- Вальцы для профильной трубы: делаем ручной профилегиб своими руками
- Виды устройств с вращающимися валками
- Самодельные приспособления для вальцевания труб
- Как самостоятельно изготовить профилегиб
- Вальцы для профильной трубы своими руками: чертеж и инструкция по сборке
- Виды вальцов и особенности работы
- Ручные вальцы
- Гидроприводные вальцы
- Отличие самодельных вальцов
- Последовательность сборки
- Рекомендации профессионалов
- Как сделать вальцы для профильной трубы своими руками: идеи и нюансы
- Изготовление профильной трубы вальцовочным методом
- Сборка станка для производства профиля
- Процесс обработки заготовок
- Гибка профильных труб
- Требования к качеству гибки
- Чертежи станков для домашнего использования
- Видео: работа с ручным профилегибом
- Виды вальцев для профильной трубы
- Вальцы для профильной трубы своими руками
- Виды вальцов
- Станок для домашнего использования
- Видео
- Вальцы для профильной трубы своими руками
- Виды валковых механизмов
- Вальцы домашней сборки
- Порядок сборки
- Видео
- Вальцы для профильной трубы своими руками: чертежи, рекомендации
- Особенности работы и виды вальцов
- Как сделать вальцы трубогиба своими руками
- Самодельный трубогиб для профильной трубы — Трубы и сантехника
- Необходимые элементы конструкции
- Процесс изготовления трубогиба
- Инструкция по изготовлению трубогиба
- Изготовление гидравлического трубогиба
- Методы гибки труб при помощи самодельного станка
- Полезные советы
Вальцы для профильной трубы: делаем ручной профилегиб своими руками

Сделать вальцы для профильной трубы своими руками, используя чертежи и знание принципа работы этого полезного приспособления, вполне реально. Используя такое устройство, обладающее высокой универсальностью, вы сможете самостоятельно изготавливать из профтруб гнутые конструкции любой степени сложности.
Прокатка профильных труб для навеса на самодельном станке
Основными рабочими органами вальцов, оказывающими механическое воздействие на обрабатываемую профильную трубу, являются вращающиеся валки, количество которых может варьироваться от 3 до 5 штук. В просвете между валками как раз и происходит пластическая деформация профтрубы.
Виды устройств с вращающимися валками
Прокатка профильной трубы, в результате которой осуществляется изменение ее первоначальной конфигурации, может выполняться на оборудовании различной конструкции. Различаться такие устройства для вальцовки профильной трубы могут по типу используемого привода и по основным техническим характеристикам. Так, вальцы прокатные могут иметь:
- ручной привод (применение таких приспособлений для прокатки профильных труб требует значительных физических усилий);
- электрический привод;
- приводной механизм гидравлического типа.
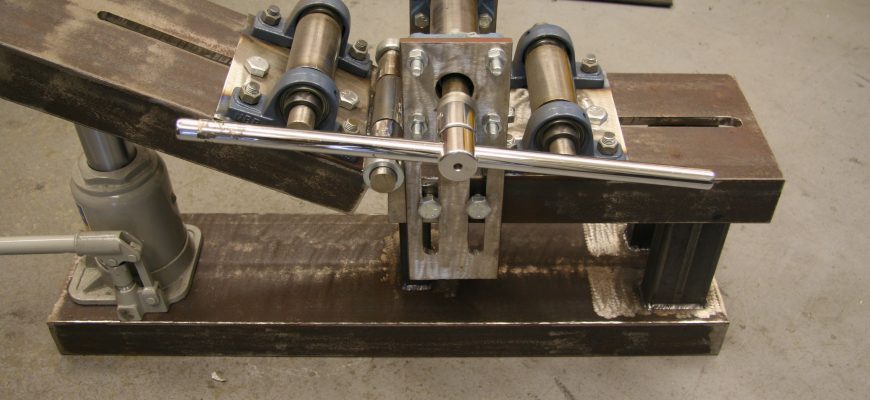
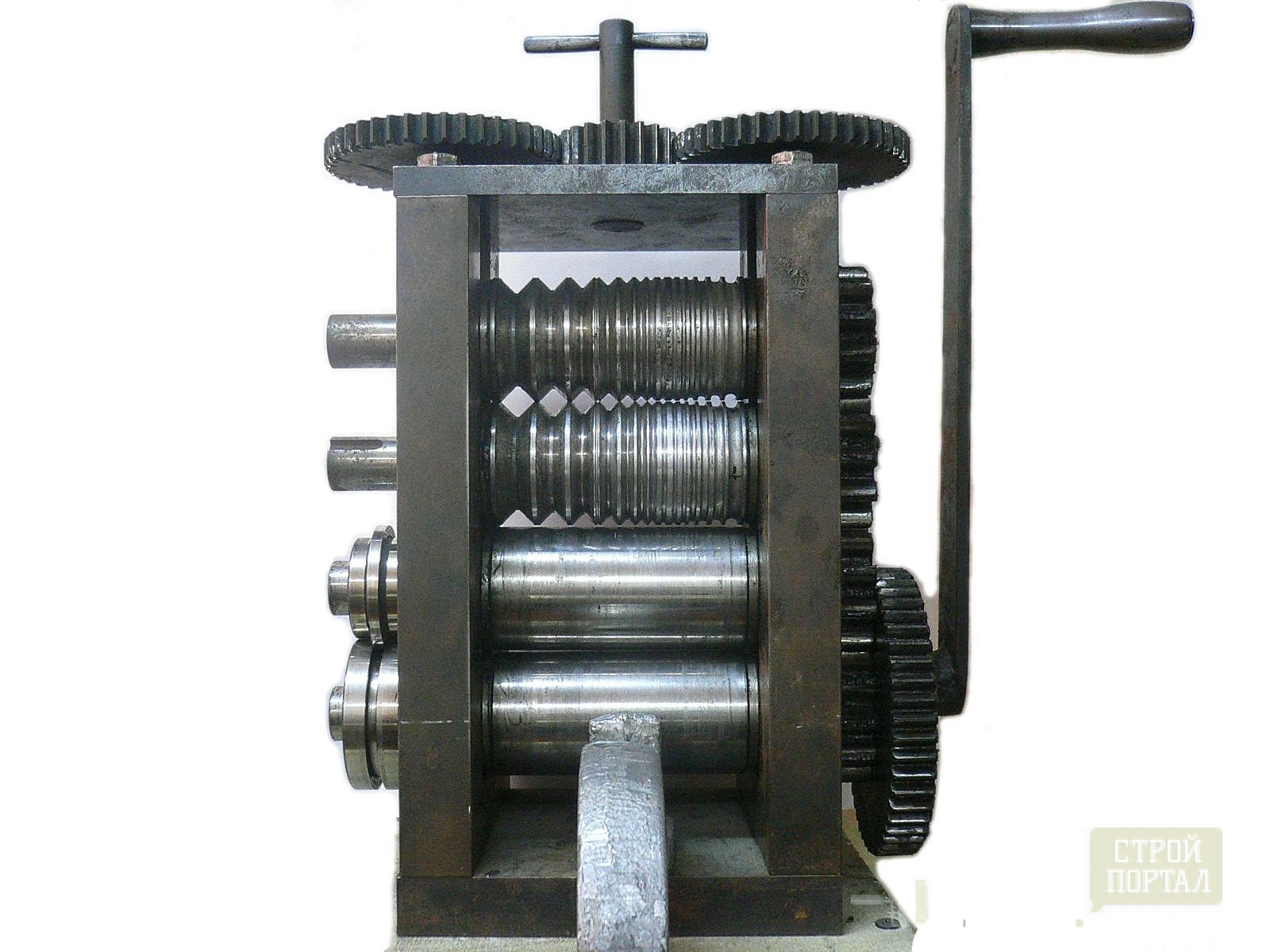
Ручные прокатные вальцы как раз и служат прототипом для самостоятельного изготовления станка
Наиболее простыми (и, соответственно, недорогими) приспособлениями, при помощи которых выполняют вальцовку профильной трубы, являются ручные профилегибы. Наряду со своей надежностью и простотой использования они отличаются еще целым рядом весомых преимуществ. Конструкцию профилегиба ручного составляют следующие элементы:
- массивная станина, служащая надежным основанием для всей конструкции;
- вальцы, которые выполняют подающую и приемную функции (данные конструктивные элементы, при помощи которых и выполняется вальцевание, соединяются между собой посредством цепной передачи);
- комплект зажимных механизмов (струбцин), предназначенных для фиксации труб различного размера.
