- Инструкция по сварке и монтажу труб пнд своими руками
- Эффективные способы состыковки ПНД труб
- Неразъемные способы соединения
- Посредством сварки труб встык
- Посредством электромуфтовой сварки
- Разъемные методы соединения
- С использованием фитингов из ПНД
- Посредством установки фланца
- Как согнуть или выпрямить изделие?
- Обзор способов разгибания трубы
- Эффективные методы, позволяющие согнуть заготовку
- Выводы и полезное видео по теме
- Соединение полиэтиленовых труб: технология монтажа
- Трубы из полиэтилена: их соединение
- Сварка встык с использованием нагретого инструмента
- Электромуфтовое соединение
- Необходимое оборудование
- Технология сварочного процесса
- Дополнительные стадии сварки электрофузионной муфтой
- Разъемные виды соединений
- Фланцевое соединение
- Компрессионные фитинги
- Цанговые обжимные соединения
- Применение различных видов соединений
- Методы сварки полиэтиленовых труб встык
- Описание способа стыковой сварки
- Сварка труб ПНД: способы и последовательность действий
- Статьи по теме
- Соединение полиэтиленовых труб
- Правила сварки труб
- Методы сварки труб
- Раструбная сварка
- Сварка труб встык
- Электромуфтовая сварка труб
- Контроль качества швов
Инструкция по сварке и монтажу труб пнд своими руками

Полиэтилен низкого давления в рейтинге популярности среди материалов, применяемых для создания сантехнического оборудования, занимает первенствующие позиции. Секрет такой востребованности легко объясняется универсальностью применения и простотой монтажа полиэтиленовых труб.
Но как и при работе с любым другим полимером качественный монтаж труб ПНД своими руками можно выполнить лишь при условии строгого соблюдения технологии. Какие нюансы учитывать, выполняя состыковку элементов и как правильно выполнять их сгибание и распрямление, рассмотрим в статье.
Эффективные способы состыковки ПНД труб
Технологически соединить ПНД трубы можно двумя основными методами – неразъемным и разъемным.
Первый предполагает задействование сварочного аппарата, второй реализуют без использования такового.
Каждый метод крепления имеет свои достоинства и недостатки, а потому оптимальный вариант состыковки полимерных труб выбирают исходя из конкретных условий
Сварные неразъемные соединения дают возможность максимальной герметизации, что особо актуально при обустройстве магистралей под давлением. Разъемные соединения удобны в монтаже и дают возможность в любой момент разобрать трубопровод с тем, чтобы изменить конфигурацию магистрали или дополнить ее новыми отводами.
Неразъемные способы соединения
Для состыковки ПНД труб применяют два неразъемных способа соединения: посредством сварки встык и путем установки электросварочной муфты.
В любом случае при реализации этих методов к соединениям предъявляют такие требования:
- Максимальный угол смещения свариваемых отрезков должен составлять не более 10% относительно толщины стенки состыковываемых труб.
- Стыковочный шов следует делать выше внешнего уровня поверхности примыкающих отрезков.
- Высота валика качественно выполненного шва должна варьироваться в диапазоне 2,5-5 мм.
Оптимальное значение высоты валика зависит от толщины стенок оплавляемого изделия. На тонкостенных трубах (до 5 мм) он должен быть не более 2,5 мм. Если толщина стенок труб варьируется в пределах 6-20 мм, то высота валика должны быть не более 5 мм.
Посредством сварки труб встык
Создание неразъемного соединения осуществляется за счет размягчения материала до состояния тягучей субстанции с тем, чтобы произошло диффузное объединение его частей. Его применяют для труб, имеющих толщину стенок свыше 5 мм.
Соединение встык с использованием сварочного аппарата применяют при обустройстве трубопроводов, по которым предстоит транспортировать жидкость в условиях высокого давления
Метод соединения с применением сварки используют на прямых участках водопровода, который предполагается эксплуатировать под давлением. Только он позволяет получать герметичное соединение при диаметрах свыше 200 мм, поскольку не создает потерю жесткости труб, приводящей к деформации.
Прочную сварку труб ПНД своими руками осуществляют с использованием специального инструмента. Суть метода заключается в нагревании торцов состыковываемых элементов до вязкого состояния с помощью нагревательной насадки. Размягченные концы просто соединяют друг с другом под давлением, после чего участку соединения просто дают остыть.
Главная сложность в работе с оборудованием – необходимость контролировать не только степень прогрева элементов, но и собственные телодвижения с тем, чтобы не испортить шов и не нарушить целостность труб
При выполнении сварочных работ важно выдерживать температурный режим нагревательных элементов. Параметры выдержки времени и температуры нагревательных элементов определяют, беря в расчет три фактора:
- Толщина стенок трубопровода.
- Диаметр отводов.
- Технические параметры паяльного устройства.
Соединение труб путем сварки является наиболее надежным и долговечным вариантом. С его помощью можно создать неразъемное крепление, которое способно выдержать давление как безнапорных, так и напорных систем водоснабжения.
Главным достоинством сварочных креплений является надежность, чего невозможно добиться при использовании метода холодного прессования. К числу «минусов» сварочного метода стоит отнести только невозможность разобрать соединение для проведения профилактических работ и прочистки той же трубы
Сварку выполняют в такой последовательности:
- Коммуникацию обрезают до заданного размера. Подравнивают параллельность плоскости концов. Торцы зачищают отрезом наждачной бумаги.
- С торцов снимают фаску шириной 2-3 мм. Место сварки тщательно прочищают и обрабатывают обезжиривающим составом.
- Паяльник устанавливают на отметку нагрева в 260°. Пока он прогревается, нанизывают сварочные насадки и ждут, пока их степень нагрева достигнет заданной температуры.
- С помощью центрирующего механизма в полость насадки заглубляют фитинг и торец трубы. Если в паяльнике центрирующего механизма не предусмотрено, соосность придется проверять «на глаз», делая состыковку максимально точной.
- Отцентрированные элементы задвигают до указанной отметки, соединяя под давлением, и выдерживают указанное в инструкции время для оплавления.
- После завершения работы аппарат отодвигают в сторону и отключают от сети. Участок сварки без смещения и поворота фиксируют в заданном положении до полного охлаждения поверхности.
При выполнении сварки важно не передержать. Это может спровоцировать образование наплыва полиэтилена на внутренний диаметр изделия.
Таблица, которую стоит использовать для контролирования процесса с тем, чтобы получить максимально прочное соединение, но при этом не перегреть пластмассу
Для получения надежного крепления глубина установки должна составлять порядка 2 мм. Выдерживая заданную глубину, полученный сварочный шов будет иметь ровный презентабельный вид с одинаковой высотой отступа.
С этапами сварки труб ПНД встык ознакомит следующая подборка фото:
Посредством электромуфтовой сварки
При реализации этого способа неразрывного соединения задействуют электромуфтовую сварку либо электросварочный фитинг.
Используемая для этой цели одноразовая муфта выполнена из того же материала, что и трубы, но дополнительно оснащена вмонтированным нагревательным элементом
Этот метод эффективен, когда приходится работать в стесненных условиях. К примеру, при выполнении ремонтных работ в колодцах или когда нужно сделать врезки в ранее соединенные трубы.
