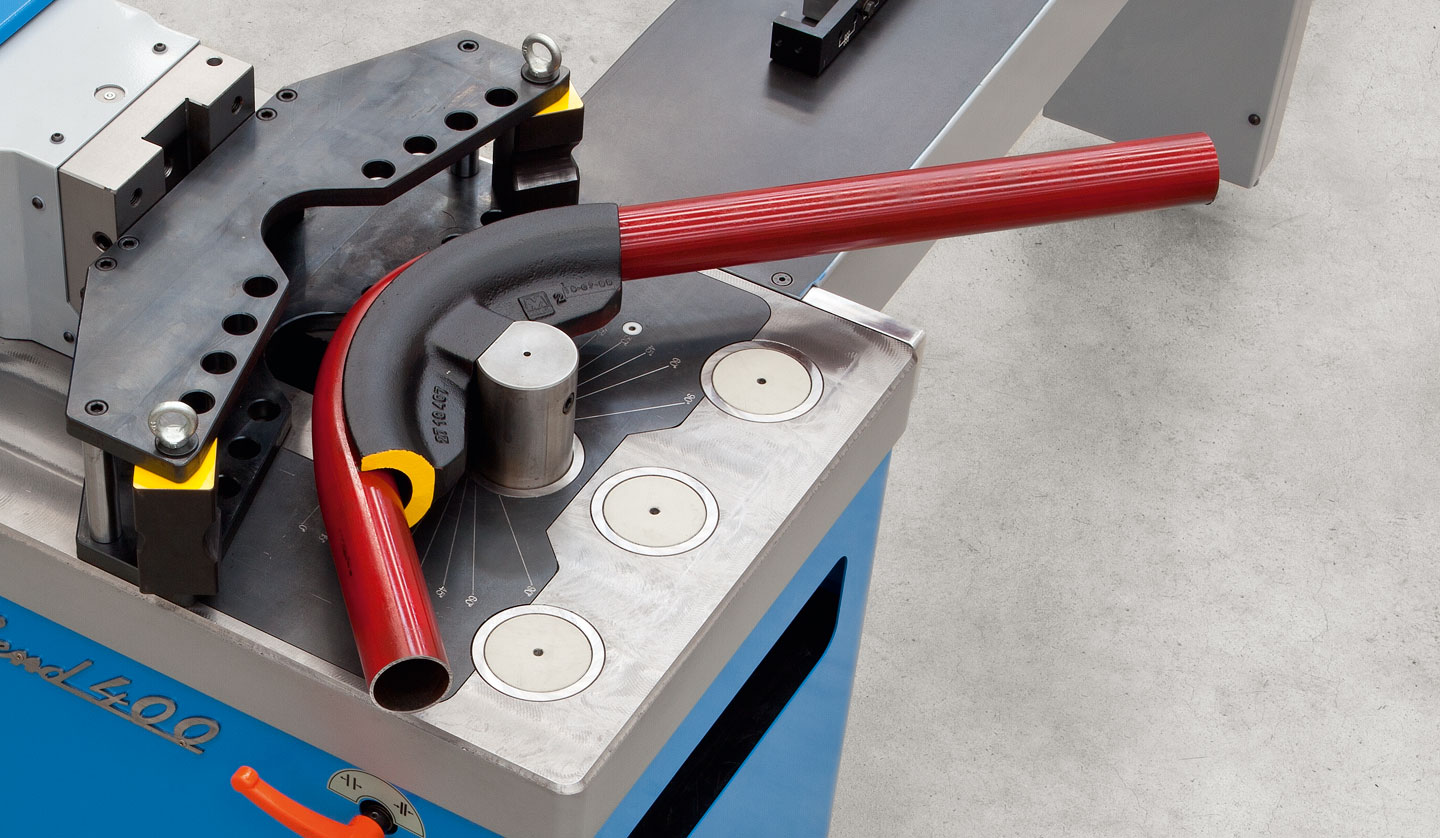
Станок ПРОФИ-4М на 220В, изготовление из профильной трубы 15× 15×1,5 мм. Изделия «Вензель»
Источник: http://www.akvatruboplast.ru/proizvodstvo-profilnyx-trub-tonkosti-texnologicheskogo-processa.html
Технологии изготовления профильных труб

Вне зависимости от методики производства профильной трубы и особенности сечения (круглое, квадратное, прямоугольное), технология изготовления профильных труб подразумевает прохождение цикла из нескольких взаимосвязанных этапов:
- Нарезка штрипсов (металлических заготовок, из которых производят профильные трубы – стальных цилиндрообразных рулонов) на полосы нужного размера, соответствующего запланированному габариту профильной трубы.
- С помощью специального оборудования – сварочного станка нарезанные полосы соединяются в сварочную ленту, которая после изготовления подлежит намотке на барабан.
