- Пайка медных труб твердым и мягким припоем — технология монтажа
- Немного теории перед началом работ
- Алгоритм пайки мягким припоем
- Как еще можно соединить элементы из меди?
- Безопасность превыше всего
- Видео урок №1 — пайка меди мягким припоем
- Видео урок №2 — пайка меди твердым припоем
- Как выполняется соединение медных труб с пайкой и без неё
- Соединение труб при помощи пайки
- Герметичная стыковка медных труб без пайки
- Обязательные правила соединения
- Пайка медных труб в системах водопровода своими руками
- Условия обеспечения прочности
- Подготовка рабочего места
- Общий порядок работ
- Мягкая пайка водопроводных труб
- Твёрдая пайка медных соединений
- Крепёж для медных труб
- Разница между пайкой медни и латуни
- Как правильно паять медные трубы: технология, материалы, нюансы
- Свойства медной продукции
- Технология пайки и этапы работ
- Подготовительный этап
- Выбор необходимых инструментов и материалов
- Припои и флюсы
- Вспомогательные материалы
- Процесс и методы пайки
- Как правильно паять медь газовой горелкой
- Техника пайки паяльником
- Низкотемпературная пайка
- Высокотемпературная пайка
- Достоинства сварного метода соединения
- Меры безопасности
- Пайка медных труб своими руками
- Планирование работы
- Паяльные материалы и инструменты
- Подготовка металла
- Нанесение флюса
- Соединение элементов
- Очистка и осмотр стыков
- Как паять медные трубы: описание процесса пайки трубок из меди, рекомендации по использованию припоя и флюса
- Инструменты и материалы
- Виды припоя
- Флюс для пайки
- Как паять медные трубы
- Полезные советы
Пайка медных труб твердым и мягким припоем — технология монтажа

Когда человек берется за обустройство собственного дома, то естественно старается сделать все по высшему разряду. При этом существует всего два пути реализации задуманных идей: выполнить работу силами привлеченных профессионалов или же все сделать исключительного самому.
Причем второй вариант является не только попыткой сэкономить на услугах специалистов. Есть люди, которые считают, надо заметить часто очень справедливо, что выполнить работу идеально может только человек собственноручно.
А даже, если принцип «все делаю сам» продиктован исключительно финансовыми соображениями, то ничего зазорного в этом нет. Более того, вызывают уважение люди, которые берутся за выполнение сложной и высокотехнологичной работы. В качестве примера может быть рассмотрена пайка медных труб.
Стоит лишь добавить, что актуальность подобной темы продиктована большой популярностью медных трубопроводов при устройстве водопроводных или отопительных систем.
Немного теории перед началом работ
Для начала стоит отметить, что мнение о неподъемной дороговизне медного трубопровода для обычного домовладельца является сильно гиперболизированным. Да, медные коммуникации нельзя назвать бюджетным вариантом, если сравниваться с трубами ПВХ, но с другой стороны, если рассмотреть прочностные характеристики и надежность соединений, то сравнение однозначно будет в пользу меди.
Итак, нас интересует соединение медных труб при устройстве, скажем водопровода с точки зрения самостоятельного исполнения. Прежде чем приниматься за работу стоит понять несколько важных вещей:
- В подавляющем большинстве используются трубы с резьбой 3/8», а также 3/4» в диаметре.
- Номинальный диаметр в любой ситуации меньше на 3,2 мм величины наружного диаметра.
- В работе могут задействоваться медные трубы со стенками различной толщины, что обозначается соответствующими индексами: K, L, M. Кроме того существует разделение этих изделий на жесткие и мягкие.
Спешим заверить, что чего-то экстраординарного и дорогостоящего приобретать не придется.
Все, что вам потребуется для проведения работ по пайке меди
Технология пайки медных труб в стандартном исполнении подразумевает использование элементов, которые без труда можно обнаружить в собственных запасах. Ну, на крайний случай придется посетить ближайший магазин сантехники. Итак, чтобы выполнить правильный монтаж медных труб своими руками нужно приготовить:
- Припой – существует в виде специальных прутков или проволоки. Его температура плавления является более низкой чем у меди, что и позволяет его использовать для соединения медных труб путем нагревания.
- Щетка стальная – функциональное предназначение состоит в очистке труб снаружи, а фитингов изнутри при подготовке к пайке. Как альтернатива может быть применена мелкозернистая шлифовальная шкурка, но в этом случае процесс будет более трудозатратным.
- Паяльный флюс – покрытие труб и фитингов в процессе подготовки к пайке.
- Кисть– нанесение флюс-пасты.
- Шкурка– зачистка поверхностей .
- Пропановая горелка небольшого размера на пару со сварочным механизмом переключения. Ее используют для нагрева труб и фитингов в процессе соединения.
- Жаропрочная прокладка.
- Медная труба.
- Фитинги.
Из приведенного перечня самым специфическим предметом является газовая горелка. Современный рынок предлагает их в различных вариациях: простые, с пьезоподжигом, для разных типов газовых баллончиков.
Пайка медных труб твердым припоем – это альтернативный способ соединения труб, обеспечивающий высокую прочность шва. В качестве присадки используются сплавы твердой пайки BCuP или BAg.
Именно они обеспечивают надежность паяного соединения.
Но согласно СНиП такой припой обязателен в первую очередь при ремонте холодильного оборудования или кондиционеров, а для коммуникаций достаточно использовать мягкий припой, к примеру, олово.
Работа будет производиться максимально эффективно, если под рукой будет пусть недорогая, к примеру, польского производства, горелка, но с пьезоподжигом. Приобретение брендовой модели, но без этой функции – ошибка.
Припой используем аккуратно — его не должно быть слишком много
Алгоритм пайки мягким припоем
Щеточкой зачищается внутренняя часть соединения. Затем, шкуркой до красивого медного блеска доводится наружная поверхность. После этого кисточкой наносится флюс-паста и наружу, и внутрь соединений, которые затем вставляются друг в друга.
Флюс паста используется при пайке мягким припоем
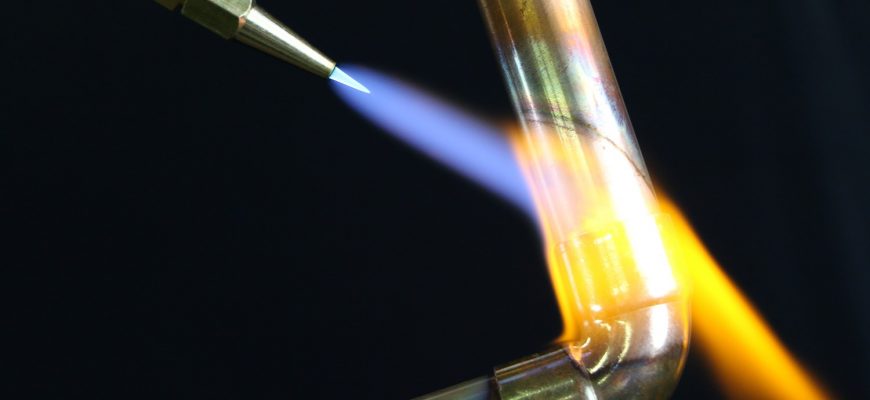
Далее следует работа с открытым огнем – ключевое внимание на безопасность выполнения работ. Поджигается горелка и разогревается место соединения.