Единых стандартов для проведения раструбной пайки в отечественных нормативных документах нет. Эта технология чаще применяется в европейских странах и регламентируется стандартами DVS-220715.
Технология соединения ПНД труб с задействованием муфт включает ряд основных этапов:
- Подготовка участка коммуникации. Наружную поверхность отвода отчищают от жира и пыли. Для этой цели используют мыльные и спиртовые растворы, которые в широком ассортименте представлены в строительных магазинах.
- Обработка мест стыка. Плотность крепления напрямую зависит от того, насколько гладко выполнен срез. Для получения идеально гладкой поверхности торец трубы затирают отрезом мелкозернистой наждачной бумаги.
- Создание фасок. Стык отвода подрезают на 45°. Скос позволит обеспечить максимально плотное прилегание элементов и их крепление.
- Монтаж муфты. Муфту подключают к источнику питания. После того как она нагреется до заданной температуры, одной стороной (дорном) муфту надевают на трубу, а вторым концом (гильзой) соединяют со вторым отводом трубы.
Ключевым условием выполнения электромуфтовой сварки является обеспечение в момент разогревания и застывания элементов неподвижности деталей. При заглублении отводов отрезков в полость разогретой муфты важно работу выполнять быстро, но максимально осторожно с тем, чтобы не перегреть полиэтилен.
В конец муфты заглубляют второй отрезок трубы, размечая части трубопровода максимально плотно так, чтобы получился минимальный зазор
В момент заглубления отрезков в полость муфты будьте готовы к тому, что из-под нее начнет понемногу проступать жидкая пластмасса. После завершения работ остается только снять муфту, а соединенный трубопровод разложить на твердой поверхности с тем, чтобы зафиксировать его в желаемом положении. После застывания расплава на месте стыка будет виден плотно прилегающий к трубе обжимной хомут.
Но выбирая этот метод, стоит учитывать, что пластиковые трубы не отличаются высокой жесткостью. А потому при сильном внутреннем давлении созданный шов может просто разойтись. Муфтовое соединение – не лучшее решение для обустройства коммуникаций отопления и создания отводов под умывальник.
Разъемные методы соединения
Если рассматривать варианты разъемного соединения, то они реализуются с применением фланцев и компрессионных фитингов. При строгом соблюдении монтажа они получаются такими же надежными, как и те, что создаются при задействовании сварочного аппарата.
Трубы ПНД и выпускаемые для них соединительные элементы — лучший способ собрать летний водопровод для дачного участкаТрубы ПНД поставляются в бухтах, что существенно облегчает транспортировку материала на объект и хранение его перед сборкой системыСортамент длинномерных изделий из ПНД включает трубы для перекачки воды технической и питьевой категории, стоков и прочих сред, представлены они обширной номенклатурой с позициями разной прочности и диаметраК всем видам и типоразмерам полиэтиленовых труб производители выпускают фитинги, с помощью которых быстро и надежно производятся линейные, угловые, тройниковые и прочие соединенияТройники и крестовины применяются в подключении отводных веток, запорной и регулирующей арматурыПолиэтиленовые трубы отлично переносят прямое воздействие солнечных лучей, не деформируются после нагреваИз труб ПНД сооружают автономные системы для обслуживания как одного хозяйства, так и группы участков и даже поселкаТрубы ПНД применяются в прокладке мелкозаглубленных систем, проходящих выше горизонта сезонного промерзания. Такой водопровод в законсервированном виде, т.е. со слитой из него водой, спокойно пролежит в земле зимой и будет готов к работе в следующем сезонеДачный трубопровод из труб ПНДПоставка полиэтиленовых труб в бухтахТрубы для перекачки питьевой водыФитинги для сборки полиэтиленовых трубопроводовИспользование тройника в сборке трубопроводаОткрытая прокладка летнего водопроводаМагистральные линии для обслуживания поселкаУстройство мелкозаглубленной системы
Любой тип неразрывных соединений включает упругую деталь. При обжатии стяжным инструментом он заполняет собой все пустоты в области стыка, исключая тем самым протечки.
С использованием фитингов из ПНД
Для осуществления этого метода используют компрессионные фитинги, которые являют собой сгоны, дополненные наружной резьбой с обеих сторон.
Они способны состыковывать трубы, обеспечивая плотное соединение, обладающее высокими показателями герметизации. При этом разборное соединение не составит труда в любой момент снять с тем, чтобы изменить конфигурацию магистрали или произвести срочный ремонт.
Этот способ разъемного соединения часто выбирают в условиях частного домовладения, когда к идущему из дома водопроводу, необходимо присоединить отвод от источника водоснабжения
Последовательность действий для получения фитингового соединения:
- На подготовленные торцы обеих труб надевают распорное кольцо, выполненное из полиуретана или резины. Наружный диаметр кольца должен быть равен внутреннему размеру состыковываемых труб.
- Концы оснащают натяжной гайкой и двумя поджимными шайбами. Первая шайба предназначена для выдавливания распорного кольца, вторая призвана уплотнять гайку относительно торца трубы.
- Соединение стыкуют по принципу «труба — фитинг — труба». Для повышения надежности его поджимают до упора с обеих сторон натяжной гайкой.
Для сборки монтируемых деталей применяют специальный ключ. Им откручивают на соединительных фитингах прижимные гайки.
Детали, смонтированные с использованием компрессионных фитингов, можно неоднократно разбирать и использовать повторно без ущерба надежности соединения
Главное достоинство этого метода соединения в том, что его удобно осуществлять даже при значительном понижении температуры окружающей среды. В то время как рубеж сварных соединений составляет не менее +5°С. Широкий ассортимент соединительных элементов, имеющих разные диаметры, дает возможность собирать любые разводки, делая необходимые разветвления в трубопроводе.
Посредством установки фланца
Фланцевый тип соединения выбирают при необходимости подключения ПНД трубопровода к стальным трубам. С помощью фланцев удобно присоединять к магистралям вентили, регуляторы и задвижки.
В продаже встречаются накидные стальные фланцы и те, что оснащены втулками, которые привариваются на концы полимерных труб
Для установки на полиэтиленовые трубы применяют фланцы, соответствующие ГОСТу 12882,80. Они имеют расширенный внутренний диаметр.
Работу по установке фланца выполняют в такой последовательности:
- На одном конце коммуникации выполняют резьбу.
- В резьбу вкручивают элемент.
- На элемент надевается отвод подключаемой трубы.
- Место стыка прогревают муфтой или строительным феном.
Перед тем, как надевать фланец, необходимо осмотреть его на наличие острых выступов и заусениц, которые могут повредить торец полиэтиленовой трубы.
Как согнуть или выпрямить изделие?
Полиэтиленовые трубы выпускаются в продажу прямыми 12-метровыми отрезками либо же в виде цельных изделий, намотанных на большие бухты. Будучи в скрученном состоянии, изделия приобретают форму колец и деформируются. Перед тем, как выпрямить или согнуть деформированную трубу ПНД, ее надо нагреть.
При сборке трубопровода нередко возникает необходимость выпрямить скрученную или, напротив, согнуть деформированную полиэтиленовую трубу
Полиэтилен низкого давления славится хорошей упругостью. Но утрачивает это свойство при температуре нагрева свыше +80°С. Этот момент и используют при необходимости изменить конфигурацию изделия.