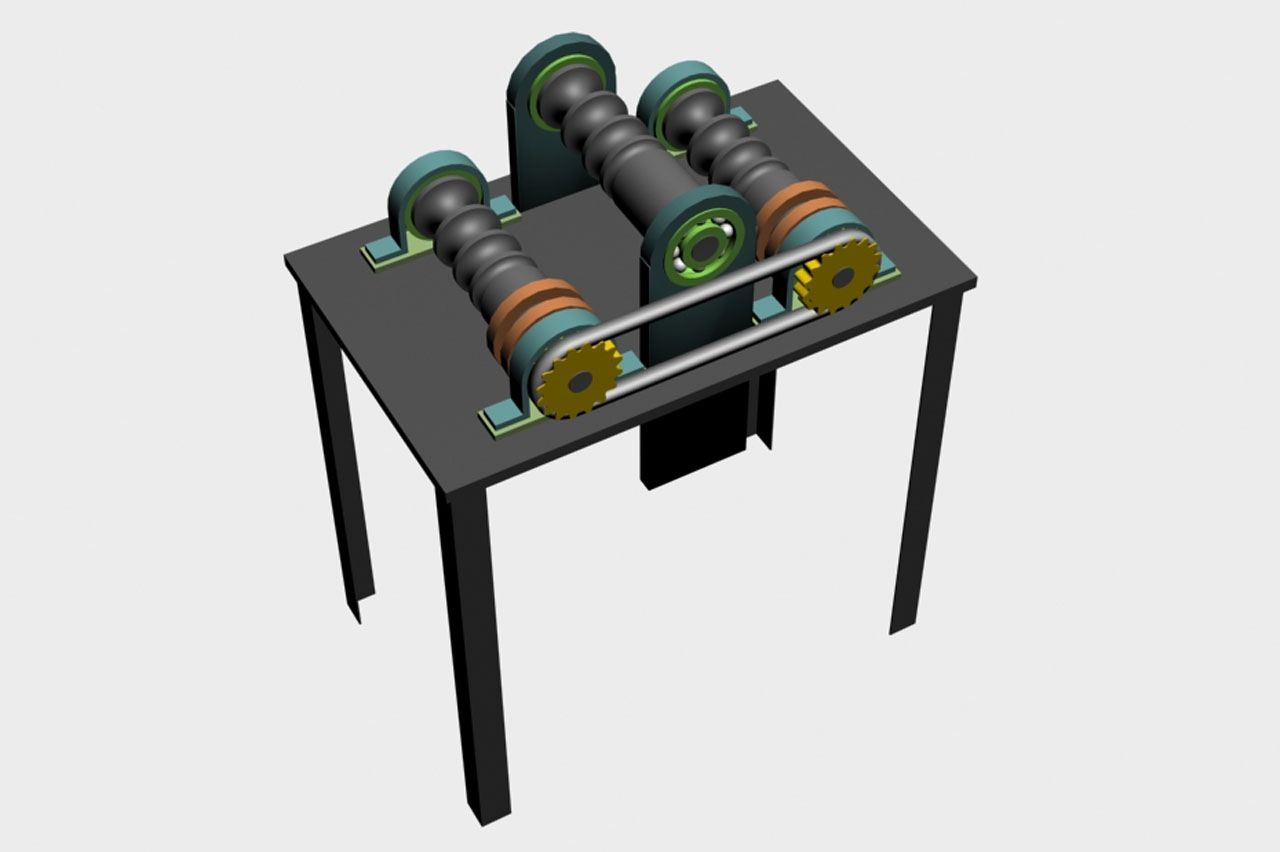
Основные части вальцов
Такой прокатный станок, отличающийся простейшей конструкцией, также оснащается специальной трубой, которая выступает в роли направляющей для изгибаемой заготовки. Следует иметь в виду, что использование такого станка требует от исполнителя приложения значительных физических усилий.
Кроме того, данное приспособление не позволяет выполнять вальцевание с высокой производительностью и чаще всего применяется для несложных работ в домашних условиях. Именно поэтому конструктивная схема данного станка используется для того, чтобы сделать профилегиб своими руками.
Такой простой по конструкции профилегиб позволяет выполнять вальцевание профильных труб качественно и с высокой эффективностью.
Электрический станок для вальцевания профильных труб, даже сделанный самостоятельно, обеспечивает более высокую производительность технологической операции.
Объясняется это тем, что за выполнение основной операции – протягивание проф трубы через вальцы – отвечает электрический привод, мощность которого может быть достаточно большой.
Именно поэтому электрические вальцы для профильной трубы, сделать которые можно и своими руками, используя чертежи, применяются как небольшими организациями или домашними мастерами, так и производственными предприятиями.
Электроприводом станок может оборудоваться и позднее, главное учесть это изначально и разрабатывать достаточно мощную конструкцию
Однако, конечно, самой высокой мощностью отличается гидравлический профилегибочный станок, своими руками изготовить который достаточно сложно. Приспособления данного типа, предназначенные для вальцевания профильных труб, используются преимущественно на промышленных предприятиях, где осуществлять такую технологическую операцию необходимо с высокой производительностью.
Самодельные приспособления для вальцевания труб
Без такого устройства, как приспособление для вальцевания профтруб, практически не обойтись в тех ситуациях, когда вы решили самостоятельно заняться ремонтом, при выполнении которого придется иметь дело с гнутыми трубами.
Для этого можно приобрести серийное устройство подобного назначения или использовать профилегиб самодельный, конструкция которого не отличается высокой сложностью.
Вопросом о том, как сделать профилегиб, есть смысл задаться еще и по той причине, что серийные модели стоят достаточно дорого, поэтому их приобретение (особенно если они требуются только для выполнения домашнего ремонта) не всегда целесообразно.
Ориентировочные размеры самодельных вальцов
Для того чтобы качественно изготовить самодельные вальцы, можно изучить теоретические сведения, просмотреть видео на данную тему, но главное – придерживаться рекомендаций тех, кто уже добился при решении этого вопроса хороших результатов. Конечно, чтобы сделать свой вальцеватель, необходимо обладать не только соответствующими знаниями, но и определенными навыками изготовления и использования различных технических устройств.
Кинематическая схема станка
Самодельные вальцы могут быть сделаны даже из подручных материалов, которые практически всегда есть в любом гараже или домашней мастерской. При этом эффективность таких вальцов, если они изготовлены с учетом всех рекомендаций, будет ненамного ниже, чем у моделей, выпускаемых серийно.
Чертежи валов станка:
Вал прижимнойВалы нижниеОпора для 307-го подшипника
Как самостоятельно изготовить профилегиб
Чтобы сделать профилегибочный станок своими руками, надо придерживаться следующей последовательности действий.
- В первую очередь изготавливается основание или станина, для чего можно использовать трубы большого диаметра или стальные швеллеры.
- Серьезное внимание следует уделить изготовлению вертикальной опоры станка, материалом для которой может послужить профиль П-образного сечения. Именно в верхней части такой опоры, которая должна отличаться высокой надежностью, устанавливается деформирующий трубу узел – вальцовый механизм. Для монтажа вертикальной опоры, нижняя часть которой надежно фиксируется под станиной, вам потребуется струбцина соответствующего размера. При таком способе крепления вертикальной опоры деформационное усилие, оказываемое на изгибаемую профильную трубу, будет равномерно распределяться по двум подающим вальцам.
- Чтобы привести во вращение подающие вальцы, используют цепную передачу, которую можно собрать, используя для этого цепь и звездочки от старого велосипеда. Звездочки, которые по своим геометрическим параметрам должны строго соответствовать характеристикам используемой цепи, фиксируются на подающем и ведомом валах. При монтаже цепного механизма подачи для вашего самодельного станка следует обеспечить хорошее натяжение цепи и только после этого приступать к фиксации рукоятки подающего механизма. Естественно, что приводной механизм вашего станка для вальцевания профтруб должен обеспечивать легкое вращение подающего и ведомого валов.
- Сами самодельные вальцы, которые будут оказывать давление на изгибаемую профильную трубу и тем самым воспринимать основную нагрузку при работе станка, лучше всего изготовить из стали, прошедшей процедуру закалки.