Припоем проводится по краям соединений. При этом нет необходимости в обработке припоем по всему периметру соединения, если в работе оловянный припой, то достаточно ним обработать, лишь половину периметра. Олово имеет свойство впитываться внутрь соединения.
Возможные ошибки при пайке:
- Перед тем как правильно паять медные трубы нужно четко понимать, что температура пламени горелки достигает 1000°C. Важно не передержать соединения в эпицентре пламени. Для разогрева достаточно 15-20 секунд.
- Нельзя забывать о защите предметов от жары в том месте, где выполняется пайка. Особенный акцент должен быть сделан на удалении горючих и легковоспламеняющихся веществ.
- Часто недооценивается значение обеспечения достаточной вентиляции в рабочей зоне. Окна и двери должны быть открытыми, при необходимости можно включить вентилятор.
При пайке медных соединений важно не перегреть место спайки
Как еще можно соединить элементы из меди?
Возможно альтернативное классической пайке соединение медных труб фитингами, которые могут быть двух видов:
- Обжимные – производятся из латуни. Внутри такого фитинга имеется обжимное кольцо, обеспечивающее герметичность соединения.
- Капиллярной пайки – отличаются по внутреннему диаметру от внешнего показателя на 0,1-0,15 мм.
Применение фитингового способа соединения труб из меди впоследствии может обеспечить дополнительные преимущества, а именно возможность полной рекуперации. То есть подвергшиеся замене медные элементы при определенных условиях могут быть вторично использованы.
Безопасность превыше всего
Монтаж медных труб не может быть выполнен при обустройстве кухни, то есть для удовлетворения питьевых нужд. При контакте меди с хлором, содержащимся в водопроводной воде, образуются вредные для организма соединения. Если же речь идет о таком источнике водоснабжения как скважина, то ограничений никаких абсолютно нет.
Такие красивые аккуратные швы должны получиться в результате
Конечный результат пайки медных труб – плотный красивый шов, но его благонадежность нужно проверить. Если пайка выполнялась в рамках устройства водопроводной системы, то ее просто нужно наполнить водой, создав максимальное рабочее давление. При этом не нужно спешить, необходимо дать шву полностью остынуть, иначе он просто растрескается от резкого перепада температур.
Видео урок №1 — пайка меди мягким припоем
Видео урок №2 — пайка меди твердым припоем
Источник: https://aqua-rmnt.com/uchebnik/svarka/pajka-mednyx-trub.html
Как выполняется соединение медных труб с пайкой и без неё

Содержание:
Даже с учетом того, что полимерные трубы применяются все чаще, металлические изделия все еще пользуются немалым успехом. Как правило, в качестве металла используется медь, латунь и сталь. В лучшую сторону по показателям устойчивости к коррозии и высоким температурам отличается медь. Собственно, о соединении медных труб, и пойдет речь в этой статье.
Даже несмотря на то, что медные трубы отличаются своей дороговизной, учитывая все характеристики материала, их применение является довольно-таки оправданным.
В первую очередь, перед соединением медных труб, стоит определиться с тем, как их соединять, методом пайки или иным способом.
Соединение труб при помощи пайки
Рассмотрим соединение медных трубок фитингами с последующей пайкой, которая бывает низко- и высокотемпературной. При первом методе пайка осуществляется при температуре 300 ºC. Второй метод используется при обустройстве систем с высокими нагрузками в промышленных целях.
В качестве соединителей для медных труб выступают муфты, дополнительно нужен оловянно-свинцовый припой и флюс.
Технология пайки труб будет следующей:
- В первую очередь отрезают трубу определенных размеров. Процесс этот должен производиться аккуратно, с учетом размеров имеющихся фитингов.
- Концы труб должны быть осмотрены – не должно быть каких-либо дефектов, таких как сколы, трещины или заусенцы. Если их не устранить, то будут проблемы с герметичностью соединения после выполнения всех работ.
- После того, как убедились, что торцы очищены, можно начинать соединение. В связи с тем, что соединяться будет несколько труб, и они могут быть с различными сечениями, то и фитинги должны быть подобраны соответствующим образом.
- Далее окончание трубы и внутренние стенки муфт следует обработать флюсом, который обезжирит поверхности для получения максимально качественного соединения.
- Теперь конец трубы продевают в соединитель медных трубок и нагревают. Его нужно подобрать так, чтобы сечение было больше сечения трубы на 1-1,5 см. Прогревают трубы газовой горелкой. Зазор между трубой и соединительной муфтой заполняют расплавленным припоем. В настоящее время на рынке можно найти любой тип припоя под свои нужды, так что с выбором не должно возникнуть каких-либо проблем.
- После равномерного распределения припоя по окружности, стыкуемые детали нужно оставить, пока он полностью не затвердеет.
- На финишном этапе нужно проверить соединители для медных труб и всю систему, запустив в нее воду. В этот момент проверится не только система, но и выполнится очистка ее от остатков флюса, который со временем может становиться причиной коррозии металла.
Герметичная стыковка медных труб без пайки
Дополнительно стоит отметить, что, невзирая на то, что соединение труб пайкой считается наиболее надежным методом в большинстве случаев, все же встречаются ситуации, когда таким способом воспользоваться не представляется возможным. В таких случаях можно прибегнуть к соединению медных трубок без пайки. Потребуются специальные фитинги, которые обеспечат надежное соединение благодаря зажимному эффекту, который образуется при резьбовом соединении.
В данном случае соединение производят в такой последовательности:
- Сначала рассоединяют фитинги, которые, зачастую, имеют две составные части.
- Один из элементов надевают на трубу. Как правило, это гайка и зажимное кольцо.
- Далее в фитинг продевают трубу и затягивают гайку.
Стоит отметить, что перед тем как соединить медные трубки без пайки, стоит осознать все риски, так как качественное соединение получить довольно сложно. Минимальные перекосы соединяемых деталей не допускаются вообще, в противном случае технология грубо нарушается.
Чтобы резьбовое соединение получилось предельно герметичным, его желательно дополнительно уплотнить специальными нитями. При этом стоит следить, чтобы они не оказались с внутренней стороны трубы, так как впоследствии вода может не проходить по системе должным образом.
Обязательные правила соединения
При любом типе соединения перечень проводимых работ будет выглядеть таким образом:
- Соединяемые труб должны быть выполнены из одного и того же металла. В случае, если вы собрались соединять медную трубу с трубой из любого другого материала, вы должны определиться с нужным методом соединения. К примеру, для стыковки труб из меди и поливинилхлорида способ пайки использовать нельзя.
- При соединении медной трубы со стальной, медную трубу следует располагать после стальной.