Но стоит помнить, что для расправления или сгибания температуру можно повышать только на короткий временной период. Ведь полиэтиленовая труба принадлежит к категории строительных материалов, которые при нарушении температурного режима можно повредить.
Обзор способов разгибания трубы
Распрямить трубу, устранив заломы, которые возникли при ее хранении и транспортировке, проще всего после легкого нагрева изделия. Если замена или ремонт трубопровода проводится в летний период, когда солнечные лучи максимально припекают, можно задействовать их для достижения поставленной задачи.
Чтобы выпрямить трубу ПНД, нужно всего лишь оставить ее пару часов под прямыми солнечными лучами, крепко зафиксировав концы отрезка
УФ лучи не ухудшат эксплуатационные параметры полиэтилена, но при этом на время смогут размягчить стенки изделия. Вам останется лишь закрепить размягченную трубу вдоль жесткой опоры или стены, либо же уложить в заранее прорытую траншею. Перед тем, как распрямить изогнутую ПНД трубу на грунте, нужно освободить участок.
Если же работу приходится выполнять в зимнее время, используйте для разогрева изделия горячую воду. Но этот метод эффективен для труб, размер которых не превышает 50 мм. В качестве вспомогательных средств для выправления можно использовать металлические перила и кирпичную кладку. В любом случае: чем короче отрезок изделия, тем легче с ним будет работать.
Эффективные методы, позволяющие согнуть заготовку
Если возникает обратная ситуация, когда нужно согнуть ПНД трубу, применяют всю ту же тепловую обработку. Для разогрева задействуют такие методы:
- обдувают горячим направленным воздухом строительного фена;
- прогревают стенки изделия газовой горелкой;
- обдают поверхность кипятком.
Для упрощения процедуры сгибания лучше соорудить формовочный каркас. Оправу, размер которой соответствует диаметру сгибаемой трубы, можно сделать из обычных листов ДВП. Для придания гладкости поверхности оправы отшлифуйте ее отрезом наждачной бумаги.
Чтобы согнуть ПНД трубу с помощью фена, работу выполняют в такой последовательности:
- Обрабатываемое место прогревают строительным феном.
- Размягченную заготовку заглубляют в формовочный каркас.
- Аккуратно сгибают трубу, не прилагая чрезмерных усилий с тем, чтобы в месте сгиба не разорвать изделие.
Создав требуемый угол изгиба, нужно оставить изделие до полного охлаждения и лишь после этого извлечь из каркаса.
Чтобы обеспечить равномерное прогревание поверхности полиэтиленового изделия, трубу необходимо постоянно вращать вокруг своей оси, подставляя под лучи различные участки
Важный момент: разогревая трубу, необходимо придерживаться «золотой середины». При недостаточном нагреве поверхности в момент сгиба труба может сломаться. Если же в момент разогрева слишком близко поднести к изделию нагревательный элемент, полимер может воспламениться.
Выводы и полезное видео по теме
С нюансами сварки и обработки труб ПНД познакомьтесь в следующих видеороликах.
Как осуществляется сварка встык:
Пример создания электромуфтовой сварки:<\p>
Вариант распрямления трубы:
При выборе способа соединения и выравнивания полиэтиленовых труб нужно учитывать уровень давления рабочей среды. Этот позволит минимизировать негативное влияние проведенных манипуляций с трубопроводом на его технические характеристики.
Источник: http://sovet-ingenera.com/santeh/trubodel/montazh-trub-pnd-svoimi-rukami.html
Соединение полиэтиленовых труб: технология монтажа

В настоящее время и для ремонта, и для конструирования самых разных водопроводных сетей используют трубы из полиэтилена, причем в процессе конструирования обязательно необходимо выполнить надежное соединение полиэтиленовых труб. Такие трубы отличаются целым рядом достаточно существенных преимуществ:
- длительным сроком эксплуатации;
- приемлемой ценовой категорией;
- простотой в установке.
Именно это и обеспечивает им такую высокую популяризацию. На сегодняшний день известно, как паять полиэтиленовые трубы, а также несколько других вариантов соединения труб из полиэтилена. Все они будут рассмотрены в данной статье.
Способы соединение ПЭ труб
Трубы из полиэтилена: их соединение
Вопрос о соединении полиэтиленовых труб с водозапорной арматурой и между собой встает при устройстве сетей водопровода.
Так, соединения полиэтиленовых труб, в зависимости от своего функционального назначения, разделяются на две группы:
- разъемные – они могут быть разобраны в течение эксплуатационного срока:
- зачастую разъемное соединение производят при помощи же фланцевого соединения, то есть при использовании обычных стальных фланцев.
- а вот цанговые соединения осуществляют при помощи компрессионных фитингов на малых диаметрах труб.
- неразъемные – при эксплуатации их разборка не требуется. Неразъемное соединение труб из полиэтилена производится при использовании:
- стыковой сварки;
- сварки муфтой с закладными электрическими нагревателями (сварки с электрофузионной муфтой).
Приведем технологию проведения каждого вида соединений.
Сварка при помощи электромуфты
Сварка встык с использованием нагретого инструмента
Данная технология монтажа применяется многие годы для монтажа труб из полиэтилена, диаметр которых 63 мм или же более.
Трубы, подготовленные к пайке в стык
Итак, рассмотрим как соединить полиэтиленовые трубы:
- Концы деталей, которые подлежат соединению, или (и) труб, подлежащих свариванию, устанавливаются в центраторе машины для стыковой сварки. Торцы труб после фиксации и выравнивания очищают от пыли и грязи чистой салфеткой из х/б ткани. После этого свариваемые поверхности, используя торцующее устройство, подвергают механической обработке.
- Получив равномерную стружку, толщина которой не более 0,5 мм, производится извлечение торцующего устройства и проверка взаимной параллельности труб. При наличии между свариваемыми поверхностями зазора, который превышает допустимое значение, повторно проводится операция торцовки.
- После чего производится нагрев торцов деталей, подлежащих соединению, или (и) свариваемых труб при помощи нагревательного инструмента с антипригарным покрытием на поверхности. После окончания нагрева и оплавления торцов поверхности, которые подлежат свариванию, разводят, и нагревательный элемент извлекают из зоны сварки.
Трубы с нагревательным элементом
- Свариваемые поверхности в течение небольшого промежутка времени смыкают, а затем начинают равномерно поднимать давление прижима до необходимого значения. Свариваемый шов с данным давлением выдерживают необходимый промежуток времени, в течение которого стык охлаждается.
Электромуфтовое соединение
Необходимое оборудование
Сварочный аппарат и муфта
Данное соединение выполняется при помощи электромуфты, то есть муфты для соединения полиэтиленовых труб с закладными электронагревательными элементами. Данное соединение рассчитано на такое давление, которое достигает 16 Атм.
Электромуфтовое соединение считается более затратным экономически, чем сварка стыковая. Хотя в условиях высокой стесненности, при отсутствии возможности размещения габаритного аппарата предназначенного для стыковой сварки, незаменимой становится именно электромуфтовая сварка.