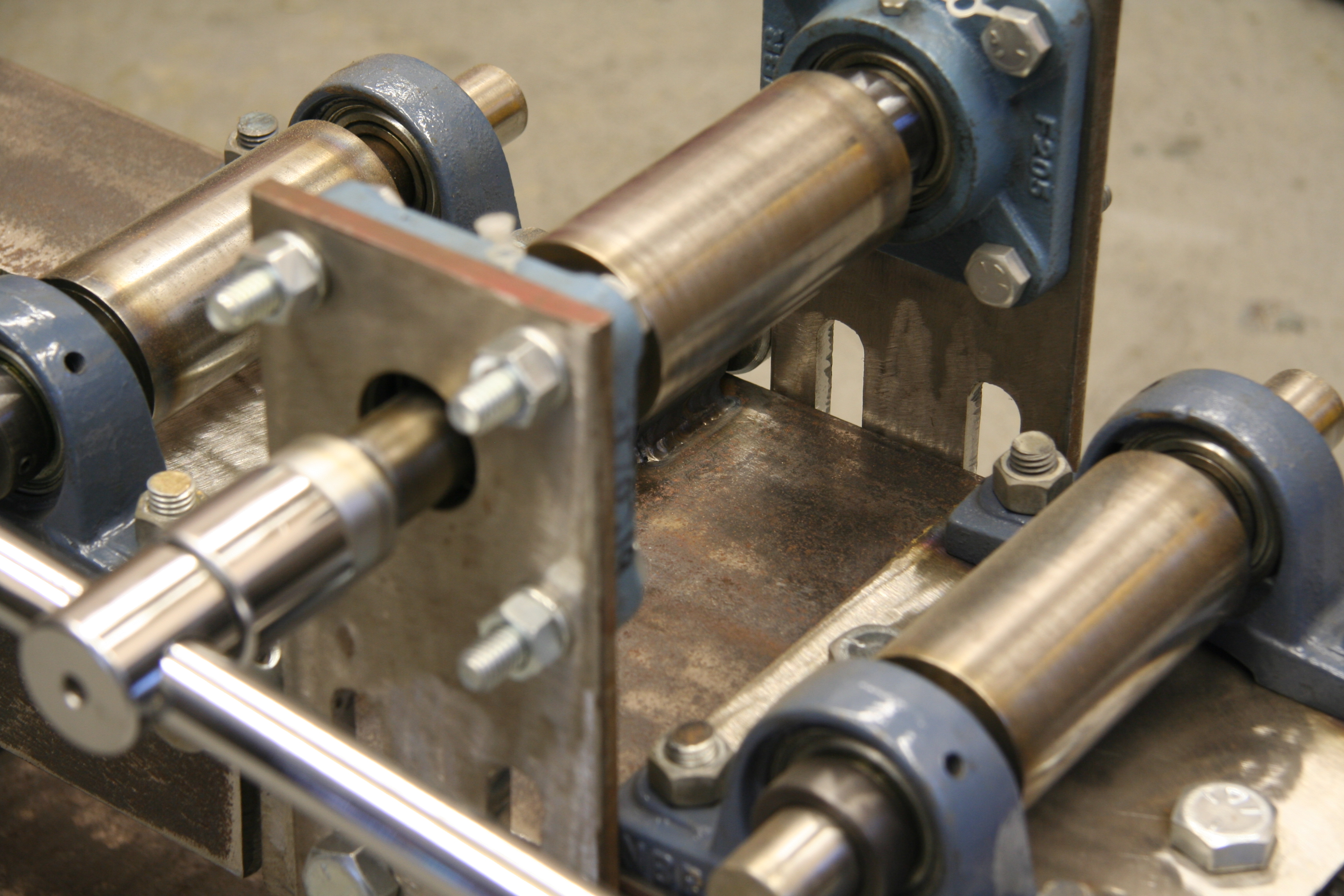
Подбираем звездочки и вытачиваем валыСвариваем каретку и крепим полумесяцы для подшипниковРазмечаем и вырезаем стенки корпуса
Привариваем опоры подшипниковавляющие кареткиВот так каретка должна «ездить»Пробуем собрать корпус
Подбираем винт с инструментальной резьбойДелаем крепление винта сверху кареткиТак этот узел выглядит снизу
Навариваем усилителиЗакрепляем ушки для сборки корпусаИспользуем шплинты для быстрой разборки
Собираем цепную передачуМастерим рукоятку их накидного ключаКрасим готовый профилегиб
Для того чтобы прокатный станок для профильных труб, сделанный своими руками, обладал высокой универсальностью и мог использоваться для обработки изделий различного размера, в его конструкции необходимо предусмотреть возможность выполнения радиальной регулировки. Такая важная опция позволяет изменять величину зазора между рабочими валками. Чтобы сделать свои самодельные вальцы еще более функциональными, можно предусмотреть в их конструкции возможность выполнения и угловой или, как ее еще называют, осевой регулировки.
Самодельные устройства для гибки профильного трубного проката, изготовленные по универсальным схемам, можно в дальнейшем подвергать модернизации, если в этом возникает необходимость. Например, их можно оснастить электрическим приводом или установить на них большее количество рабочих валков.
Источник: http://met-all.org/oborudovanie/prochee/valtsy-dlya-profilnoj-truby-svoimi-rukami-chertezhi-video.html
Вальцы для профильной трубы своими руками: чертеж и инструкция по сборке

Зачастую в домашнем хозяйстве во время проведения всевозможных ремонтных работ необходимо особым образом выгнуть кусок трубы, и в этом случае нужно подумать о том, как изготовить своими руками вальцы для профильной трубы. Естественно, проще всего купить профессиональные вальцы в строительном магазине, но не у каждого найдутся лишние деньги на это устройство.
Сделать так, чтобы материал трубы принял нужную форму можно и при помощи обычной горелки. Этот способ не редко практикуется, но мастер сталкивается с некоторыми сложностями:
- получить изделие ровным почти невозможно, это объясняется неправильным распределением усилий и неточностью движений;
- необходим упор и, как результат, много физической силы;
- возникает необходимость в наличии большого рычага, чтобы изменить форму.
Чтобы получить качественный результат, нужно использовать вальцы. При помощи них профильную трубу можно легко преобразить своими руками.
Обычные вальцы представляют собой конструкцию, которая имеет специальный рычаг, приводящая в работу несколько стальных валов, проходя сквозь которые металлическая труба получает необходимую изогнутую форму.
Чтобы сделать вальцы своими руками в домашних условиях, нужно иметь под рукой необходимые чертежи и досконально знать принцип устройства.
Самодельные вальцы для изгиба профильных труб будут иметь хорошую производительность и достойное качество, если будет точно соблюдена техника их сборки.
Виды вальцов и особенности работы
Самыми популярными являются вальцы с приводом ручного типа. Это универсальное устройство чаще всего имеет относительно небольшой вес и компактные размеры. У мастера не должно появиться вопросов с их размещением их в домашней мастерской.
Ручные вальцы
Ручные вальцы используют для гибки разных профильных заготовок, они не имеют электропривода, а соответственно, могут работать почти в любых условиях. Как правило, это ручное устройство изготавливается из прочной металлической станины и подающих валец, сделанных в форме небольших цилиндров.
Вальцы соединены друг с другом цепной передачей, она и приводит их в движение. Помимо этого, на вальцах находятся небольшие струбцины. Чтобы вальцы могли производить нужную деформацию профиля, их дополнительно оснащают специальной передающей трубкой.
Чтобы сделать необходимую работу на этом станке, мастеру нужно приложить некоторое физическое усилие, потому на больших предприятиях они не применяются. Удобней всего работать на вальцах, оборудованных электроприводом.
Металлическая труба, которую нужно согнуть, протягивается через рабочую зону с помощью мощного электрического двигателя. По внешнему виду станки отдаленно похожи на ручные модели, отличие только в том, что в специальном отсеке установлен электрический двигатель.
Как правило, электрические вальцы применяются в промышленном производстве.
Гидроприводные вальцы
Следующий тип вальцов для гибки труб, который устанавливается на производственных предприятиях, оборудован специальным гидроприводом. Эти станки имеют довольно большие размеры и обладают достаточной мощностью, что дает возможность производить работу почти с любым видом металлов. Гидроприводные вальцы выполняют большой объем работы за довольно короткое время.
Отличие самодельных вальцов
По большому счету, домашнему мастеру не нужно иметь под рукой профессиональное оборудование, оснащенное электромотором или гидроприводом. Эти устройства имеют очень сложную конструкцию, а также требуют для самостоятельной установки наличие дорогих составляющих.
Как правило, в повседневной жизни сталкиваются с необходимость выполнить деформацию разных профильных изделий очень редко. Потому в домашних условиях достаточно иметь ручной станок, который при этом можно очень просто изготовить своими руками. Все, что необходимо — это соответствующий инструмент, рабочее место и определенный комплект составляющих.