- Во время затягивания резьбового соединения нужно быть крайне осторожным, особенно, если в вашем распоряжении трубы с тонкими стенками.
- Чтобы правильно определиться с количеством необходимого припоя, кусок проволоки должен иметь длину окружности спаиваемой трубы.
- Для прогрева труб лучше всего подойдет специальная горелка. Можно, конечно, использовать и простую паяльную лампу, но в данном случае нужно быть готовым, что место стыка перегреется, а весь рабочий процесс несколько усложнится.
- Не секрет, что медные трубы являются довольно затратным материалом. В этой связи еще до проведения работ не будет лишним осуществить предварительные просчеты объема необходимого материала. Вместе с тем, помните, что все соединительные детали также обладают своими размерами, так что и их нужно учитывать.
В завершение не лишним будет отметить, что соединение труб из меди технологически является процессом средней сложности.
Если вы занялись такими работами впервые, то нужно быть готовым к тому, что могут возникнуть некоторые нюансы.
Чтобы разобраться в процессе, и получить о нем как можно большее представление, не лишним будет получить консультацию у профессиональных рабочих, или, как минимум, ознакомиться с имеющимися видеоматериалами.
Источник: https://trubaspec.com/soedinenie-trub/kak-vypolnyaetsya-soedinenie-mednykh-trub-s-paykoy-i-bez-neye.html
Пайка медных труб в системах водопровода своими руками

Медь — один из самых легкодоступных металлов, который широко используется в промышленности и системе жилищно-коммунального хозяйства. Пайка медных труб — это соединение с использованием фитингов, с применением жёсткой и мягкой пайки. Технология известна с древних времён, а сегодня особенно актуальна — с применением современных материалов для пайки.
Условия обеспечения прочности
Одним из условий герметичности и прочности паяных изделий является соответствующая ширина паяного соединения. Для обеспечения этого условия используются специальные устройства разъёмов, двухконечных колен, колпачков, тройников. Медь может паяться:
- мягкими припоями (температура плавления ниже 450 C);
- твёрдыми припоями (температура плавления выше 450 C).
Типы припоя, используемые на медных водопроводных трубах:
- 40 процентов свинца / 60 процентов олова, например ПОС-61;
- 95 процентов олово-сурьмы / 5 процентов свинца;
- 50-процентный свинцовый припой рекомендуется на линиях сплава меди, которые не должны использоваться для питьевой воды;
- бессвинцовый припой, для труб, используемых в водоснабжении.
Подготовка рабочего места
Пайка медных труб своими руками должна проходить после подготовки рабочего места, а работу надо начинать с того, чтобы правильно подобрать инструмент для пайки медных труб и сопутствующие материалы.
Необходимые инструменты для пайки:
- Медный резак.
- Металлическая щётка.
- Трубогиб.
- Абразивная ткань.
- Пастообразный флюс.
- Бессвинцовый припой.
- Перчатки.
- Защитные очки.
Монтаж пайки соединений в установках осуществляется с использованием соответствующих горелок с пропановым воздухом или ацетиленовым кислородом.
Температура пламени пропан — воздух составляет около 1900 C, а ацетиленового кислорода составляет около 3100 градусов.
Высокая температура пламени оксиацетилена, с одной стороны, ускоряет процесс нагрева до температуры пайки, с другой стороны, создаёт опасность недопустимого плавления поверхности труб.
Инструмент для пайки, в частности, колпачок горелки, является критическим фактором, влияющим на качество.
Таким образом, даже нагрев со стандартной горелкой, несмотря на очень высокую теплопроводность меди (411 Вт/м * К), может быть затруднён, особенно в местах, которые не позволяют перемещать паяльник.
В таких ситуациях гораздо выгоднее использовать горелки с колпачками, которые равномерно нагревают область пайки.
Общий порядок работ
Перед тем как спаять медные трубки, вначале отрезают точную её длину, с помощью резака или ножовки.
Если использовалась ножовочная пила, для обеспечения ровного разреза её следует обработать напильником либо удалить все внутренние и внешние заусенцы с помощью развёртки или другого инструмента для обработки острых кромок. Если трубка некруглая, её нужно довести до истинного размера с помощью инструмента для калибровки.
Области поверхности трубопровода должны быть чистыми и свободными от загрязнения маслом, жиром или оксидом.
Они могут быть правильно очищены путём чистки щёткой из нержавеющей стали или обработкой наждачной тканью.
Если на ней присутствует жир, необходимо очистить её растворителем, а также удалить все посторонние частицы, такие как наждачная пыль, протерев участки сухой тканью. Поверхность стыка должна быть очень чистой.
Технология нанесения флюса обеспечивает равномерность на концах труб и внутри фитингов. Она предотвратит окисление меди при нагревании, когда она будет достаточно горячей, чтобы припаяться. Не нужно использовать большое количество флюса, так как это приведёт к коррозии внутри трубы.
Весь лишний флюс удаляется хлопчатобумажной тканью. Нельзя работать с ним голыми руками, так как его химические вещества являются вредными для кожи. Как только фитинг или трубы будут установлены в схеме, надо начинать паять с верхней части шва, и как только он станет нагреваться, припой растечётся до самого конца соединения. В этот момент нужно держать факел паяльника подальше от трубы.
Сварка пропановой горелкой идеально подходит для небольших работ, в то время как ацетилен используется для труб размером более 3 / 4 дюйма. Перед сваркой нужно убедиться, что давление внутри трубы отсутствует.
Нельзя выполнить процесс припайки, когда вода находится в ней. Необходимо слить воду и дождаться, пока она высохнет полностью.
Нагрев трубы перед пайкой проводится с обеих сторон, медленным поворачиванием факела вокруг соединения для равномерного распределения огня, пока припой полностью не соприкоснётся со швом.
Латунные фитинги требуют дополнительного тепла. Пламя устанавливается на среднем или высоком уровне для получения достаточной температуры плавления. Если пламя настроено правильно, оно будет гореть разными оттенками синего.
Чрезвычайно горячие температуры находятся за видимыми участками пламени. Вставляют конец флюсованной трубки в фитинг, поддерживают конструкцию, чтобы обеспечить правильное выравнивание, пока сплав для пайки не затвердеет.
После этого удерживают шов в течение нескольких секунд (или более) -в зависимости от его размера. Теперь домашняя сборка готова к пайке. Для большинства работ с использованием кислород — ацетиленовых газов следует применять науглероживание или нейтральное пламя, которое имеет чётко выраженный внутренний конус.
Нужно избегать окисляющего пламени. Избыток ацетилена удаляет поверхностные оксиды из меди. Она будет яркой, а не тусклой или почерневшей из-за неправильного окисляющего факела.
Пайка с воздушными / ацетиленовыми факелами является популярной альтернативой кислородному. Поток топливного газа всасывает воздух в смеситель, он начинает вращаться для улучшения сгорания и повышения температуры пламени. Начинают нагрев трубки, сначала применяя факел в точке, расположенной непосредственно рядом с фитингом.