Наиболее популярна простая электромуфта, используемая для соединения в прямолинейный участок двух труб. Хотя наряду с ними применяются седловые отводы, электротройники и т.д.
Те соединения, которые выполняются при помощи электромуфты, достаточно часто применяют при монтаже трубопроводов не очень большого диаметра из труб, которые поступают в бухты.
Электромуфты, имеющие диаметр до 110 мм, по цене доступны и применяются в малом количестве – именно это и делает электросварку труб, которые поступают в бухты, сравнимой со стыковой экономически.
Технология сварочного процесса
Рассмотрим технологию процесса сварки муфтами:
- Трубы, подготовленные заранее, и электрофузионные соединительные муфты устанавливаются строго по одной оси. Проводится подготовка труб путем снятия в местах сварки поверхностного слоя и удаления загрязнений.
Очистка поверхности и обезжиривание
- Производится подключение аппарата, подающего ток. Вследствие этого закладные элементы электрофузионной муфты нагреваются, расплавляя при этом окружающий материал.
- Область расплавляющегося полиэтилена в электромуфте увеличивается, что делает возможным передачу нагрева трубы ее поверхности, начинающей плавиться.
- Увеличивается в диаметре нагретая труба, и полиэтилен, который расплавлен и ограничен диаметром электромуфты в пространстве своего расширения, получает необходимое для сварки давление.
- В данный момент можно отключить питающую аппаратуру. Электромуфтовое соединение, которое уже стало гомогенным, по истечении времени, которое необходимо для остывания, будет готово.
Установка муфты и подключение питающей аппаратуры
Дополнительные стадии сварки электрофузионной муфтой
При сварке труб, имеющих большой диаметр, обязательно дополнительно потребуется процедура подогрева – это следует помнить, производя монтаж полиэтиленовых труб своими руками. Прогрев выглядит так:
- Сварку муфты осуществляют последовательно с каждой из сторон соединения с трубами.
- Выполняется сначала с первой из труб полный сварочный цикл половины электрофузионной муфты. После чего с оставшейся трубой сваривается вторая половина электромуфты.
- Каждая сторона электрофузионной муфты большого диаметра должна иметь отдельное подключение своей спирали к питающему аппарату.
Разъемные виды соединений
Фланцевое соединение
Фланец для ПЭ труб
Данное соединение является одним из наиболее распространенных видов разъемных соединений.
Соединение выполняется с помощью втулок под фланцы для полиэтиленовых труб, которые привариваются к торцам труб из полиэтилена, а также накидных фланцев из металла.
Фланцевое соединение – наиболее часто применяемое разъемное соединение, используемое при создании трубопроводных систем из труб, выполненных из полиэтилена.
Компрессионные фитинги
Используются компрессионные фитинги (цанговое обжимное соединение, обжимные фитинги) для труб небольших диаметров (менее 50 мм) в тех случаях, когда практически невозможны или экономически невыгодны такие методы соединения, как стыковая сварка и фланцевые соединения.
Различные компрессионные фитинги
Цанговые обжимные соединения
Данный вид соединения рассчитан на давление, достигающее 25 Атм. Герметичность в данных соединениях достигается благодаря наличию резинового уплотнительного кольца, а устойчивость к механическим нагрузкам — благодаря врезанию в трубу зубьев разрезанной втулки из пластмассы.
Цанга для полиэтиленовых труб
Применение различных видов соединений
Компрессионные фитинги достаточно часто применяются при соединении труб из полиэтилена между собой, а также при соединении трубы из полиэтилена с трубой из какого-либо другого материала. Так, в случае замены участка трубопровода из стали, который пришел в негодность, трубой из полиэтилена компрессионный фитинг довольно успешно соединяет трубу из полиэтилена с трубой из металла.
Сварка втык нагретым инструментом, если сравнивать различные способы соединения полиэтиленовых труб, считается наиболее универсальным и эффективным способом соединения труб из полиэтилена.
Данный способ позволяет трубы соединять непосредственно с соединительными деталями или друг с другом. Трубы, которые соединены сваркой, имеют такую же прочность, как и до выполнения данного соединения.
Следовательно, трубопровод, который был сварен, сравнить можно с однородной трубой.
Источник: http://kanalizaciya-prosto.ru/soedinenie-polietilenovyh-trub.html
Методы сварки полиэтиленовых труб встык

Полиэтиленовые трубы (ПНД) – это современный высокотехнологичный материал, технические характеристики которого позволяют их широко применять для производственных нужд и в процессе строительства трубопроводов бытового назначения. Кроме того, они просты в монтаже и соединении.
Одним из наиболее распространенных способом соединения труб ПНД является сварка труб. Это не удивительно. Ведь именно при таком методе соединение получается очень надежным и не требует использования запорных устройств и прочего.
Существует три основных способа сварки ПНД труб:
- стыковая сварка;
- электромуфтовая сварка;
- сварка враструб.
Самой большой популярностью пользуется технологическая карта сварки полиэтиленовых труб встык. Выбрав данную методику сварки, вы сможете существенно сократить использование электроэнергии. Помимо этого, сварка труб встык не требует дополнительных затрат на расходники и материалы, как например, при электромуфтовой сварке, что получается значительно дешевле при монтаже.
Описание способа стыковой сварки
Метод стыковой сварки ПНД используется для соединения труб, имеющих диаметр больше, чем 50 мм, и толщину стенок – свыше 5 мм.
В основе этого способа сварки лежит нагрев торцевых частей труб при контакте с нагревательным элементом (плитой) до необходимого состояния вязкости полиэтилена, при котором становится возможным крепкое соединение расплавленных частей на молекулярном уровне.
Технологию сварки полиэтиленовых труб можно разделить на следующие этапы:
- Монтаж и центровка концов труб в зажимах сварочного аппарата. Торцевание при помощи ножей.
- Визуальная проверка точности совпадения свариваемых торцов. При этом уделяется особое внимание величине зазора.
- Нагрев и оплавление поверхности труб с помощью специального инструмента.
- Удаление из области сварки нагревательного элемента.
- Соединение труб под давлением
Кроме того, в процессе стыковой сварки ПНД труб очень важно контролировать следующие параметры:
- Температуру элемента, при помощи которого происходит нагрев.
- Время нагрева.
- Величину оплавления материала.
- Давление во время процесса нагрева и при охлаждении
Сегодня эксперты выделяют целый ряд важных достоинств сварки полиэтиленовых труб встык. Во-первых, данный процесс исключает человеческий фактор, тем самым обеспечивается неизменно отличное качество всех соединений.
Во-вторых, осуществляется автоматический контроль процесса. То есть каждый сварочный стык сопровождается письменным заключением о качестве.
Также во время работы сварочного аппарата ведется учет как типов и размеров свариваемых труб, так и времени, затраченного аппаратом на сварку.
Для сварки полиэтиленовых труб современный рынок предлагает несколько видов специальных аппаратов:
- аппараты, имеющие механический привод;
- аппараты, имеющие гидравлический привод;
- аппараты, использующие программное управление.
Более подробную информацию об оборудовании для стыковой сварки вы можете прочитать в статье «Сварочные аппараты для сварки ПНД труб встык».