Чтобы конструкция, изготовленная в домашних условиях, могла легко справиться с поставленной задачей, и прослужило владельцу в течение долгих лет, нужно во время сборки соблюдать некоторые правила.
- Все комплектующие для устройства нужно выбирать максимально прочные и качественные, без каких-то изъянов. Зачастую все необходимые составляющие можно найти у себя в хозяйстве.
- Прежде чем начинать работы по изготовлению, нужно тщательно изучить чертежи, которые создадут полное представление о принципе работы вальцов ручного типа.
Если точно соблюдать все этапы работ, и выбрать только качественные элементы, то гибочное устройство получится долговечным и надежным.
Последовательность сборки
Начинать изготовление вальца своими руками нужно с каркаса. Он обязан получиться максимально жестким и прочным. Для его сборки желательно использовать трубчатый металл, но подходит и швеллер необходимого сечения.
Деформирующий элемент каркаса необходимо собрать П-образной формы, и на его верхнюю часть нужно закрепить с помощью сварки гайку. Производя данную работу, нужно использовать струбцину, она в обязательном порядке должна быть с резьбой. Затем нужно ввернуть гайку в соответствующую шпильку, сечение которой обязано подходить по своему диаметру.
На конец гайки нужно с помощью сварки закрепить круглую стальную пятку. Для удобства можно установить гидравлический домкрат. Его нужно закрепить в нижней части основания станины, то есть, так, деформация будет происходить под действием поступающей силы на находящиеся в верхней части подающие вальцы.
Затем нужно сделать функциональный и надежный механизм подачи. Для этого необходимо использовать металлическую цепь. Можно взять велосипедную цепь. Одну из звездочек надо закрепить на деформирующем валу, а другую — на ведомом. Затем в обязательном порядке необходимо аккуратно натянуть велосипедную цепь и лишь после этого можно пробовать вращать соответствующую ручку.
Чтобы самому выточить вальцы нужных размеров, можно использовать обычную легированную сталь. Подготовленные вальцы нужно обязательно подвергнуть закалке. Не забывайте, что полученные таким способом вальцы, по прочности обязаны в значительной мере превосходить тот материал, с которым вы в дальнейшем будете работать на станке.
Фиксируются вальцы на станок с помощью подшипников качения. Закреплять их нужно максимально прочно так, чтобы они не прогнулись и не соскочили во время работы гибочного станка.
Рекомендации профессионалов
Чтобы изготовить самостоятельно устройство, при помощи которого можно будет довольно легко делать деформацию металлической трубы, не нужно иметь какими-то особые знания. Любой домашний мастер, имеющий даже небольшой опыт в строительстве, может это выполнить за небольшой промежуток времени.
Самое важное в данном случае — иметь под рукой весь нужный инструмент и материал. Если устройство будет изготовлено из качественных комплектующих, с соблюдением всех правил, то можно будет решить совершенно любые задачи, даже очень сложные.
Во время сборки этого оборудования нужно в обязательном порядке установить радиальную регулировку. Это даст возможность, если необходимо, быстро изменять размер зазора между рабочими частями устройства. Также нужно подумать и о возможности регулировки углового зазора, что значительно облегчит работу на вальце.
Во время работы на вальце нужно соблюдать технику безопасности. Помимо этого, сам станок не должен представлять какой-то опасности.
При сборке устройства своими руками, нужно максимально защитить все рабочие части, таким образом, предотвратив все вероятные риски нанесения травмы.
В некоторых случаях самодельный валец по своим характеристикам даже может превосходить заводские станки.
Источник: https://stanok.guru/stanki/profilegib/valcy-dlya-profilnoy-truby-svoimi-rukami-chertezh-i-sborka.html
Как сделать вальцы для профильной трубы своими руками: идеи и нюансы
Профильная труба – элемент многих строительных конструкций и каркасов. Используется при возведении промышленных и жилых построек.
Основная характеристика, отличающая от труб другого типа — не круглая форма среза. Производится профильная труба из листа, сваренного и прогнутого вдоль в нужной форме.
При необходимости можно изготовить вальцы для профильной трубы своими руками – чертежи и пояснения вы найдете в этой статье.
Изготовление профильной трубы вальцовочным методом
Ассортимент профильных труб
В заводских условиях применяются два метода производства профильных труб из металлического листа:
- горячий метод, при котором прямошовная круглая труба нагревается;
- холодный метод, при котором вальцы для профильной трубы прокатываются по не разогретому металлу.
Основой для производства служит углеродистая, низколегированная, реже нержавеющая сталь.
Современное заводское оборудование позволят получить профиль с высокой точностью швов и изгибов, так как управление процессом происходит через передачу данных с компьютера и получение их с датчиков, снимающих показания с точностью до тысячных долей миллиметра.
Самодельные вальцы для профильной трубы такой детальности обеспечить не могут, но с задачей производства элементов для домашнего строительства и хозяйственных работ справляются. В такой технике изготавливаются расходные элементы для заборов и навесов, теплиц и технических построек, водостоков и кабель-каналов.
Делать в домашних условиях профильную трубу для масштабных построек не рекомендуется. Заводское оборудование позволяет подвергнуть каждый выпускаемый элемент тестовым испытаниям и проверить как качество шва, так и точность калибровки профиля. Отсутствие такого оборудования не дает мастеру возможности гарантировать качество самодельного продукта.
Сборка станка для производства профиля
Применение изогнутых профильных труб
Вальцовочный станок для профильной трубы своими руками внешне похож на конструкцию для гибки труб. Он состоит из таких элементов:
- несущая рама;
- система вальцов;
- прессующая форма:
- упор и рычаги для приведения в действие механизма проката.
На деле это два разных механизма и схожей у них может быть только рама. Все элементы конструкции собираются из прочных элементов и свариваются: любые недоработки и халатность могут обернуться производственной травмой. Сам станок прочно фиксируется на поверхности.
Практически невозможно обеспечить нужное давление ручным способом: пресс для создания профильной трубы желательно снабдить электроприводом.
В станке для придания профилю округлой формы главное — пресс, скручивающий лист металла. Такое давление дает только прочная конструкция: весь период сварки трубу необходимо держать неподвижно.
Для упрощения работы металл нагревают, а затем сворачивают.
После сварки уже круглая труба проверяется на качество соединения: недостаточно ровный и чистый шов разойдется, когда начнется вальцовка профильной трубы из круглой формы в прямоугольную или квадратную.
Процесс обработки заготовок
Готовая прямошовная труба вальцуется в горячем или холодном виде. В домашних условиях сложно организовать горячую вальцовку, поэтому процесс чаще проводится по уже остывшему металлу.
Труба помещается под пресс из вальцов, образующих необходимую форму.
Прокат производится постепенно с уменьшением расстояния между верхними и нижними вальцами. Резкое давление приводит к внутренним складкам металла, что повлияет на прочность колен. Последним прокатом достигается запланированный диаметр и контур среза.
Труба проверяется на наличие трещин и деформации металла в районе сгибов после каждого проката. Зона особого внимания – область шва, она наиболее уязвимая.
После обработки вальцами труба прокаливается: эта мера устраняет напряжение слоев металла и повышает прочность конструкции в целом.
Гибка профильных труб
Мастера редко решаются на самостоятельное изготовление профильной трубы, предпочитая приобретать готовый материал фабричного производства. Профильная труба относится к недорогим расходным элементам, поэтому необходимости в сгибании собственными руками нет.
Станок для гибки профильных труб своими руками – более востребованное оборудование, так как элемент продается в прямом виде, а заказ гибки по собственным чертежам – дорогостоящая услуга.
Криволинейный или округлый профиль применяется для строительства и возведения декоративных элементов как более эстетичный. Рамы и карнизы, дуги теплиц и арки калиток можно изготовить собственными руками. Простейшие вальцы для гибки профильной трубы собираются за несколько часов.
Промышленных объемов и точности они не обеспечат, но расходы на производство отдельных элементов сократят.
Требования к качеству гибки
Простейший способ гибки профильных труб — накаливание и давление. Таким способом можно создать даже острый угол, но на точность и прочность узла не стоит рассчитывать. Складки на внутренней поверхности колена и трещины на внешней гарантированы.
Сгиб без дефектов достигается только постепенным прокатыванием трубы на вальцах и расчетом минимального диаметра. Максимальный угол сгиба не нормирован, минимальный ограничен требованиями техники безопасности.
Стандартный фабричный станок для гибки профильной трубы задает минимальные диаметры округлого изгиба, на эти же показатели можно ориентироваться и при создании самодельного станка:
- трубы 20х20х2, 25х25х2, 15х15х1,5 – 56 см;
- трубы 30х30х2 – 65 см
- трубы 40х20х2 – 65 см;
- трубы 40х40х2 – 180 см;
- трубы 50х25х2 – 80 см.