Распределять пламя нужно попеременно вокруг трубки и фитинга, пока оба не достигли температуры пайки перед нанесением паяльного наполнителя. Когда используется флюс, нагревать трубку нужно до тех пор, пока поток не пройдёт «барботирующий» диапазон температур, режим станет тихим, а сплав жидким и прозрачным, похожим на чистую воду.
Только после того, как базовые металлы будут нагреты до температуры пайки, техник может добавить металл — наполнитель. В это время пламя можно мгновенно обнаружить на кончике наполнителя, чтобы начать процесс плавления.
Всегда нужно держать оба фитинга и трубки нагретыми, играя пламенем над трубой и фитингом, когда сплав для припоя втягивается в соединение. Припайный сплав будет диффундировать и полностью заполнить все области шва оцинковки.
Далее нужно прекратить подавать сплав припоя после заполнения зоны сварного соединения. Избыточный припой не улучшает качество или надёжность пайки и представляет собой отходы материала.
Все остатки флюсов должны быть удалены для проверки и испытания под давлением. Сразу после того как сплав для пайки установлен, нужно закалить и удалить остатки флюса.
При необходимости используется наждачную ткань или проволочную щётку.
Мягкая пайка водопроводных труб
Для пайки труб диаметром менее 28 мм из-за возможности перегрева материала и повреждения поверхности трубы, используется только мягкий припой для пайки медных труб.
Подготовка стыка для пайки и мягкой пайки по существу такая же, как и в общих случаях: резка труб, удаление заусенцев по краям, расширение концов труб (если соединители не используются), очистка поверхности трубы в точке соединения и применение флюса.
Наиболее рекомендуемыми связующими для мягкой пайки медных установок являются свинцово- оловянные припои.
Следует отметить, что по санитарным соображениям припой, содержащий кадмий и свинец, не допускается использовать в установках для питьевой воды. В этом случае используются олово — медный (S — Sn97Cu3) и оловянно — серебряный (S — Sn97Ag3) припой.
Часто для пайки мягких медных установок используются флюс или разъёмы с зажимным припоем с флюсом.
Прочность на сдвиг паяных соединений с мягким припоем обычно не превышает 50 МПа и значительно уменьшается при повышении температуры, что приводит к ограничению использования мягких припоев для установок, работающих при температурах до 110 C.
В дополнение необходимо использовать паяльный поток, который растворяет оксиды с поверхности паяных элементов и защищает от повторного окисления во время пайки. Флюсы для мягкой пайки обычно представляют собой пасту, гель или жидкость, которые после пайки должны оставаться неагрессивными, а в случае установок для питьевой воды — нетоксичными, шлаками, легко моющиеся холодной водой.
Твёрдая пайка медных соединений
Для спайки твёрдых медных установок рекомендуется использовать медно — фосфорное связующее с добавлением серебра, что улучшает пластические свойства припоя. Рекомендуется использовать серебряные связующие вещества Ag — Cu — Zn или Ag — Cu — Zn — Sn.
Экономичным является использование оловянно — фосфорных припоев из-за относительно низкой цены по сравнению с серебряными припоями.
Дополнительным преимуществом этих припоев является исключение необходимости использования флюса, поскольку фосфор обеспечивает восстановление оксидов меди, покрывающих паяный металл.
В других случаях поток флюса с соответствующей активностью следует использовать при температуре пайки, в зависимости от температуры плавления припоя. Флюсы для пайки могут быть в форме пасты, порошка, суспензии. На рынке также имеется флюс, содержащий пайку, или в виде покрытия или в сердечнике припоя. Тогда нет необходимости применять дополнительный поток к паяным поверхностям.
Прочность припаянных медно — фосфорных припоев составляет около 120 МПа, а серебряные припои около 170 МПа, поэтому она в несколько раз превышает прочность соединений, изготовленных с использованием оловянных припоев, о температуре плавления которых можно узнать здесь.
Крепёж для медных труб
Трубные хомуты крепко упирают трубы в стену, опорную балку или другую конструкцию. Эти зажимы обычно представляют собой один кронштейн с двумя отверстиями для крепления на твёрдую поверхность или гибкую металлическую полосу с отверстиями, пробитыми каждые несколько сантиметров. Для любого типа зажима необходимо крепление к стене или балке.
Есть несколько типов крепёжных элементов на выбор:
- зажимы для трубы из меди;
- гвозди;
- винты и болты;
- пластиковые зажимы и крепёжные детали;
- альтернативные крепёжные детали.
Такие трубы обычно требуют зажимов, так как использование того же типа металла уменьшит условие возникновения коррозии от низких электрических токов, создаваемых при соединении разных металлов.
Медь обеспечивает гибкий зажим, который позволяет трубам расширяться и сжиматься в разных погодных условиях.
Зажимы для труб доступны в формованных C — образных конструкциях или в гибких полосках из меди с фиксаторами, пробитыми вдоль полосы. Любой тип допустим для медной сантехники.
Гвозди вставляют с обеих сторон зажима трубы и закрепляют на месте, чтобы укрепить фиксатор на стене или на другой поверхности. Лучше всего они подходят для дерева, но могут использоваться с гипсокартоном и открытым сайдингом.
Важно использовать цинковые гвозди, чтобы избежать коррозии головки гвоздя с течением времени. Установка крепежа требует осторожности. Трубы из меди легко сгибаются, и пропущенный удар с помощью молотка может её повредить. Перед проведением пайки лучше начать с видеоурока, где продемонстрирована правильная технология.
Винты и болты являются ещё одним вариантом крепления хомутов. Винты требуют использования свёрла, но намного крепче, чем гвозди.
Винты хорошо работают в древесине, но также могут быть установлены в бетонные или другие твёрдые поверхности. Некоторые хомуты для труб обвязывают с использованием болтов. Как правило, болты поставляются с зажимами.
Лучше использовать оцинкованные винты и болты, чтобы уменьшить вероятность того, что они со временем будут коррозировать .
Можно использовать пластиковые зажимы и крепёжные детали с медными трубами. Пластик не будет коррозировать на медной поверхности и удерживается так же плотно, как и медные зажимы.
Также применяются пластиковые застёжки-молнии для соединения трубы с другой поверхностью. Это особенно полезно, когда нецелесообразно использовать медный трубный зажим с гвоздями или винтами, например, при соединении нескольких труб.
Пластиковые застёжки-молнии поставляются в самых разных размерах для любого применения.
Разница между пайкой медни и латуни
Пайка — удобный инструмент, когда речь идёт о ремонте сантехники в ванной комнате. Пайка не является однотипной операцией, а в разных случаях требуются другие технологии. В частности, пайка латунных труб может быть более сложной, чем пайка меди, так как латунные фитинги требуют более высоких температур.
Основной процесс соединения латунных или медных водопроводных труб по существу тот же, однако большая разница между медью и латунью заключается в том, что латунь требует гораздо больше тепла для правильной работы припоя.