Источник: https://www.volzhanin.com/metody-svarki-polietilenovyh-trub/
Сварка труб ПНД: способы и последовательность действий

Трубы ПНД (из полиэтилена низкого давления) сегодня очень популярны. Материал применяется для различных трубопроводов. В современных условиях эти трубы практически незаменимы. Изучение методов соединения магистралей будет подспорьем в качественной сварке и домашнего, и профессионального мастера. Для начала разберемся в особенностях труб ПНД.
Основная сложность в том, что эксплуатационные и технологические качества полиэтиленовых труб во многом схожи с качественными характеристиками труб из полипропилена. Они также не подвержены коррозии. Внутренняя поверхность труб не покрывается налетом. Трубы имеют высокую химическую стойкость. Материал экологичный, имеет длительный срок службы.
Из отличий профессионалы отмечают низкую термостойкость. Поэтому трубы ПНД используются только для систем холодного водоснабжения и вентиляции. Иногда их применяют для монтажа газопроводов.
Применение полиэтиленовых труб возможно при транспортировке в среде свыше 40-50 градусов. Исключение представляет сшитый полиэтилен, который допускается эксплуатировать при температуре до +95 градусов.
Полиэтиленовые трубы имеют отличную морозоустойчивость, что позволяет применять их при температурах до -70 градусов.
ПНД представлены в продаже диаметром от 20 до 1200 мм. Благодаря разнообразию вариантов они получили широкое распространение в самых разных сферах. Кроме водопроводов, магистрали большого диаметра покупают и для канализации, причем как для внутренней, так и для внешней.
Технические характеристики труб ПНД определяются свойствами основы – полиэтилена низкого давления. Он легкий, что делает проще монтаж трубопровода, устойчив к давлению в десятки атмосфер.
Из отрицательных качеств материала стоит отметить ограниченную возможность использования при температурах ниже нуля (ПНД стекленеет), а при повышенных температурах (более 40 градусов) ПНД утрачивает жесткость.
При нагреве до 70 градусов основа из полиэтилена прибавляет в размерах, но немного.
Сортамент ПНД регулируется ГОСТом, который был опубликован еще в 2001 году. Вся маркировка, наносимая на одну из поверхностей магистралей, соответствует стандартам. Маркировка очень упрощает выбор нужных вариантов.
Первые буквы включают название поставщика, далее – сортамент ПЭ, величину, например, 1000 мм. Таблица также содержит обозначение толщины магистралей, возможное рабочее и максимальное давление, дату выпуска и номер партии.
Технологическая карта маркировок содержит и цветовые обозначения в виде полос. Если раструб окрашен в желтый цвет, трубы можно использовать для газопроводов, если полоса синяя, то из труб можно проложить только водопровод.
Схема подключения труб составляется с учетом стандартных отрезков, имеющихся в продаже – от 5 до 25 метров.
Магистральные водопроводные трубы обычно делаются на заказ, имеют длину до 0,5 километра, поэтому содержат минимальное количество соединений.
Наиболее востребованное и практичное соединение пластиковых ПНД – сварка. Технология соединения сваркой магистралей из полиэтилена низкого давления несложна, но, как и в любой работе, здесь существуют некоторые нюансы. Технологические особенности знакомы специалистам в сфере монтажных и строительных работ.
Мастера в ходе сварки применяют различные способы. При этом качество работ будет зависеть от применяемой аппаратуры и инструментов. Еще важно соблюдать некоторые технические особенности. Популярные методы – экструзионная, терморезисторная, раструбная сварка.
Также известны электромуфтовая, электросварная и стыковая технологии.
В любом случае, соединение ПНД сваркой считается самым прочным и монолитным, которое по надежности превосходит даже сам материал.
Процесс подразумевает нагрев и последующее расплавление торцов двух труб, также есть муфтовая или фитинговая сварка. При этом специалисты определяют строго нормативную температуру воздействия.
Кроме того, специалисты применяют дополнительные детали и инструменты. Разберем подробнее основные виды проводимых работ.
Электромуфтовой способ сварки магистралей из полиэтилена низкого давления тоже требует внимательности и аккуратности.
Электромуфтовая сварка требует следующих условий:
- обезжиренных и зачищенных спиртом поверхностей;
- установленных строго по центру диаметров муфт;
- вставленных в муфту магистралей;
- подключенного и нагретого до определенной температуры аппарата;
- электричества для нагрева муфт;
- остывания муфт в свободном, но зафиксированном состоянии.
Электромуфтовая сварка может использоваться для соединения труб диаметром 20 мм и больше. Метод особенно часто применяют там, где до трубопровода трудно добраться. Для размещения аппарата для сварки встык требуется определенная позиция. Другие инструменты (резьбовые и фитинговые элементы) также требуют места.
В работе следует подавать ток на муфты. Они нагреваются, а концы полиэтиленовых труб расплавляются. При этом поверхности труб плотно соединяются к внутренней части муфты. Метод считается подходящим при соединении магистралей отличающегося размера. Также его можно использовать, если марки полиэтилена разные.
Электромуфтовой сваркой можно создать прочные узловые и седловые соединения трубопровода. Метод подходит для создания водопровода частного дома. При этом самостоятельно можно установить даже канализацию.
Электромуфтовый метод востребован еще и потому, что с его помощью удобно соединить трубы из полиэтилена, которые имеют металлизированное резьбовое соединение.
Многоликие возможности этого метода значительно увеличивают популярность его применения.
Стыковая сварка, или работы над швами встык подходит для магистралей размером не больше 50-70 мм, при допустимых стенках не больше чем 4-4,5 мм.
Для сварных работ стоит учесть правила:
- Работы следует проводить только на ровной и устойчивой плоскости.
- Величина стенок свариваемых магистралей должна быть одинаковой.
- При работах, проводимых на улице, нужно закрывать обратные концы магистралей заглушками. Считается, что сквозняк внутри магистралей, создаваемый ветром, уменьшает температурные показатели. Это будет мешать качественной работе.
- Свариваемые детали должны быть чистыми как внутри, так и на поверхности. Мусор и пыль помешают сварке. Зажимы сварочного агрегата должны быть такими же чистыми.
Для регулировки достаточной температуры нужно сделать один-два пробных шва. При отсутствии навыков это поможет понять сам ход сварки. Еще до шлифовки нужно начисто протереть торцующие диски. Процесс торцевания несложный, но требует точности и непрерывности работ.
По окончании шлифовки торцов труб инструмент необходимо оставлять на специальной подставке, предусмотренной изготовителем. Для уборки стружки из шасси нужно применять специальный дополнительный инструмент. Руками эту работу лучше не проводить. По окончании шлифовки нужно проверить соответствие размерности труб.
Оптимальная температура для сварочных работ – -15-+45 градусов.
Желательно соединять варианты одной марки, но ПНД иногда соединяют и с разной маркировкой.
В работах стоит учесть то, что нельзя допускать:
- резких температурных изменений;
- неравномерность прогрева;
- быстрого охлаждения стыков в местах сварки.
Соединение расплавленных концов между собой не должно быть чрезвычайно резким. Еще не нужно передвигать или скручивать их, но между отверстиями не должно быть зазоров.