- Круглое сечение трубы формируют в специальном формовочном стане. Для производства прямоугольных и квадратных сечений используют специальные вальцы и технику деформирования заготовок посредством развития большой силы.
- В сварочном цеху производится сваривание детали.
- Охлаждение заготовки, корректировка размеров, выравнивание поверхностей.
- Вальцевание для придания сечению формата, отличного от круглого. Например, для овального потребуется два вальца, для четырехугольного (квадрат, прямоугольник) – 4 вальца.
Технологии изготовления профильных труб в зависимости от применяемых техник, методик, оборудования и устройств
- Дефектоскопический вихревой метод.Процесс создания изделия нужного формата и свойств при применении этой технологии осуществляется за счет взаимосвязанного воздействия электрических и магнитных свойств стали. Эту же методику применяют для контроля качества готовых изделий.
- Термический методПредполагает последовательное проведение процессов нагревания и остывания для придания металлу заданных параметров, изготовления проектируемых деталей.
Стандартный станок, применяемых в качестве оборудования для производства профильных труб, состоит из протяжного механизма и валков, благодаря которым происходит формирование изделия нужных габаритов и свойств.
При производстве профильной трубы, которая впоследствии не будет принимать на себя основные и большие нагрузки (например, для тех, которые планируется использовать в производстве мебели, навесов, теплиц), технология позволяет использовать обычные станки.
Технология изготовления профильных труб для формирования несущих конструкций требует соблюдения специальных условий производства, согласно стандартам и высоко-мощного современного оборудования (станков) в рамках применяемых методик. Также обязателен последующий контроль результата, комплексная приемка готового изделия.
Компания К.С. Темир предлагает полноценный сервис для своих клиентов. Мы предлагаем металлопрокат в Алматы по самым низким ценам в регионе, работаем как с частниками, так и с оптовыми покупателями.
Источник: https://www.stroyimdom.ru/stroitelstvo/metallokonstrukcii/texnologii-izgotovleniya-profilnyx-trub.htm
Линия для производства труб. Оборудование для производства профильной стальной трубы |
Линия изготовления сварных труб используется для производства из требуемой заготовки сварных круглых и профильных труб необходимых размеров и толщин. Характеристики и конструкция линии зависят от толщины заготовки и геометрических размеров получаемых труб.
Для проката профильной трубы рекомендуется сначала формировать и варить круглую трубу соответствующего диаметра, а затем сваренную круглую трубу перекатывать в профильную.
В этом случае получается хорошая профильная труба с одинаковыми размерами сторон, радиусами и без образования трапеции на одной из сторон вне зависимости от отклонений на заготовке – ленте. Из одной круглой трубы возможно получение нескольких профильных.
Так, например, из трубы ø38 мм возможно получение квадратной 30×30 мм и прямоугольной 40×20 мм.
Процесс изготовления трубы
Заготовка (штрипс) одевается на разматыватель, затем штрипс с разматывателя поступает на аккумулятор, который необходим для обеспечения запаса штрипса и непрерывной подачи ленты на профилирующий стан.
С аккумулятора (накопителя) лента направляется в прокатный стан, который формирует круглую трубу, затем труба попадает в сварочный узел, где разогревается, сваривается и охлаждается, затем на узел снятия грата, затем в случае изготовления профильной трубы в стан формовки прямоугольной трубы, после чего калибруется, режется на необходимую длину и подается на стол – сбрасыватель где штабелируется и транспортируется.
Линия для производства стальных труб довольно сложное оборудование и для его изготовления требуется несколько месяцев. Типы сварки могут быть различными. Мы предлагаем индукционную сварку металла встык токами высокой частоты с помощью лампового ТВЧ – генератора. Для порезки трубы используется «летучая пила», обеспечивающая высокую скорость реза.
Линия производства профильной трубы дорогостоящее оборудование. Если необходимо производить трубу, но не обязательно сварную, можно использовать станы для производства труб с фальцевым замком. Они намного проще, быстрее в изготовлении и стоимость их намного ниже чем у линий изготовления труб.
- трубы круглые ø 20…36 мм,
толщина стенки металла до 2 мм; - трубы 20х20….40х40,
толщина стенки металла до 2 мм; - трубы фасонные с максимальным габаритом сечения до 140 мм,
толщина стенки металла до 2, 5 мм.
Комлектация:
- узел размотки;
- узел накопления штрипса с вертикальной осью (горизонтальный накопитель);
- n-клетевая прокатная станция;
- узел сварки штрипсов;
- профилегибочный агрегат;
- сварочная клеть;
- генератор ТВЧ;
- охладитель;
- клеть снятия грата;
- узел правки профиля;
- модуль перепрофилирования круглой трубы;
- узел порезки;
- приемное устройство
Примечание:
- Скорость прокатки зависит от габаритов профиля и сложности сечения и находятся в пределах от 6 до 40 м/мин.
Источник: https://ipris.com.ua/linii-dlya-proizvodstva-trub/