На самом деле, придётся нагреть металл в пять или шесть раз больше, чем медь, чтобы она достигла точки, в которой расплавится припой.
Это потребует более высокой температуры от факела, больше времени, подачи тепла к металлу, и пристального внимания за поведением пламенем со всех сторон.
Латунные трубы несколько необычны, поэтому перед началом пайки нужно следить, чтобы давление внутри пайки не накапливалось, а свободно удалялось в окружающую среду.
Опыт говорит о том, что пропановые горелки недостаточно горячие, чтобы работать с латунью. Вместо этого при работе с латунью используют особый газ, представляющий собой смесь метилацетилена и пропадиена, которая достигает более высокой температуры, чем пропан. Не нужно скупиться на использование флюса или паяльной пасты, когда нужно монтировать трубы.
Источник: https://obrabotkametalla.info/payat/pajka-mednyx-trub-v-sistemax-vodoprovoda-svoimi-rukami
Как правильно паять медные трубы: технология, материалы, нюансы

Трубопроводы из меди используются в самых различных бытовых и промышленных областях. Этот материал прост в монтаже, а также весьма долговечен, что делает его особенно привлекательным при монтаже многих инженерных систем.
Трубопроводы, использующие в основе медь, используются в водопроводных системах, газо- и нефтепроводах. Они состоят из нескольких металлических элементов, требующих надежного соединения.
Именно пайка медных труб, выполненная с полным соблюдением технологии, обеспечивает качественное, герметичное присоединение составных частей.
Прежде чем запаять медную трубку своими силами, подготавливаются необходимые инструменты и материалы. Самостоятельный ремонт будет стоить намного дешевле, чем привлекать специалиста. Имея дома небольшой комплект инструментов, можно значительно сэкономить семейный бюджет.
Свойства медной продукции
Промышленность выпускает два типа трубных изделий из меди (не менее 95% основного материала): отожженного типа, не отожженные. Технология пайки медных труб зависит именно от их вида и использует соответствующее оборудование.
Отожженные изделия проходят после формовки финальную термическую обработку при +600-700 °С. Она восстанавливает эластичные свойства, а также способствует повышению их характеристик – они могут выдерживать давление замерзшей воды.
При этом их прочность заметно понижается при увеличении температуры нагрева. Пайка медной трубы зависит от ее физических свойств. Не отожженные изделия выпускаются мерными штангами длиной 3, а также 5 м, отожженные – бухтами, содержащими трубы по 25 либо 50 м. Чтобы правильно припаять медную трубку в домашних условиях, рекомендуется просмотреть видео, объясняющее, как припаять элемент.
Технология пайки и этапы работ
При монтаже бытовых систем, предполагающих пайку медных трубок твердым припоем, может применяться и мягкий материал. Область соединения прогревается до +250-300 °С, что позволяет припою равномерно растекаться по поверхности. При этом не допускается длительное воздействие данных температур на материал.
Использование мягкого спаивания предусматривает возникновение капиллярного эффекта. Припой равномерно растекается на всей обрабатываемой области вне зависимости от ее положения. Между фитингом и трубкой максимальный зазор рекомендуется выдерживать не более 0,1-0,15 мм. Именно эти значения обеспечат надежную фиксацию соединения при использовании припоя.
Технология паяния методами, которые используют низкотемпературное воздействие, применяется наиболее широко.
Он используется при монтаже комплексов отопления и водопроводов, которые эксплуатируются при температуре до +110 °С.
Процесс пайки медной трубы высокотемпературным методом использует твердые припои, а также применяется в сетях, предназначенных для высокого давления, с повышенными термальными нагрузками.
Подготовительный этап
На первоначальном этапе выполняется подготовка рабочего места для пайки медных труб, а также расположение необходимого инструмента и приспособлений. Обязательно наличие зажимов либо вспомогательных приспособлений.
Соединение спаиваемых деталей должно иметь плотное прилегание. Края спайки медных труб обязательно обрабатываются напильником, абразивом либо шлифовальной шкуркой для создания ровного среза.
Данная операция проводится как с внешней поверхностью, так и с внутренней трубной частью.
Выбор необходимых инструментов и материалов
Выполнение трубных соединений из меди предполагает использование определенного оснащения. К нему относится паяльник для медных труб либо горелка, соответствующий припой и флюс, механический труборез, приспособление для снятия фасок, разнообразные детали для соединений (фитинги), а также вспомогательное оборудование.
Инструменты, необходимые для пайки, не отличаются высокой стоимостью и требуют всего лишь небольшой практики для использования. Перед началом основных работ желательно провести небольшую тренировку на обрезках для получения необходимых навыков. Это предоставит возможность освоить технологию со всеми нюансами выполнения ремонта.
Припои и флюсы
Для надежного соединения трубочек из меди применяют специальный припой для спаивания, а также флюс для обезжиривания области соединения.
Этот состав обеспечивает прочное и герметичное соединение соединяемых участков. При использовании твердого и мягкого припоев в быту применяются составы с оловом, содержащие висмут, медь, серебро, сурьму.
Наиболее качественными считаются соединения с серебром, однако они имеют высокую стоимость.
Вспомогательные материалы
Пайка медных труб невозможна без использования дополнительных принадлежностей. К главным элементам относится труборез либо ножовка с полотном по металлу. Для точного позиционирования изделия используется плотницкое стусло.
Для зачистки кромок применяются ершики, а также щетки, шлифовальная шкурка. С ее помощью обрабатываются как внутренние края изделия, так и внешние. Регулировать необходимый температурный режим можно феном, направляя струю горячего воздуха в рабочую область.
Процесс и методы пайки
Ремонт трубопроводных комплексов предполагает использование системы при термических нагрузках до +110 °С. При этом соединение элементов выполняется при значениях гораздо больших данного значения – +250-300 °С.
Именно за счет пайки медных труб своими руками при данных температурах герметично соединяет стыковочные детали.
Использование обычного паяльника недостаточно для промышленных ремонтов, поэтому на производстве применяются газовые горелки.
На начальном этапе соединяемые элементы закрепляются, подготавливаются их соединяемые кромки. После обработки флюсом выполняется спаивание соединяемых частей. По окончании процесса место скрепления остужается, защищается для удаления остатков флюса.
В зависимости от технологических особенностей выполняется низкотемпературное спаивание либо высокотемпературное воздействие на деталь. Эта разница заключается в использовании термической обработки до +250 °С или же выше данного значения.
Как правильно паять медь газовой горелкой
Ремонт трубопроводов в домашних условиях производится специальными горелками ручного типа, создающими воздушный поток достаточно высокой температуры (порядка +1100 °С). Качественный инструмент имеет специальный вентиль для регуляции длины пламени, а также функцию пьезоподжига. К примеру, пайка радиатора кондиционера с таким оснащенным прибором выполняется легко и быстро.
При использовании полупрофессиональных, а также бытовых моделей следует внимательно относиться к температурным показателям и вовремя отключать прибор. Эти элементы не предназначены для длительного использования.