Торцевую часть удобнее удерживать специальными фиксирующими устройствами. Между фиксаторами помещается специальное греющее зеркало. Торцы нужно оплавить до мягкости, а затем зеркало убирается.
Трубы скрепляются руками механически.
Слишком сильное скрепление даст увеличенный нарост внутри труб. Это ребро уменьшит качество эксплуатации готового трубопровода. При недостаточном усилии будет затрачено больше времени на сварку. Из-за долгого ожидания необходимого схватывания полиэтилен успеет остыть.
Усилие и давление для каждого вида магистралей можно найти в таблице, которая имеется в документации к сварочнику. Также в таблице указано количество времени, необходимое для остывания материала.
В этот период сваренные части водопровода лучше подержать в том же месте некоторое время.
Метод раструбной сварки позволяет стыковать трубы разной величины. При этом магистраль меньшего диаметра помещается в отрезок с большим диаметром. Принцип соединения схож с электромуфтовым вариантом, так как здесь используются все те же муфты. Они надежно и плотно соединяют разные магистрали.
Последовательность работ идентична тому, как нужно организовывать работы при стыковом соединении. Разница заключается в применяемых инструментах. Например, здесь нужно установить центратор. Нагревать и торцевать нужно еще и сами полиэтиленовые трубы.
В работах можно использовать только муфты без резьбовой нарезки.
Отличается и способ стыковки магистралей. Так как резиновое кольцо характеризуется выталкивающими качествами, для ослабления сопротивления резиновые части умягчают при помощи хозяйственного мыла. Только после этого можно легко соединить трубы между собой. Еще до сварки желательно также зачистить все детали от сора и пыли.
Трубы вставляются в друг друга и стягиваются уплотняющим кольцом внутри. Иногда для качественной сварки магистралей по ним стучат молотком. Работа проводится при использовании деревянного бруска. Удар по трубе молотком не должен быть мощным. Трубу меньшего диаметра нужно просто плотно вогнать в раструб.
Детали между собой должны быть четко зафиксированными.
Кроме сварки, известны такие детали для соединения, как:
- резьбовая заглушка;
- компрессионная заглушка.
Они будут способствовать более плотному соединению. Если внутри фитинга в месте стыковки труб образуется зазор, в этом месте будет наблюдаться течь. Также стоит помнить, что трубы, соединенные фитинговыми заглушками, нельзя бетонировать, так как в случае аварии сварные точки невозможно будет починить.
Фланцевое соединение – это такой элемент, который позволяет закрепить не только две трубы, но и отрезки с крантиками, счетчиками, задвижками, прочей арматурой. Фланцы ПНД стандартные, соответствуют ГОСТу.
В обиходе эти детали принимают за прижимные соединители. Это соответствует принципу работы деталей. Они зажимаются с использованием анкеров клинообразного вида. Для скрепления болтов нужна ударная сила.
Основное оборудование, применяемое в работах:
- сварочный аппарат ручного типа для метода в раструб;
- станок для стыкового соединения;
- дополнительные монтажные детали для обработки.
При работе с ПНД важно, чтобы нагревательные элементы агрегата были антипригарными. Детали с таким покрытием не нужно скоблить и чистить после сваривания швов. Агрегаты обычно имеют контрольные индикаторы, а также терморегуляторы. Все эти дополнения особенно выручат в ходе сварки.
В комплекции со сварочным аппаратом обычно поставляются:
- греющие детали и насадки;
- монтажные детали;
- специальная подставка, которая называется струбциной;
- ящик, в котором удобно хранить детали.
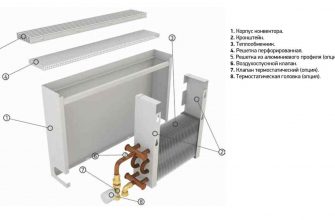
Агрегаты для соединения полиэтилена легкие, удобные в работе. Нагревательные платы аппаратов при поломке можно легко заменить. Эти детали выглядят как круглые пластины с ПТФЭ-покрытием. Они имеют температурную и сетевую лампочку, а также предохранитель. Температуру можно отрегулировать специальным регулятором, а для самого агрегата существует струбцина, на которой он должен быть установлен.
Если нужно сварить трубы размером более 400 мм, специалисты используют:
- машинки для стыкового соединения;
- машинки для раструбного соединения;
- машинки для электромуфтового соединения.
Сварочные агрегаты бывают:
- механические;
- гидравлические;
- автоматические.
Из дополнительных инструментов стоит упомянуть:
- детали для снятия оксидного налета;
- крепежи для седел большого размера;
- перегибы для ПНД;
- позиционеры;
- выравнивающее устройство;
- фаскоудалители;
- пилки для разделения магистралей.
Сварка полиэтиленовых магистралей своими руками возможна методом электромуфты.
Инструкция может быть представлена следующим образом:
- подготовка;
- фиксация центратором и установка муфты;
- подключение сварочника к муфте;
- сварка;
- удаление аппарата из-под соединения.
Несмотря на то, что сварка предполагается в домашних условиях, торцы нужно все равно обрезать специальным инструментом – труборезом. Это позволит получить лучшую соосность при соединении. Оксидный налет с места соединения удобнее удалить ручным скребком или использовав пруток.
Удаляемый слой должен составить около 200 мм от края труб. Полученную стружку нужно снять этим же скребком. Стыкуемые детали нужно обезжирить спиртом. На этом этапе можно применить специальные салфетки. Для наиболее точного размещения в центраторе магистраль можно разметить в соответствии с габаритами муфты.
По этим значениям трубы и муфту будет удобнее закрепить.
Собранную конструкцию нужно фиксировать с соблюдением техники безопасности. К разъемам на муфте нужно подключить клеммы сварочного аппарата. Устройство включается и производится распознавание штрих-кода, который есть на поверхности муфты. Режим большей части сварочников автоматический.
Период нагрева и охлаждения муфты задается как раз в момент распознавания шифра. Ход сварки запустится после того, как код будет считан, а окончится с подачей звукового сигнала. Для остывания трубы ее нужно оставить в покое на семь минут.
Только после этого можно освободить зажимы с центратора, а оборудование вытащить из-под места пайки.
Обязательная часть работ с ПНД – контроль качества соединений. Все выполненные швы нужно обязательно осмотреть. Только после этого можно продолжить обработку. Для сварных швов существуют установленные технические требования. Соединение считается качественным, если соответствует ГОСТу. При этом никакого дополнительного ремонта и обслуживания для сварных соединений водопровода не потребуется.
Качество сварки можно проверить визуально:
- соединение должно выглядеть ровной бороздкой;
- не допускается смещение свариваемых деталей.
О том, как сварить трубы из ПНД своими руками, смотрите в следующем видео.
Источник: http://www.stroy-podskazka.ru/vodosnabzhenie/truby/pnd-svarka/
Статьи по теме

Трубы, что изготовлены из полиэтилена, используются все активнее. Технические характеристики подобных изделий позволяют применять их для производственных нужд и в процессе строительства трубопроводов бытового назначения.
Высокое качество при относительно небольшой цене полиэтиленовых труб создает на них устойчивый спрос. Кроме того, они просты в монтаже и соединении. Рассмотрим, как происходит сварка полиэтиленовых труб в домашних условиях.