Чертежи станков для домашнего использования
Простейшую деформирующую конструкцию можно собрать прямо во дворе или техническом помещении, закрепив все элементы на плотном щите или прямо на заборе. Элементарные модели выручат, если надо выгнуть несколько труб по единой форме, например для монтажа верхних арок теплицы. Вне зависимости от выбранного диаметра изгиба и размеров самой трубы потребуются:
- Рама, повторяющая контур требующейся арки. Она вырезается из цельного отреза древесины или собирается из ряда дощечек. По этому трафарету труба будет выгибаться.
- Упор с одной из сторон рамы. Зазор между упором и трафаретом делается соответствующим диаметру обрабатываемой трубы. Меньший затруднит установку элемента в устройство, больший не зафиксирует колено прочно.
- Колодка, которой труба вручную прижимается к шаблону.
Работа с таким трубогибом сложна: все усилия придется производить вручную. Зато конструкция обеспечит точность при гибке: сделать несколько элементов с идентичным углом деформации на ней можно.
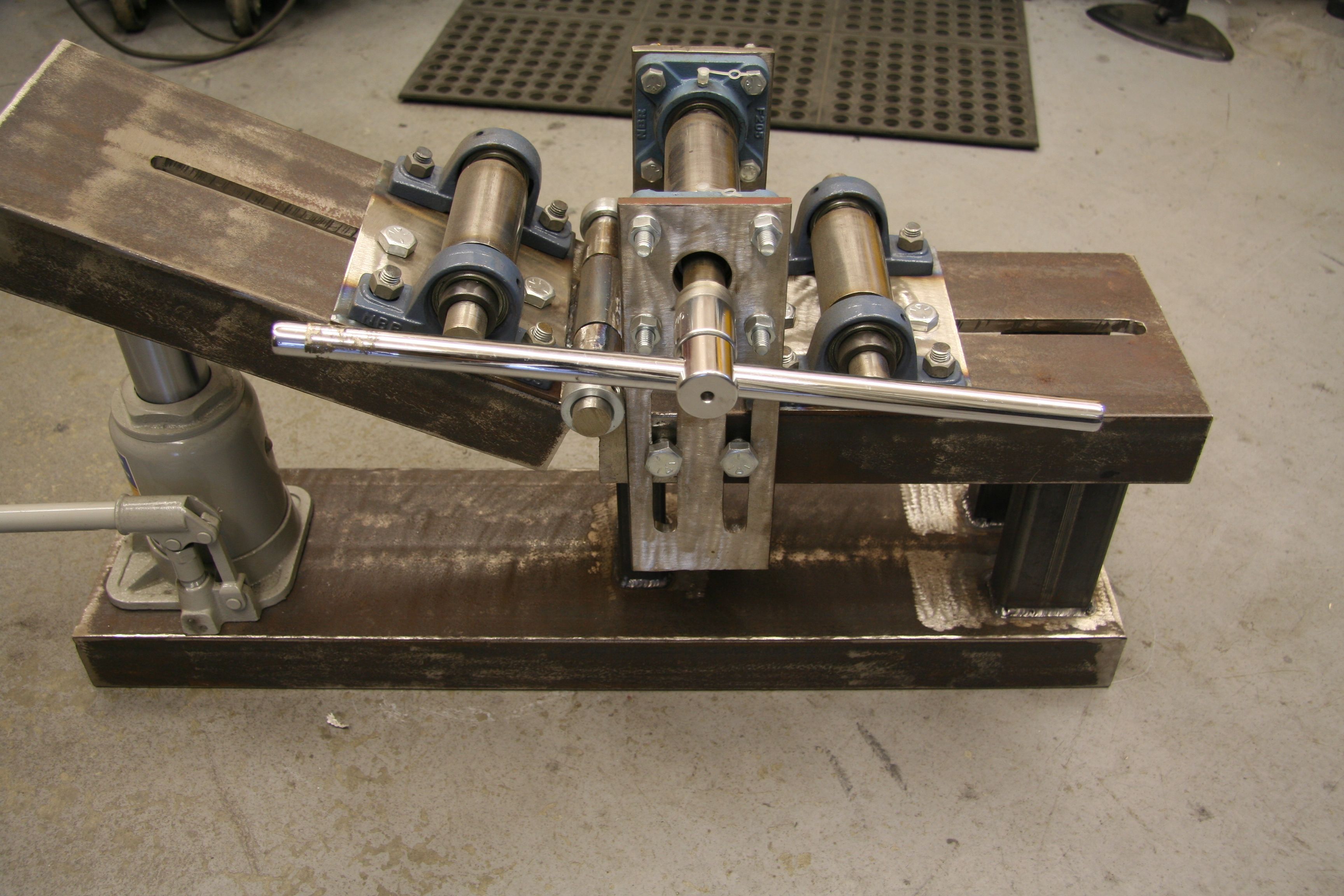
Трубогиб для постоянного использования собирается на прочной П-образной раме. В его системе обязательны такие элементы:
- два закрепленных на рельсе вращающихся вала, по которым профиль будет проходить при вальцевании;
- расположенный над ними выдавливающий вал, во время проката прожимающий профиль;
- струбцина или домкрат, обеспечивающие давление;
- цепь, с помощью которой набор вальцов придет в движение.
Чтобы собрать вальцы для профильной трубы своими руками, потребуется сварочный аппарат и навыки инженерных работ. Неточности расчета диаметра функциональных валов сделают аппарат неработоспособным.
Видео: работа с ручным профилегибом
Сборка устройства для гибки своими руками – процесс сложный, трудоемкий и дорогостоящий. На фоне умеренных цен на оборудование, стоит задуматься о рациональности приобретения. Возможно, для сгибания нескольких элементов выгоднее обратиться в мастерскую, а для постоянной работы приобрести фабричную модель с гарантией качества.
Источник: http://trubsovet.ru/rem/sgib/sdelat-valcy-dlya-profilnoj-truby.html
Виды вальцев для профильной трубы
Вальцы для профильной трубы — инструмент, который является единственной возможностью изменить естественную, прямолинейную форму изделия. А поскольку во всех металлоконструкциях требуется именно изогнутая труба, то вальцы являются самым главным инструментом для обработки профилированного проката. Поэтому с этим инструментом должны познакомится все сборщики металлоконструкций.
Под термином «вальцы» чаше всего подразумевают обычный станок для загиба труб. Однако так называется и основная часть гибочного агрегата – профилированный вал, участвующий в перемещении трубы сквозь область давления.
Причем загиб трубы выполняется тоже при помощи вальца, закрепленного на «источнике» давления.
В материалах этой статьи мы остановимся на первом толковании этого термина, рассматривая вальцы, как агрегат для загиба профильных труб.
↑
По конструкционному исполнению этот инструмент можно классифицировать по источнику тяглового усилия, деформирующего профильную трубу.
Вальцы с электрическим приводом — этот вариант трубогиба отличается от прочих самой большой производительностью. Ведь протяжку трубы сквозь область деформирования у такого агрегата выполняет электромотор. Следовательно, обработка трубы происходит очень быстро.
Конструкция электрического трубогиба состоит из следующих элементов:
- станины (основания),
- подающих вальцов, принимающих крутящий момент от электрического двигателя,
- электромотора,
- источника деформирующего усилия (струбцины).
Вальцы ручные — этот вариант хорош своей мобильностью.
Ручные вальцы можно установить где угодно, ведь они не занимают много места и не требуют подключения к электросети, как более производительный вариант с электрическим приводом.
Как правило, вальцы ручные для профильной трубы состоят из следующих конструктивных элементов: станины, подающих вальцов, соединенных цепной передачей и струбцины, передающей деформируемой трубе загибающее усилие.
Все недостатки ручных вальцов связаны с их конструкцией. И главный минус такого агрегата – зависимость от мускульной силы оператора.
Ведь и струбцину, и цепную передачу, подающую трубу в зону деформации, должен приводить в движение всего один человек.
И если оператор устал или попросту не может развить достаточного усилия, то толку от таких вальцов не будет. Поэтому ручные аппараты пригодны для обработки только небольших партий заготовок.
Вальцы ручные
Вальцы с гидроприводом — этот вариант вальцов является самым мощным устройством на рынке загибочного оборудования. Ведь стоит только снабдить резьбовую струбцину гидравлическим прессом, как стандартные вальцы — трехвалковые для профильной трубы – превращаются в настоящего монстра.