Техника пайки паяльником
Перед тем как спаивать медные трубки паяльником следует зачистить соединяемые области. По завершении механической обработки наносится флюс при помощи кисточки, и детали соединяются.
Небольшое прокручивание позволит материалу равномерно распределиться по поверхности. Для закрепления медных труб используется паяльник. Электропаяльником обрабатываются скрепляемые участки для равномерного распределения припоя.
По окончании процедуры соединяемый участок охлаждается и освобождается от излишков флюса.
Низкотемпературная пайка
Выполнение спаивания изделий из меди методом низкотемпературного метода производится пропановыми горелками. Чтобы понять, как правильно проводить пайку медных трубок с их помощью, следует ознакомиться с технологическим процессом.
Температурный нагрев места соединения достигает порядка +2500 °С. Контактируемый участок находится в постоянном движении, что предоставляет возможность его равномерного прогревания.
Использование капиллярного эффекта значительно ускоряет процесс и делает его более качественным.
Высокотемпературная пайка
Данный метод используется при показателях температуры порядка +7000-9000 °С. Пайка медных трубок осуществляется газовыми горелками в любом пространственном положении. При этом теплота равномерно распределяется по всему обрабатываемому участку. При температурной разнице соединяемых элементов припой перемещается к основному источнику теплоты, минуя соединительный зазор.
Достоинства сварного метода соединения
Выполнив пайку медных трубок своими руками с соблюдением технологии, соединению можно обеспечить высокую долговечность и прочностью. При этом соединения весьма доступны и просты в эксплуатации.
Перед тем как спаять медные трубки в бытовых условиях, рекомендуется ознакомиться с технологией работ. Трубкой, спаянной в домашних условиях, можно надежно пользоваться десятилетиями.
Использование разнообразных сварочных режимов предоставляет возможность для выбора приемлемых условий сварного соединения.
Меры безопасности
Спаивание трубопроводов из меди требует соблюдения мер безопасности как при использовании электроинструмента, так и при работе с газовым оборудованием. Заранее позаботьтесь об элементарных средствах пожаротушения, защитной амуниции. В месте проведения работ следует оборудовать хорошую вентиляцию. Любые работы необходимо проводить исключительно в соответствующей спецодежде.
Источник: https://oxmetall.ru/pajka/kak-pravilno-payat-mednye-trubi
Пайка медных труб своими руками

Растущая популярность медных водопроводов объясняется очень просто. Всем известно, что вода, подаваемая централизованно в жилища, содержит некоторое количество хлора.
Хлор — сильный окислитель, но он не разрушает медные трубы, а даже, наоборот, со временем укрепляет их стенки, образуя прочный тонкий слой патины.
Кроме того, медь обладает бактерицидными свойствами и является природным долговечным материалом, совершенно безопасным для человеческого здоровья.
Полностью медные водопроводы сейчас делают редко из-за высокой цены, но они всё-таки встречаются. Если учесть, что срок службы подобных инсталляций сто и более лет, то такие проектные решения не покажутся расточительными.
Да, качественная фурнитура и трубы на рынке имеют небюджетные ценники, но всегда можно сэкономить на монтаже — пайка меди в домашних условиях не самая сложная вещь для начинающих.
При соблюдении определённых правил несложно делать безопасные и герметичные соединения.
Существует два вида пайки: низкотемпературная и высокотемпературная. Первая применяется в случаях, когда температура теплоносителя не превышает 110 °C и осуществляется мягкими припоями. Вторая — используется в сетях с высоким давлением или очень горячим содержимым, чаще всего для труб большого диаметра.
В домашних сетях её встретить трудно, основное применение — в промышленности. Каким способом воспользоваться — выбор домашнего мастера. Но стоит обратить внимание на то, что высокотемпературный метод потребует профессиональной горелки и хороших навыков исполнителя.
Ниже речь пойдёт о низкотемпературном способе соединения труб с помощью фитингов.
Планирование работы
Хорошее планирование — залог успеха. Нужно иметь полное представление об объёме и содержании работ, где должны проходить трубы и какие фитинги потребуются. В новом строительстве сборку и соединение трубопроводов производить сравнительно легко.
Реконструкция или ремонт требуют значительно больших трудозатрат, так как трубы обычно скрыты за отделкой. Как правило, требуется удаление декоративных покрытий.
После того как водопровод будет завершён и проверен на герметичность, придётся восстанавливать все поверхности, пострадавшие от демонтажа.
В любом случае, будь это новое строительство или ремонт, все работы начинаются с проекта, который поможет определиться с количеством и особенностями соединений. Приобретая материалы для выполнения проектной задачи, не стоит забывать, что небольшой запас в них будет совсем не лишним.
Например, если для монтажа новой линии холодной воды требуется три метра полдюймовой трубы, два колена и клапан для крана, полезно будет купить чуть больше трубы и несколько соединителей сверх необходимого количества.
В случае если что-то пойдёт не так, дополнительные детали будут под рукой, и не нужно будет прекращать надолго работу ради покупки недостающих мелочей.
Паяльные материалы и инструменты
Если это дебют, то без приобретения нескольких полезных инструментов не обойтись. Скорее всего, это будут приспособления для зачистки, резак для труб и пропановая горелка. Другие инструменты, такие как дрель с набором свёрл, рулетка, тряпки или салфетки, пульверизатор с водой, защитные очки и перчатки, скорее всего, всегда будут в наличии.
Специализированные сантехнические приспособления помогают добиться профессионального качества исполнения соединений.
Например, ничто не мешает разрезать трубу обычной ножовкой, но результатом может быть грубый, с неровными краями торец. Предназначенный для этого резак позволяет сделать хорошо совместимое чистое соединение.
Приблизительный список материалов и приспособлений, о которых стоит позаботиться загодя, выглядит так:
- пропановая горелка;
- труборез;
- щётки для зачистки;
- пламезащитный коврик;
- пламеотражатели;
- лоскуты шерсти или синтетической ваты;
- припой;
- флюс;
- защитные очки и перчатки;
- огнетушитель.
Подготовка металла
Отмерить, отрезать и состыковать все части между собой в проектном положении. Такой подход позволяет избежать необратимых ошибок перед пайкой. Убедиться, что ничто не мешает трубопроводам и соединениям и не будет создавать механические нагрузки в процессе эксплуатации. После этого разобрать все элементы для того, чтобы очистить соединяемые поверхности.
Поверхности металлов редко бывают чистыми, обычно они незначительно покрыты окислами, маслами, смазками. Оставить загрязнения нетронутыми означает сохранить барьерный слой для доступа припоя к металлу.
Попытки удалить патину травлением или абразивами с жирной поверхности неэффективны. Первым делом нужно избавиться от маслянистых загрязнений.
В большинстве случаев детали достаточно протереть обезжиривающим растворителем или воспользоваться водным щелочным раствором.