Содержание:
Соединение полиэтиленовых труб
Те, кто решил заменить старый трубопровод на пластиковый, несомненно, по достоинству оценят современное разнообразие видов пластика.
Но с другой стороны широкий ассортимент породил определенные сложности, потому что каждый вид к себе требует при монтаже особого отношения.
Особенно устойчивыми к внешним факторам и надежными выступают трубы из специального материала — так называемого сшитого полиэтилена.
Трубы, которые изготовлены из полиэтилена, можно использовать для строительства напорного и безнапорного трубопровода. Подобные трубы в бытовом плане применяют, чаще всего, для сборки системы подачи воды. Чтобы выполнить установку трубопровода своими руками, домашним мастерам важно знать параметры соединений полиэтиленовых труб.
Основные виды соединений полиэтиленовых труб: соединение при помощи дополнительных соединительных элементов, которые называются фитинги, стыковая и электромуфтовая сварка. С разъемными соединениями, как правило, все понятно.
Разъемные соединения принято использовать при установке внутренней части трубопровода.
Укладка труб с помощью фитингов выступает столь простой процедурой, что произвести её получится у любого человека, который не имеет ни малейшего опыта в этом деле.
Однако выбор подобных соединений позволяет осуществлять ограниченный спектр работ, поэтому при монтаже водопроводной системы без сварки полиэтиленовых труб своими руками не получится обойтись.
Как вид соединения сварка поможет сохранить прочность и гибкость трубопровода.
Еще одно важное преимущество – установку труб можно проводить на поверхности земли, после чего укладываться в траншею, также допустим и бестраншейный метод.
Правила сварки труб
Технология методов сварки полиэтиленовых труб различна, но известно несколько основополагающих принципов. На них и стоит обратить внимание, приступая к любой сварке. Давайте рассмотрим их поподробнее:
Полиэтиленовые трубы должны обладать одинаковой толщиной стенок и равным диаметром, быть между собой совместимыми физически и химически (данные сведения следует уточнить у производителя).
- Концы труб перед началом работ подлежат обязательной очистке.
- При сварке труб рекомендуется минимизировать влияние внешних факторов и погодных условий:
- при слишком низких температурах нужно обогревать помещение, как показано на видео о сварке полиэтиленовых труб;
- при наличии ветра и отсутствии окон создайте преграду из любого материала наподобие палатки;
- при обилии солнечных лучей защищайте свариваемые поверхности от прямых лучей, чтобы избежать перегрева их отдельных мест.
- Концы труб, что не задействованы в сварке, рекомендуется закрывать заглушками, потому что приток холодного воздуха способен понижать температуру свариваемых участков ниже необходимой (кроме случая, когда проводится холодная сварка полиэтиленовых труб).
- Исключите в процессе самой сварки и во время остывания труб любые механические воздействия на эти изделия.
Методы сварки труб
И у вас сразу возник вопрос – какая технология сварки полиэтиленовой трубы предпочтительнее, и какая вообще бывает сварка труб.
Если вы собрались трубы сваривать своими руками, вам стоит досконально разобраться во всей процедуре, в материалах и оборудовании, которые используются при сварке полиэтиленовых труб.
В технологии сварки полиэтиленовых труб нет ничего сложного, ведь современные сварочные аппараты являются упрощенными для использования.
Раструбная сварка
Раструбная сварка или как её ещё называют «муфтовая» предполагает соединение труб с помощью специальных фитингов. Фитинги, как и сами полиэтиленовые трубы, рекомендуется покупать с запасом на случай неправильно проведенной сварки, особенно если вам предстоит выполнять процедуру впервые.
Для данного метода полиэтиленовой сварки рекомендуется приготовить специальное оборудование, которое представляет собой сварочный аппарат.
Ручные сварочные аппараты предназначены для ручной сварки труб и фитингов небольших диаметров — до 50 миллиметров.
Несмотря на подобные ограничения, ручные сварочные аппараты изготовляются для всего диапазона полиэтиленовых труб, что предназначены для раструбной сварки при помощи фитингов (вплоть до 125 миллиметров).
Также бывают и механические сварочные аппараты, которые предназначаются для механизированной раструбной сварки полиэтиленовых труб большого диаметра — от 40 миллиметров и больше, когда велико усилие совмещения труб и фитинга. Такие устройства обеспечивают скорость и удобство выполнения раструбной сварки полиэтиленовых труб, позволяют добиться высокого качества сварного соединения.
Для раструбной сварки приготовьте такие принадлежности:
- Сварочные насадки или адаптеры. Они нуждаются в периодической замене из-за износа тефлонового покрытия. Под определенный диаметр полиэтиленовых труб требуется пара насадок соответствующего диаметра.
- Режущие инструменты. Такие вещи необходимы для резки труб при укладке трубопровода и для снятия с армированных труб алюминиевого слоя перед сваркой.
Свариваемыми поверхностями выступают в данном случае наружная часть трубы и внутренняя часть фитинга. Обе поверхности нагревают с помощью сварочной насадки, состоящей из таких составляющих: дорн – половина для нагрева фитинга и гильза – половина для нагрева конца трубы.
Раструбную сварку полиэтиленовых труб осуществляют таким способом. Сварочный аппарат следует прогреть до нужной температуры. Фитинг надевают на дорн до упора, согласно инструкции сварки полиэтиленовых труб. Подобное действие, как правило, требует небольших усилий. Одновременно с этим оденьте до упора на гильзу конец полиэтиленовой трубы. Проделайте эти манипуляции как можно быстрее.
Помните, что наружный диаметр гильзы несколько больше внутреннего диаметра трубы, а внутренний диаметр фитинга немного меньше наружного диаметра дорна. Лишний наружный слой труб во время нагрева оплавляется и наружу выдавливается в виде валика, который называют гратом. Уменьшение диаметра трубам позволяет войти в насадку, предназначенную для сварки.
Аналогичным способом грат выдавливается также на фитинге, позволяя ему с дорном совместиться полностью. Детали двигают в стенку нагревательной насадки до упора. Этот момент нужно чувствовать рукой, очень важно при его наступлении прекратить любое давление на детали. Дальше детали следует удерживать в этом положении на протяжении необходимого времени.
По истечению отведенного промежутка нужно быстро снять фитинг, затем вынуть трубу из насадки и совместить до упора вместе две детали. После остывания вы получите цельную полиэтиленовую деталь.
После этого вваривают в другой конец фитинга вторую трубу. Если вы планируете аппарат для сварки труб использовать только единожды, целесообразнее с экономической позиции не покупать его, а взять напрокат.
Так вы сможете уменьшить цену сварки полиэтиленовых труб.
Качество соединения будет напрямую зависеть от правильности выполненных манипуляций. При раструбной сварке полиэтиленовых труб чаще всего допускаются ошибки следующего характера.
Первая из них – трубу во время совмещения не вводят до конца в фитинг, за счет чего между внутренним упором и трубой формируется промежуток.
Данное соединение внешне смотрится обычным, но внутри образуется участок с большим внутренним диаметром труб и меньшей толщиной стенки.