Деформирующее усилие, в данном случае, будет развивать мощный гидравлический узел, легкий в управлении и обслуживании. Ну а если к гидравлическому прессу добавить еще и электрический привод на подающие вальцы, то к мощности подобного агрегата добавится еще и производительность трубогиба с электрическим приводом.
Единственный недостаток таких вальцов – это солидный вес аппарата.
Вальцы с гидроприводом
↑
Технология обработки труб на вальцах не отличается особой сложностью.
По сути, оператору нужно выполнить всего три действия, а именно:
- Поместить трубу на двух подающих вальцах, положив конец на второй (по ходу движения) вал.
- Прижать трубу (с нужным усилием) деформирующим вальцом (верхним или нижним).
- Запустить механизм подачи.
После того, как труба «проедет» сквозь зону деформации, она изогнется под нужным углом. И если такого изгиба будет недостаточно, то трубу пропускают сквозь вальцы еще раз, увеличив прижимное усилие.
↑
Самодельные вальцы для профильной трубы – это достаточно распространенная разновидность трубогиба. Ведь собрать этот аппарат можно даже из подручных материалов, доступных любому домашнему мастеру. Станина самодельной конструкции создается либо из широкого швеллера, либо из трубчатого каркаса.
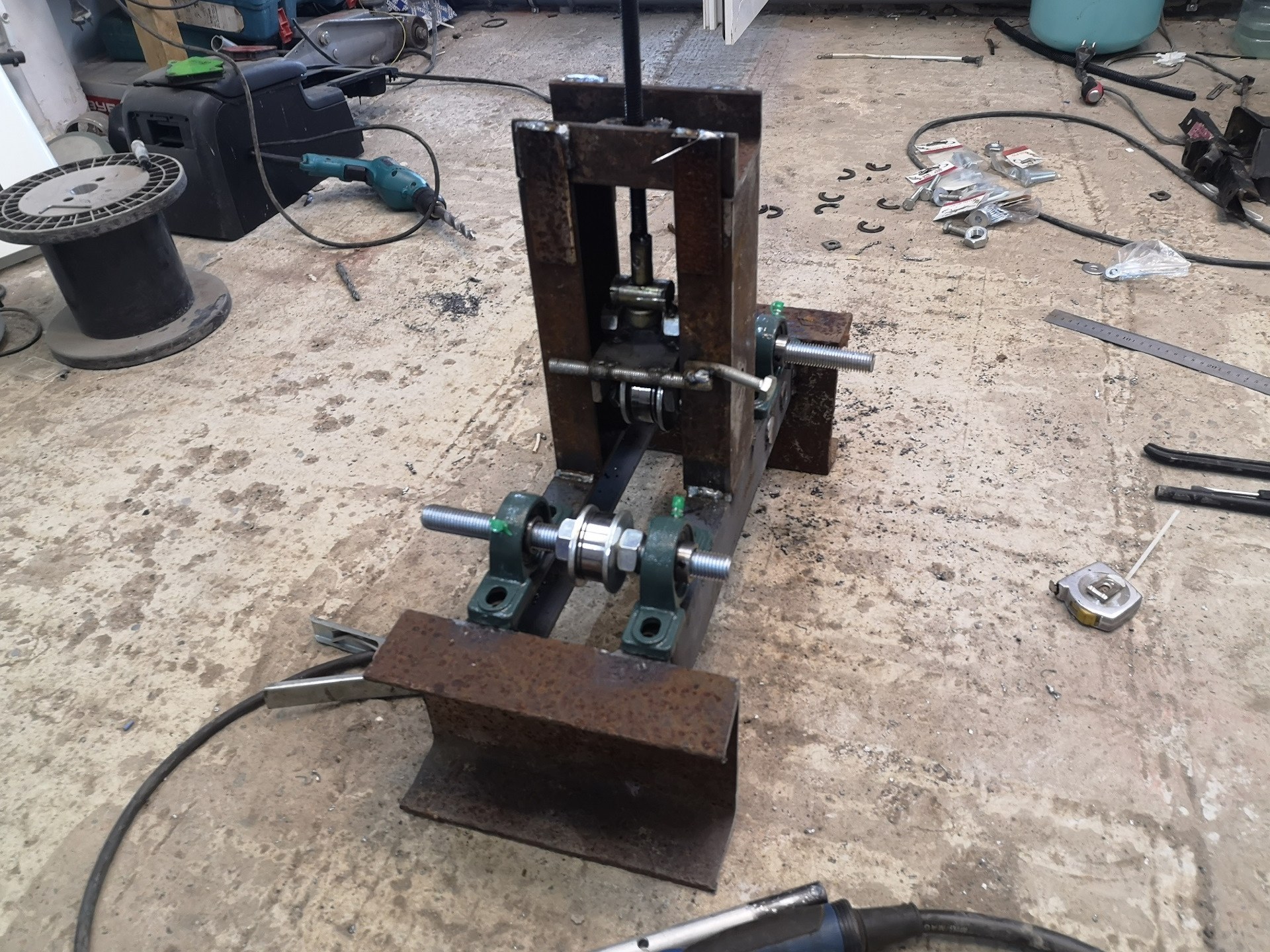
Деформирующий механизм можно собрать либо из П-образного каркаса, с вваренной в верхнюю перекладину гайкой, либо на основе гидравлического домкрата:
- В первом случае для деформации используют резьбовую струбцину – вворачивают шпильку в гайку и наваривают на ее конец круглую пятку.
- Во втором случае домкрат располагается снизу, под станиной, а деформирующее усилие передается путем давления на расположенные сверху подающие вальцы.
Механизм подачи профилированной трубы можно выстроить, используя обычную цепную передачу от велосипеда. На ведущий вал трубогиба крепят одну звездочку, на ведомый — другую. После чего можно натянуть цепь и приварить к ведущему валу ручку.
Подающие вальцы вытачивают из обычной стали, а затем подвергают закалке. Они должны быть прочнее конструкционного материала профилированной трубы. На станине эти вальцы закрепляют в подшипниках качения, расположенных в наваренных на основание стаканах.
Такой аппарат, разумеется, не осилит объемы массового производства, но мелкие партии профильных труб небольшого сечения он обработает без каких-либо нареканий.
Источник: http://VseTrybu.ru/valcy-dlya-profilnoj-truby.html
Вальцы для профильной трубы своими руками

Каждый человек хоть раз в жизни так или иначе сталкивается с ремонтом или монтажом труб, при этом большинство привыкли видеть их прямолинейной формы, и мало кто догадывается о том, что их можно изгибать так как необходимо. Правда, для этого нужно иметь специальное оборудование.
Вальцы – это специальный станок, с помощью которого вы можете изогнуть трубы так, как вам это необходимо. Подобное оборудование можно приобрести или изготовить самостоятельно, при этом второй вариант является более распространенным среди обычных людей.
Виды вальцов
Ручные – удобны и практичны, такой станок имеет сравнительно небольшие габариты, а потому у человека, который планирует ими воспользоваться, не возникнет сложностей с их размещением и установкой.
Немаловажно и то, что эти вальцы не требуют подключения к электрической сети. Такой вид состоит из станины, подающих валец, которые между собой соединены цепной передачей и струбцин.
Также они оборудованы специальной передающей трубой, которая производит деформацию и с усилием загибает ту, которую необходимо.
Недостатки такого вида инструмента напрямую связаны с их ненадежной конструкцией. Кроме того, человек, работающий за таким станком, должен применять максимум усилий, что не всегда удобно, и не каждый может похвастаться развитой мускулатурой. Именно поэтому на производстве такими станками не пользуются: они пригодны только для минимального количества заготовок.
Электрические – считаются наилучшими по количеству производимых деталей, так как трубу, которую вставил человек, протягивает через область деформирования электрический мотор, а потому и конечный результат обработки наступает очень быстро.
По своей конструкции они очень близки к ручному виду, вот только для подачи трубы установлен специальный двигатель, а все оборудование в целом работает с помощью электрического мотора.
Данный вид оборудования используется на производстве, и достаточно хорошо себя зарекомендовал среди потребителей.
Гидроприводные – отличаются от всех вышеописанных видов своей большой мощностью и считаются наилучшими. Как говорят профессионалы, это настоящий монстр, среди подобных агрегатов.
Однако даже несмотря на столь положительные характеристики, это оборудование имеет один существенный недостаток, который напрямую связан с его весом.
Установив единожды гидравлические вальцы, вам самостоятельно вряд ли удастся их сдвинуть с места, вполне возможно, что для этого вам придется воспользоваться дополнительной техникой.