Нанесение флюса
Нагрев меди в контакте с воздухом ускоряет образование оксидов, которые препятствуют смачиваемости металла припоем. Нанесение флюса защищает спаиваемые поверхности от кислорода, таким образом предотвращая возникновение окислов. Кроме того, флюс растворяет и поглощает оксиды, которые были полностью не удалены в процессе очистки.
Флюс для пайки медных труб наносят кисточкой, целиком покрывая поверхности в месте стыка. Поскольку большинство из них имеет консистенцию пасты, эта процедура никаких сложностей не вызывает. Флюс важно верно дозировать. Избыток его долго будет промываться в уже действующем водопроводе.
А в недостаточном количестве он быстро насыщается окислами, теряет эффективность и меняет консистенцию. Его также будет непросто смыть.
В случаях, когда фаза разогрева может потребовать много времени (например, при необходимости запаять массивные компоненты сборки) увеличить расход флюса никогда не помешает.
Нередко флюсы могут быть индикаторами температуры, что сводит риск перегрева деталей к минимуму. Когда металл достаточно горяч, они становятся прозрачными или приобретают другой оттенок. Подробности термического поведения флюсов обычно указываются производителем.
Соединение элементов
Низкотемпературная пайка — это процесс соединения двух нагретых поверхностей расплавленным припоем при температуре около 250 °C.
Благодаря капиллярному смачиванию жидкий припой сам заполняет зазор между фитингом и трубой, и нет необходимости распределять его вручную внутри шва.
Когда соединение остывает, оно становится почти таким же прочным, как и материалы, из которых оно состоит, то есть сопоставимо со сваркой.
Перед началом работы нужно освободить от мотка и выпрямить приблизительно 30 см припоя, после чего согнуть 5—10 см под удобным углом. Это поможет в удобстве нанесения припоя на соединение.
Изгиб проволоки позволит работать с труднодоступными местами, а достаточная длина «кочерги» — держать руку подальше от пламени. Поскольку металл арматуры толще стенок трубы, нагрев начинают с фитинга, а затем возвратно-поступательными движениями остальные элементы соединения.
В процессе припой начнёт немного кипеть с образованием дыма. Когда труба и фитинг достигнут нужной температуры, припой будет плавиться при контакте с соединением.
Расплавленный припой имеет свойство течь в более горячую зону. В нагреваемой сборке наружные поверхности будут нагреты больше, чем внутренние, поэтому его нужно подавать точно в место стыка.
Иначе припой будет пытаться распространиться по более горячим наружным поверхностям вместо того, чтобы проникать в зазоры между деталями. Обязательно нужно убедиться, что он заполнил всё соединение.
После заполнения стыка следует быстро удалить влажной тряпкой излишки припоя.
Сама по себе пайка медных трубопроводов — довольно простая в исполнении процедура. Нужно лишь внимательно следить за спаиваемыми деталями и помнить, что суть процесса в том, чтобы нагреть соединение до температуры плавления припоя, но не перегреть его. Почернение металла указывает на избыточное подводимое тепло, и результатом может быть непрочное соединение с пузырьками воздуха в припое.
Некоторые сложности могут возникнуть при работе с латунной арматурой. В случае пайки, например, клапана, велик риск расплавления его полимерных деталей от нагрева. Существует два широко используемых подхода для таких соединений.
- Удалить шток с резиновой прокладкой из корпуса клапана и припаять трубу. После охлаждения соединения установить шток на место.
- Припаять муфту с резьбой на конец медной трубы. После того как муфта и труба остынут, вкрутить в клапан.
Очистка и осмотр стыков
Следующий после спайки этап — удаление остатков флюса. Последний может быть химически активным и со временем навредить соединению. Поскольку флюсы водорастворимы, самый простой способ удаления — стирание его влажной тряпкой. Трудностей в этом не возникает, если в процессе пайки детали не были перегреты.
Если последнее всё-таки произошло — перенасыщенные оксидами флюсы, как правило, приобретают зелёный или чёрный цвет и могут становиться твёрдыми. Их легче удалить раствором слабой кислоты с помощью щётки.
В тех немногих случаях, когда требуется эстетическая привлекательности шва, его полируют тонкой наждачной бумагой.
После очистки швов от флюса нужно внимательно осмотреть все соединения на предмет наличия непропаев и трещин. Если дефекты не обнаружены — можно подавать в систему воду под давлением. Стыки должны быть абсолютно герметичными. При подозрении на течь придётся спаять дефектное соединение заново.
Итак, в пайке медных трубок газовой горелкой нет ничего сложного. Несколько специализированных инструментов значительно упростят работу, с помощью нужного видеоурока можно освоить различные нюансы.
Конечно, мастерство создания идеальных стыков требует практики, но вполне досягаемо для любителя.
Важно во время получения нужных навыков не забывать о простых правилах безопасности при проведении подобных работ:
- всегда пользоваться очками и перчатками;
- нельзя паять трубы, наполненные водой;
- нельзя находиться под местом пайки;
- нельзя допускать попадания флюса в глаза.
Источник: https://ObInstrumentah.info/pajka-mednyh-trub-svoimi-rukami/
Как паять медные трубы: описание процесса пайки трубок из меди, рекомендации по использованию припоя и флюса

Пайка медных труб не представляет большой сложности. Необходимость в этом возникает во время ремонта или монтажа системы подачи воды или кондиционирования. Пайку труб можно совершить самостоятельно, если имеются необходимые знания в этой области. Для уверенности в качестве процедуры и последующей эксплуатации медных изделий следует обратиться к специалистам.
Трубы из меди часто используют в отопительной и водопроводной системе.
Хотя медь является недешевым материалом, её качественные характеристики не дают сомневаться в надёжности изделий, выполненных из неё.
Металл легко поддаётся пайке и не реагирует при высоких температурах на внешние условия. В процессе медь легко соединяется с припоями многих видов металлов. Для неё не требуются дорогостоящие флюсы.
Пайку труб осуществляют уже довольно давно. Поскольку все нюансы работы уже изучены, в процессе соединения элементов обычно не возникает никаких проблем.
Сущность данного метода заключается в заполнении стыка между деталями специальным средством, которое называется припой.
Припой для пайки медных труб расплавляют при высоких температурах, а затем жидкую массу выливают в стык, заполняя все пространство между элементами, и ждут полного её застывания. Данный вид соединения является надёжным, герметичным и долговечным.
Удобство такого метода заключается ещё и в том, что соединённые детали можно будет легко разъединить, если в этом возникнет необходимость. Для отделения частей трубы место соединения нагревают, чтобы припой стал мягким и податливым.
Среди достоинств процесса следует отметить:
- несколько разновидностей процесса пайки деталей;
- возможность соединения металлов в любых сочетаниях;
- осуществление соединения при любой температуре в самом начале процесса;
- возможность соединения металлов с неметаллами;
- более точное выдерживание формы и размеров изделий;
- получение изделий, для которых не требуются значительные внутренние напряжения или коробление;
- лёгкий демонтаж соединённых элементов.