При совмещении деталей лишние усилия тоже провоцируют проблемы, связанные с надежностью соединения. Так, внутри трубы под давлением упора фитинга образуется лишний грат, который будет создавать в дальнейшем препятствие току газа или воды.
Сварка труб встык
Самой большой популярностью пользуется технологическая карта сварки полиэтиленовых труб встык. Выбрав данную методику сварки, вы сможете существенно сократить использование электроэнергии. Помимо этого, сварка труб встык не требует применения тяжелой техники, что облегчает монтажные работы.
Такой методикой сваривают трубы, имеющие толщину стенок больше 5 миллиметров и диаметр более 50 миллиметров. Марка полиэтилена свариваемых между собой элементов должна быть одинаковой.
Поэтому перед совершением стыковой сварки стоит отсортировать трубы и фасонные детали по партиям поставки. Предпочтительнее сваривать трубы, что выпущены в одной партии.
К тому же не лишним будет тестирование труб на эллипсность.
Основа технологии состоит в разогреве торцов труб с помощью нагревательного инструмента перед процессом расплавления. При стыковке труб в этом состоянии соединение деталей происходит на молекулярном уровне. Стыковая сварка проводится в диапазоне от минус 15 градусов до плюс 45 градусов по Цельсию.
При сварке полиэтиленовых труб встык сразу же возникает вопрос: сколько отрезать от труб. Ведь отрезок трубы, в конце концов, уменьшится на расстояние сварки.
Посмотрите для этого в инструкцию сварки полиэтиленовых труб или измерьте парную насадку на инструменте. Это расстояние будет разным для различного диаметра труб.
К примеру, для 20 миллиметров трубы это расстояние составляет 14,5 миллиметров, для трубы 32 миллиметров – 18 миллиметров соответственно.
Далее рекомендуется перед сваркой каждой детали водопровода нанести разметку, чтобы трубу постоянно не измерять и повысить повторяемость сварки. Одинаковыми соединения будут по внешнему виду, предсказуемым станет усилие для одевания и снятия заготовок с разогретой насадки.
Стыковая сварка полиэтиленовой трубы кроется в нагреве торцов свариваемых элементов до вязкотекучего состояния и их соединением под давлением. Концы труб нужно закрепить жестко в фиксаторах специального аппарата, между ними располагают нагревающуюся плиту. Прижмите торцы к плите с определенным давлением и выдержите до начала процесса плавления.
Время нагревания зависит от диаметра полиэтиленовых труб и мощности используемого аппарата. После того, как вы достигнете необходимого уровня нагрева, удалите плиту, а трубы соедините встык, при этом нужно на них оказывать давление. Теперь осталось только ждать, пока полимерный материал полностью остынет.
Чтобы сварка полиэтиленовых труб встык происходила максимально быстро и точно, нужно использовать аппараты с гидравлическим или механическим приводом. Наиболее совершенные аппараты имеют программное управление.
Пользование таким аппаратом отличается целым перечнем достоинств: автоматический контроль процесса, который исключает действие человеческого фактора и возможность точного расчета времени, которое необходимо для сварки планируемого числа труб.
Электромуфтовая сварка труб
Электромуфтовую сварку полиэтиленовых труб используют для труб разной толщины стенок и разного диаметра, при монтаже безнапорного трубопровода – систем дренажа и самотечной канализации, врезке в действующий трубопровод и ремонте уже существующих трубопроводов.
Процедура сварки труб при помощи электромуфты рассчитывается на получение сварных соединений, которые выдерживают давление до 16 атмосфер. Электромуфтовые соединения являются в сравнении со стыковой сваркой наиболее затратными, а стоимость сварки полиэтиленовых труб в данном случае увеличивается.
Для осуществления электромуфтовой сварки понадобится наличие специальных фасонных частей, например, электросварных фитингов с закладным электронагревателем, который разогревает концы труб.
Если вы решили производить электромуфтовую сварку полиэтиленовых труб, следует действовать по такой инструкции.
Для начала подготовьте необходимые детали, а также очистите место, где будете производить работы, выберите параметры сварочной работы, зависимо от размеров трубы и закладных деталей.
Затем стоит тщательно очистить внутреннюю поверхность электромуфты и поверхности соединяемых труб от загрязнений. Для очистки и одновременного обезжиривания изделий рекомендуется использовать салфетки, что пропитаны легколетучей жидкостью, к примеру, спиртом.
Концы свариваемых труб нужно аккуратно и ровно обрезать для избегания затекания внутрь трубы расплавленного полиэтилена. С поверхности труб удалите окисленный слой. Окислы, что образуются в процессе производства труб, можно удалять механическим способом, посредством очистки специальными скребками.
Трубы закрепите в позиционере, контролируя при этом их соосность. Чтобы дополнительно защитить соединения от попадания пыли принято использовать обмотку липкой лентой. Заглушками закрывают открытые концы труб, чтобы предотвратить непроизводительные потери тепла. К выводам элетромуфты следует подать напряжение, в результате чего фитинг будет разогреваться, сваривая трубы.
Все время сварки полиэтиленовых труб, включая время остывания, место трубы с фасонной частью должно быть жестко закреплено, и оставаться при сварке неподвижным. Не забывайте о мерах безопасности при проведении сварочных работ. Особенно с учетом небольшого опыта сварки полиэтиленовых труб, даже если вы считаете, что процедура легковыполнима и проста.
Контроль качества швов
Обязательной частью процедуры сварки полиэтиленовых труб является контроль качества выполненных соединений. Продолжать обработку труб в дальнейшем можно только после осмотра всех выполненных соединений. Выполненные швы в точности должны соответствовать установленным техническим требованиям, только тогда соединение можно с уверенностью признать качественным.
Трубопровод, собранный из полиэтиленовых труб с качественно выполненными соединениями, прослужит несколько десятилетий, не требуя дополнительного обслуживания и ремонта. Вот основные требования и параметры сварки полиэтиленовых труб, которые предъявляются к качеству шва при визуальном осмотре:
- Соединение на поверхности трубы не должно выглядеть, как впалая бороздка, то есть оно не должно размещаться ниже общего уровня трубопровода.
- Важно выдержать соосность труб. Допускается смещение свариваемых изделий относительно друг друга, но не больше чем на 10% от толщины стенки. К примеру, если вы свариваете трубы со стенками, которые имеют толщину 5 миллиметров, то величина смещения не должна превышать 0,5 миллиметра.
- Также ограничивается высота валиков, которые образуются внутри полиэтиленовых труб и снаружи на их поверхности. При сваривании труб толщиной 5 миллиметров высота валика не должна превышать 2,5 миллиметров. Если толщина стенок труб составляет 6-20 миллиметров, то высота валика должна ограничиваться величиной 5 миллиметров.
Таким образом, полиэтиленовые трубы широко используются для сборки трубопроводов разного назначения. При выполнении работы в доме или квартире вполне возможна сварка своими руками полиэтиленовых труб.
Зависимо от размера труб и предназначения трубопровода выбирается методика сварки, а освоить технологию данной работы не составит большого труда.
Достаточно изучить теоретические рекомендации и ограничения на проведение процедуры, после чего можно смело приступать к практике!
Источник: http://strport.ru/stroitelstvo-domov/svarka-polietilenovykh-trub-svoimi-rukami