Станок для домашнего использования
Если вы самостоятельно занимаетесь теми или иными ремонтными работами, которые напрямую связанны с трубопроводом, то сделать самодельные вальцы для профильной трубы будет не так тяжело.
Станок для гибки профилированных труб своими руками собрать не сложно, главное, в подобных работах придерживаться определенных правил. Прежде всего, подготовьте все необходимые для сборки комплектующие материалы. Для этого вы можете использовать любые подручные комплектующие, которые имеются практически у каждого домашнего мастера.
Поэтапная сборка:
- Станину лучше всего изготавливать из трубчатого каркаса, если у вас его нет, то воспользуйтесь швеллером.
- Деформирующую часть соберите из каркаса, который имеет форму буквы П, а на его верхнюю часть наварите гайку. При этом вам необходимо будет использовать струбцину, которая имеет резьбу. Далее вверните в шпильку подходящую по диаметру гайку, на ее конец приварите пятку круглой формы. Также вы можете воспользоваться гидравлическим домкратом. Если вы воспользовались таким способом, то расположите его под станиной, при этом деформация станет передаваться при помощи поступающего давления на находящиеся сверху вальцы подачи.
- Для того чтобы сделать механизм подачи, постарайтесь найти цепь, которая могла остаться у вас от использования велосипеда. Если у вас такая имеется, то одну ее звездочку прикрепите на деформирующий вал, а вторую на ведомый. Далее вам необходимо натянуть цепь, проверить ее и только потом приваривать ручку.
- Чтобы выточить сами вальцы, воспользуйтесь самой обычной сталью, правда, после вам необходимо будет ее закалить.
- Чтобы закрепить элементы, вам необходимо будет приобрести или найти подшипники качения, которые нужно прикрепить к станинам расположенным на стаканах.
Как видите, собрать самостоятельно необходимое для изгиба профилированных труб оборудование не так сложно, при этом порой достаточно просто включить свою фантазию и подумать, какой материал использовать и чем его можно заменить. Тогда у вас все получится. Стоит отметить, что вы должны быть готовы к тому, что станок, изготовленный самостоятельно, не сможет справиться с большим объемом работ.
Видео
Предлагаем вашему вниманию видеоролик о работе самодельных вальцов.
Источник: https://www.stroitelstvosovety.ru/drugoe/valcy-dlya-profilnoj-truby-svoimi-rukami
Вальцы для профильной трубы своими руками
Так называемые вальцы, используемые для работы с металлическими заготовками, представляют собой станок особого класса, посредством которого вы сможете получать гнутые профили любой степени сложности.
Основным функциональным узлом такого механизма являются валки, выполненные в виде вращающихся цилиндров, в промежутке между которыми и осуществляется формовка исходной трубной заготовки. У различных моделей вальцов число таких цилиндров может быть различным (обычно их устанавливается от 3-х до 5-ти штук).
Виды валковых механизмов
Вальцы ручные
Известно несколько моделей механизмов этого класса, различающихся как по виду привода, так и по своим рабочим характеристикам. Это следующие устройства:
- вальцы ручного типа;
- электрические вальцы;
- валковые механизмы, оснащённые гидравлическим приводом.
Вальцы с гидравлическим приводом
Ручные вальцы для профильной трубы своими руками удобны, практичны в применении и имеют сравнительно небольшие размеры. У хорошего хозяина, который решит приобрести этот инструмент, скорее всего, не возникнет проблем с его установкой или обслуживанием. Вальцы состоят обычно из следующих частей:
- Массивное основание (станина).
- Подающие и приёмные вальцы, соединённые между собой посредством цепной передачи.
- Комплект специальных струбцин.
Вальцы электрические
Электрическиеаналоги обладают заметно большей производительностью, так как исполнительный механизм, протягивающий трубу через вальцы, приводится во вращение при помощи электрического мотора. Результативность автоматической протяжки заметно повышается, так что такое оборудование используется очень часто на производствах, ориентированных на выпуск больших количеств изделий.
Что касается механизмов с гидравлическим приводом, то они отличаются от всех представленных выше приспособлений повышенной мощностью и могут быть отнесены к разряду капитального промышленного оборудования.
Вальцы домашней сборки
Изготовленные самостоятельно
В том случае, если вы решили заняться самостоятельными ремонтными работами – без так называемого «трубогиба» вам вряд ли удастся обойтись. Это утверждение относится в основном к тем бытовым операциям, которые напрямую связаны с использованием гнутых трубных профилей.
Самостоятельная сборка вальцов в принципе возможна; причём главное здесь – это придерживаться определенных инструкций. Кроме того, сама процедура монтажа механизмов потребует от исполнителя определённых навыков в проведении механических работ и не всем новичкам будет под силу.
Перед началом сборочных процедур вам следует подготовить все комплектующие изделия, в качестве которых допускается использовать различные запчасти, всегда имеющиеся в наличии почти у каждого заботливого хозяина.
Порядок сборки
Изготовление вальцов чертеж
Порядок поэтапной сборки этого бытового механизма выглядит примерно следующим образом:
- В первую очередь собирается основание (станина), для монтажа которой можно использовать трубчатый каркас или швеллер подходящего типоразмера.
- Вертикальная опора изготавливается из каркаса, имеющего обычный П-образный профиль, в верхней открытой части которого устанавливается деформирующий элемент вальцового механизма. Следует отметить, что для её крепежа вам потребуется специальная струбцина, оснащённая подходящей резьбой. При подобном способе монтажа вертикальной опоры её нижняя часть закрепляется непосредственно под станиной; при этом деформационное усилие получается за счёт направленного давления на расположенные по краям вальцы подачи.
- Для реализации механизма подачи вальцов для профилированных труб своими руками вам потребуется специальная передаточная цепь (её роль может исполнить старая цепь от велосипеда). При наличии последней вам нужно будет подобрать две звездочки от старых велосипедов и закрепить их на подающем и ведомом валах. После установки цепи на звёздочки следует должным образом натянуть её, а затем (после проверки на лёгкость хода) перейти к монтажу ручки подачи.
- В качестве материала для изготовления самих вальцов рекомендуем вам воспользоваться обычной закалённой сталью.
Комплект деталей для вальцов
Видео
Секреты работы с использованием вальцового механизма:
Источник: http://KakPravilnoSdelat.ru/valcy-dlya-profilnoj-truby-svoimi-rukami/
Вальцы для профильной трубы своими руками: чертежи, рекомендации

Очень часто в домашнем хозяйстве при проведении различных ремонтных работ требуется особым образом согнуть кусок трубы, и в этом случае следует задуматься о том, как самостоятельно собрать вальцы для профильной трубы своими руками.
Этот специальный станок, который при минимальных усилиях способен справиться практически с любой трубой, должен иметь в своем арсенале каждый заботливый хозяин.
Конечно, легче всего приобрести профессиональные вальцы в специализированном магазине, однако не у каждого найдутся лишние средства на данное устройство.
Обыкновенные вальцы представляют собой устройство, которое имеет специальный рычаг, приводящий в движение несколько металлических валов, проходя через которые металлическая заготовка приобретает необходимую загнутую форму.
Чтобы самостоятельно сделать вальцы в домашних условиях, необходимо иметь под рукой соответствующие чертежи и досконально понять принцип работы.
Самодельные вальцы для загибки металлических заготовок будут обладать достойным качеством и хорошей производительностью, если будет в точности соблюдена технология их сборки.
Особенности работы и виды вальцов
Наиболее распространенными являются вальцы с ручным приводом. Данное универсальное устройство, как правило, имеет компактные размеры и сравнительно небольшой вес.
У мастера не должно возникнуть проблем с их размещением в своей мастерской.
Ручные вальцы, предназначенные для гибки различных металлических заготовок, не имеют электрического привода, а значит, смогут работать практически в любых условиях.
В большинстве случаев такое ручное устройство состоит из металлической прочной станины, а также подающих валец, которые выполнены в виде небольших цилиндров.
Для того чтобы вальцы смогли производить необходимую деформацию заготовки, их дополнительно оборудуют специальной передающей трубой.
Для того чтобы выполнить необходимую работу на таком устройстве, мастер должен приложить определенное физическое усилие, поэтому на больших производствах они не используются.
Более всего удобно работать на вальцах, которые оборудованы электрическим приводом. Металлическая заготовка, которую необходимо погнуть, протягивается через рабочую область при помощи достаточно мощного электрического мотора.
По внешнему виду они отдаленно напоминают ручные модели, отличие состоит в том, что в специальном месте смонтирован электродвигатель.