Высокая прочность и производительность будущего изделия продлит его эксплуатацию. Работая согласно инструкции по работе, пайку металлических деталей сможет исполнить даже новичок.
Инструменты и материалы
Для самостоятельного соединения трубок из меди не требуется какое-то дорогостоящее оборудование или особенные материалы. Все нужные инструменты и средства можно найти в любом специализированном магазине. Для правильного осуществления процесса будут необходимы:
- Горелка. С помощью этого инструмента нагревают припой и участок трубки, к которому будут присоединять деталь. Обычно в газовую горелку подают пропан. Давление газа регулируют с помощью сварочного редуктора.
- Труборез. Резку медных трубок осуществляют именно этим приспособлением. Так как медные трубы мягкие, разрезать их надо очень аккуратно, чтобы не помялись стенки. Функциональность и технические возможности различных моделей труборезов могут заметно отличаться.
- Труборасширитель. Таким устройством расширяют диаметр трубки из меди. Совершать эту процедуру необходимо для качественного выполнения последующей пайки. Различные системы, монтирующиеся из медных труб, состоят из элементов одинакового сечения, поэтому для одной из соединяемых деталей следует провести расширение диаметра.
- Фаскосниматель. На торцах медных труб находятся фаски, которые можно снять специальным приспособлением. Когда трубу разделяют на нужное количество кусков, на краях образуются заусеницы, которые следует убрать. Удаление проводят перед пайкой, чтобы придать трубке необходимую форму. Фаски могут быть расположены в круглом корпусе или изготавливаться в виде карандаша. Круглые приспособления стоят дороже, зато ими удобнее пользоваться.
- Ёршик или щётка со стальной щетиной. Стальным ёршиком или щёточкой медные трубы очищают от окислов и загрязнений.
- Припой. Пайку трубок из меди выполняют припоем, который представляет собой медную или оловянную проволоку. Медные прутки расплавляют при высоких температурах, оловянные — при низких.
- Флюс. Именно этим химическим составом облегчают процесс пайки трубок. Он защищает формируемые швы от образования в них пузырьков воздуха и улучшает соединение припоя с трубой.
Из дополнительных инструментов понадобятся рулетка, строительный уровень, жёсткая кисточка, молоток и фломастер (или маркер). Работу совершают в рабочей одежде и плотных резиновых перчатках. При подборе припоя и флюса следует учитывать тип планируемой пайки.
Виды припоя
Разновидностей припоев, с которыми гарантировано надёжное соединение трубок из меди при помощи пайки, множество. Обычно специалисты используют низкотемпературные варианты элемента. С низким нагревом материала соединения создаются без деформации меди. Минусом такого выбора выступают некачественные швы, у которых понижены механические качества.
Для получения максимально прочных соединений следует использовать высокотемпературные припои (свыше 450°С). Но работать с ними могут только опытные мастера.
При термическом воздействии на металл существует высокая вероятность совершения прожига, если у человека нет необходимых навыков в такой работе.
Пайку деталей кондиционеров и холодильных агрегатов совершают только с высокотемпературным припоем.
Если применяется низкотемпературный метод (до 450°С), тогда специалисты используют бессвинцовые припои для пайки меди, с помощью которых возможно создание достаточно устойчивых к механическим нагрузкам соединений.
Обычно такие припои производят на основе олова с добавлением небольшого количества висмута, селена, серебра или сурьмы. Более дешёвые элементы изготавливают из олова со свинцом.
Но данный вариант нельзя применять при обустройстве водопровода, через который поступает питьевая вода, потому что свинец является токсичным материалом.
Флюс для пайки
При низкотемпературной пайке чаще всего используют флюс, выполненный на основе хлорида с цинком. Но можно приобрести и любое другое средство, предназначенное для тех же целей. Одним из них является канифольно-вазелиновая паста.
Иногда пайку трубок совершают без применения флюса. Но прочное соединение элементов возможно только с высокотемпературной пайкой, при которой используются наиболее качественные припои из олова и серебра.
Как паять медные трубы
Высокотемпературную пайку трубок проводят при температурах 650 °C -750°С, низкотемпературную — при 210 °C -240°С.
Пайка труб из меди не так сложна в исполнении. Процесс должен осуществляться при хорошей вентиляции помещения. Работу рекомендуют проводить в защитной одежде и перчатках. Чтобы выполнить качественное соединение всех деталей, надо придерживаться следующего алгоритма действий:
- Медную трубку разрезают инструментом на необходимое число кусков. Труборез располагают перпендикулярно к оси трубы, тогда рез получится максимально ровный.
- Затем металлические отрезки зачищают металлической щёткой, а торцы избавляют от заусениц и металлической пыли специальным ёршиком. Наждачная бумага в этом случае не подойдёт, поскольку от неё остаётся медный песок на поверхности металла, который понижает качество сцепления припоя с трубой.
- Диаметр края одного из отрезков трубы увеличивают с помощью труборасширителя. Затем в такой отрезок из меди сможет легко войти труба с обычным типоразмером.
- Расширенный торец трубы тоже зачищают металлической щёткой.
- На торец трубы наименьшего сечения равномерно наносят флюс для пайки медных труб. Проделывать процедуру следует аккуратно, иначе избыток средства может попасть в трубу и образовать в ней застывшие капли, из-за которых в последующем будет явно слышно движение воды.
- Обработанные концы трубок вставляют друг в друга. При этом удаляются остатки флюса с помощью влажной тряпочки.
- Место соединения прогревают горелкой. Когда флюс на одной из трубок приобретёт серебристый оттенок, нагрев металла прекращают.
- К месту соединения подносят припой, который плавится из-за высокой температуры и заполняет полость стыка. Когда область шва будет полностью заполнена припоем, процесс пайки останавливают.
Место соединения оставляют остывать, его следует оградить от любых типов механических повреждений. Когда шов остынет, его протирают влажной тряпочкой, удаляя оставшийся флюс и припой. Если проигнорировать остатки флюса на поверхности труб из меди, то в будущем это приведёт к коррозии в соединении.
Полезные советы
Новичкам в этом деле советуют сначала потренироваться с ненужным расходным материалом, чтобы в последующем совершить правильную и качественную пайку труб. Пробная процедура поможет понять нюансы процесса.
Когда стыки нагреваются горелкой, следует смотреть, чтобы пламя не передерживалось в одной точке. Поскольку температура обычно достигает 1000 °C, участок соединения равномерно разогревают в течение 20−25 секунд.
В конце процесса пайки систему трубопровода следует тщательно промыть при помощи значительного напора воды. Именно так можно полностью избавить трубки от излишков флюса и припоя, которые остались в застывшем виде внутри соединения.
Если ответственно подойти к работе, то пайку труб из меди можно будет выполнить без сложностей. Знание технологии и предварительная тренировка с материалом поможет качественно осуществить поставленную задачу.
Источник: https://tokar.guru/truby/rabota-s-trubami/payka-mednyh-trub-process-instrumenty-i-materialy.html