Электрические вальцы чаще всего и используются на больших предприятиях.
Еще один вид вальцов для гибки заготовок из металла, который используется на промышленных предприятиях, имеет специальный гидропривод.
Они имеют достаточно внушительные размеры и обладают большой мощностью, что позволяет производить работу практически с любым видом заготовок.
Гидроприводные вальцы могут выполнять большой объем необходимой работы за короткий промежуток времени.
Источник: https://genmontage.ru/articles/valcy-dlja-profilnoj-truby-svoimi-rukami-chertezhi.html
Как сделать вальцы трубогиба своими руками
Гнуть металлические трубы под нужным углом или по заданному контуру, желательно без потери прочностных качеств и внутренних рабочих сечений приходится довольно часто. В трубопроводных системах – прекрасная возможность обойтись без лишних соединительных деталей, в конструкционных сооружениях из профильных труб – определенная свобода конструкторской и дизайнерской мысли.
Мы специально ввели этот раздел, чтобы немного остудить природный пыл наших сограждан все делать своими руками: кустарный механический или гидравлический трубогиб, вальцы для него из случайных металлических трубок, и испорченный металлический прокат – развлечение, конечно, достойное для настоящего мужчины, но проще поискать готовые профильные изделия, которые надо просто довести до кондиции.
Для людей, далеких от таких сугубо приземленных тем, поясним:
Трубогиб – механическое приспособление, которое способно гнуть трубы любого размера и конфигурации. Вариантов промышленного исполнения по типу привода всего три:
- ручной: самые простые по принципу действия и сложные в процессе эксплуатации; шаблон конечного прогиба трубы можно менять, а вот физические усилия для выполнения фасонных работ остаются одинаково большими;
- гидравлический: вариант полупрофессионального трубогиба с вальцами из легированной стали, позволяющий вальцевать трубный профильный прокат до 80 мм без потери прочностных свойств трубы, подминаний и растяжек рабочего сечения;
- электромеханический: промышленное станочное производство, на котором выпускается большинство готовых конструкций из трубного проката.
Вальцы трубогиба – просто два круглых в сечении вала из высокопрочного материала, между которыми «прокатывается» обрабатываемый материал (в нашем случае, обыкновенная стльная стальная труба), принимающий заданную форму.
Вопрос смешной, поскольку затрагивает две абсолютно разные сферы: финансовую и психологическую. Многим нашим соотечественникам проще купить готовый трубогиб, не мучиться с расчетом вальцов и нагрузок, а просто взять инструкцию и быстро согнуть все трубы, которые имеются на загородном участке.
Самый важный вопрос, всегда встающий при покупке дорогостоящего оборудования – цена. Для справки сообщим: качественный тр гидравлический трубогиб стоит в диапазоне 22-35 тысяч рублей.
Возможно вся ваша, возводимая из гнутых профильных труб, конструкция (навес, гараж, летняя кухня) оцениваются дешевле.
Ручное трубогнущее устройство с шестью профилями загиба и домкратной тягой обойдется в 9500-12000 рублей.
Согласитесь, если вы не планируете застроить все свои угодья ажурными оранжереями и беседками сложных архитектурных форм, то такие расходы на оборудование явно излишни. Начинает работать наша природная сметка и в итоге традиционный русский ответ: сами сделаем.
Весь сортамент профильных стальных труб, их конструкционные достоинства и сферу применения мы рассматривали отдельно. Сейчас мы их попробуем согнуть своими руками по заданному радиусу конечного изделия.
При этом очень важно не допустить следующих технических дефектов:
- растрескивание; такой металлический профиль придется выбросить;
- сжатие или растяжение поверхностей в точках потенциальной нагрузки на конструктивный элемент;
- деформация исходного профиля, приводящая к нарушению стойкости металла (коррозионной и механической) в узлах гибки и излома несущей конструкции.
Если вы готовы исполнить своими руками агрегат и вальцы для подобных работ – честь вам и хвала. Самый простой кустарный трубогиб с прокатными вальцами от электропривода (годится любой электромотор с редуктором) и прижимным устройством из обыкновенной стальной трубы. Монтируется на обычный автомобильный домкрат и, судя по отзывам, дает качественную арочную продукцию.
Ценим технические находки наших «кулибиных», но рекомендуем покупать уже готовый металлический прокат любой конфигурации или делать его на заказ по своим чертежам и задумкам, особо не утруждая руки и голову.
Источник: http://ogodom.ru/kak-sdelat-valtsyi-trubogiba-svoimi-rukami.html
Самодельный трубогиб для профильной трубы — Трубы и сантехника
Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.
Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт.
Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево.
Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Необходимые элементы конструкции
Схема работы трубогиба весьма незамысловата
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций. Их выбор определяется в основном тем, какими материалами вы располагаете. Чаще всего останавливают свой выбор на трубогибах фронтального типа, конструкция которых включает в себя:
- три ролика (вала), которые должны быть металлическими;
- приводную цепь;
- оси вращения;
- механизм, который будет приводить в движение все элементы приспособления;
- металлические профили, из которых будет изготовлена рама устройства.
Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс. Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.
Трубогиб с использованием домкрата
Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
- обычный домкрат;
- металлические профили и полка, необходимые для изготовления каркаса;
- пружины, отличающиеся высокой прочностью;
- валы в количестве 3-х штук;
- приводная цепь;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
Вариант с перевернутым домкратом
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов. Именно за счет такой ручки создается требуемое крутящее усилие.
Чертежи трубогиба для профтруб
Инструкция по изготовлению трубогиба
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
- На прижимном валу размещают шестерни, подшипники и кольца, которые соединяют с ним при помощи шпонки. Сначала разрабатывается чертеж такого вала, обоймы для подшипников и роликов, затем эти детали вытачиваются, что лучше всего доверить квалифицированному токарю. Всего для данного устройства необходимо сделать три вала, один из которых подвешивается на пружинах, а два других располагаются по бокам.
- Затем в кольцах необходимо просверлить отверстия, которые необходимы для изготовления пазов и нарезания резьбы.
- Теперь необходимо сделать полку, для чего используют швеллер, в котором также сверлят отверстия и нарезают резьбу, требуемые при монтаже прижимного вала.
- Всю конструкцию оборудования после выполнения подготовительных мероприятий необходимо собрать, для чего используют сварку и болтовые соединения. В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
- Следующим этапом является подвешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.
- Последним штрихом является установка домкрата на трубогиб.
Некоторые тонкости выполнения монтажных работ:
- прижимной вал, зафиксированный при помощи шпонок, дополнительно прикручивается к полке;
- монтаж прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно приварены гайки для пружин, после выполнения монтажных работ полка переворачивается и подвешивается на пружины;
- натяжение цепей выполняется при помощи магнитного уголка, который используется в качестве держателя;
- при закручивании звездочек применяются шпонки, которые предварительно изготавливают из гровера;
- приводную ручку для гибочного станка делают с проворачивающейся трубкой;
- домкрат на такое самодельное устройство устанавливают на подвесную платформу, для чего используются болтовые соединения и сварка.
Изготовление гидравлического трубогиба
В интернете можно найти много фото и видео того, как самостоятельно сделать устройство для гибки профильных труб с гидравлическим приводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, нагнетательным устройством и упорами для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
- домкрат гидравлического типа грузоподъемностью не менее 5 тонн;
- башмак;
- ролики в количестве 2–3 штук;
- мощный металлический швеллер;
- пластины из толстого металла и другие детали.
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца.
После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее.
После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.
Трубогиб для профильных труб в готовом и покрашенном виде
Подвижная площадка прижимного валаУстановка валовЦепь с натяжителемВид в сборе
Чтобы самостоятельно изготовить гидравлическое гибочное устройство для профильных труб, фото которого без проблем можно найти в интернете, необходимо выполнить следующие процедуры.
- По чертежу или фото изготавливают конструкцию для монтажа башмака и роликов, а также каркас оборудования.
- На нижнюю платформу крепят металлическую пластину, на которой будет установлен домкрат. После этого такое приспособление закрепляют болтами и устанавливают на него приводную ручку.
- Самое главное — найти подходящие вальцы для профильной трубы, которые должны плотно обхватывать своей рабочей частью. При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
- Для фиксации роликов и башмака используют болты, отверстия для которых выполняются по размерам, обозначенным в чертеже.
Чертеж еще одного варианта трубогиба
Методы гибки труб при помощи самодельного станка
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями.
На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий.
Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:
Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
Полезные советы
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.
Источник: https://trubyisantehnika.ru/samodelnyiy-trubogib-dlya-profilnoy-trubyi.html