- Достоинства полипропиленовых труб
- Как паять полипропиленовые трубы
- Необходимые инструменты
- Предварительные работы
- Как паять полипропиленовые трубы: описание процесса и рекомендации, полезное видео
- Как правильно паять полипропиленовые трубы
- Описание технологии сварки
- Аппараты для сварки
- Процесс сварки
- Таблица пайки полипропиленовых труб
- Соединение труб армированных алюминием
- Ошибки при пайке полипропиленовых труб
- Как паять полипропиленовые трубы видео
- Как паять армированные полипропиленовые трубы видео
- Ошибки при пайке полипропиленовых труб видео
- Пайка полипропиленовых труб своими руками: технология, инструкция, видео
- Диффузионная сварка при помощи электропаяльника
- Соединение труб с использованием электрофитингов
- Холодная сварка
- Как правильно паять полипропиленовые трубы
- Таблица параметров и времени сварки
- Пошаговая инструкция
- Пайка армированных труб
- Как паять полипропиленовые трубы: инструкция по монтажу и видео уроки по установке водопровода
- Что необходимо для сварки полипропиленовых труб
- Арматура и фитинги для пайки
- Пайка, монтаж и соединение труб из полипропилена
- Варианты соединения полипропиленовых труб
- Подготовка паяльника, фитингов и труб к работе
- Технология сварки
- Основные ошибки при пайке полипропиленовых трубопроводов
- Подводя итог
 Полиэтиленовые трубы настолько практичны в применении, что почти заняли всю нишу в доли продаж, вытеснив традиционные металлические. Это связано в первую очередь характеристиками пнд труб.
Полиэтиленовые трубы настолько практичны в применении, что почти заняли всю нишу в доли продаж, вытеснив традиционные металлические. Это связано в первую очередь характеристиками пнд труб.
Достоинства полипропиленовых труб
 Полипропиленовые трубы обладают рядом достоинств:
Полипропиленовые трубы обладают рядом достоинств:
- долгий период эксплуатации;
- отсутствие накипи, ила и конденсата в процессе использования;
- высокая устойчивость к перепадам температур и давления;
- низкая стоимость;
- простота монтажа.
 Изначально при сборе, полипропиленовые трубы не подвергались пайке. Использовался специальный клей для соединения.
Изначально при сборе, полипропиленовые трубы не подвергались пайке. Использовался специальный клей для соединения.
В некоторых странах с трубами небольшого диаметра внутри помещения, так до сих пор и поступают.
Но паять армированные полипропиленовые трубы легко и экономически выгодно.
Как паять полипропиленовые трубы
Необходимые инструменты
Чтобы паять полипропиленовые трубы своими руками понадобятся, так называемые, фитинги. Это специальные соединительные элементы, зачастую в угловом виде.
Они различаются по форме.
Бывают из разных материалов, однородных или нескольких, например, металл с пластиком. И применяются в разных работах:
 Муфта. Используется, когда надо соединить трубы одного диаметра, расположенные в одной плоскости. Иногда припаивается капитально, а в случае необходимости можно использовать с резьбой внутри. Это позволяет заменять отрезки труб для ремонта.
Муфта. Используется, когда надо соединить трубы одного диаметра, расположенные в одной плоскости. Иногда припаивается капитально, а в случае необходимости можно использовать с резьбой внутри. Это позволяет заменять отрезки труб для ремонта.

Но надо учитывать, что резьба часто течет, а пайка – это более качественное соединение. Резьбу иногда уплотняют подручными средствами.
 Переходник. Из названия понятно, что соединяться между собой будут элементы с разным диаметром.
Переходник. Из названия понятно, что соединяться между собой будут элементы с разным диаметром.- Отводы на 90 и 45 градусов. Позволяет сделать соединение труб под нужным углом.
- Тройник или крестовина. В один технический узел соединяют три или четыре отрезка.
- Заглушка. Намертво закрывает трубу.

 Из специфических инструментов вида понадобятся только специальные ножницы и паяльник для труб.
Из специфических инструментов вида понадобятся только специальные ножницы и паяльник для труб.
Ножницы бывают двух видов, в зависимости от диаметра. Иногда используется шейвер и фаскосниматель.
Сварочный аппарат представляет собой конструкцию с различными отверстиями.

В этих отверстиях с разным диаметром крепятся специальные насадки для пайки. В набор включены различные насадки со специальным покрытием, за которыми нужен бережный уход.
Есть несколько видов аппаратов, рассчитанных на разную мощность. Соответственно, и на разный диаметр. Температура работ регулируется специальным переключателем.

- Шейвер это специальный прибор для зачистки армированного слоя с поверхности торцов.
- Для очистки от ненужного пластика и выравнивания поверхности используется фаскосниматель.

Предварительные работы
Перед тем как начинать паять, надо сделать предварительный проект.
 В нем должны быть видны все стыки и длины отрезков, а также прописаны крепления к поверхностям. Такие работы снизят вероятность ошибок.
В нем должны быть видны все стыки и длины отрезков, а также прописаны крепления к поверхностям. Такие работы снизят вероятность ошибок.
Далее необходимо сделать правильную разметку. Это один из самых важных этапов работ.
Также рассчитывают необходимое количество материала. Если делают по аналогии со старыми системами, то их промеряют.
Материал надо покупать с небольшим запасом. Если раньше не паяли трубы, то надо взять длиннее коммуникации и дополнительные фитинги для тренировки.
Заранее делаются заготовки – нарезают необходимые длины труб. Для этого к расстоянию между фитингами прибавляют 30 мм. Затем разрезают специальными ножницами ровно под 90 градусов. Потом крепят фитинг, и отмечают расстояние. Продольная отметка помогает соединить элементы труб по осям.
При пайке армированных труб по торцам проходят шейвером для очистки поверхности. Крепежные элементы сделаны с таким диаметром, что в них поместятся трубы только без верхнего слоя.
Как паять полипропиленовые трубы.
- Аппарат достается и включается. Важно подготовить место, чтобы было удобно работать и ничего не отвлекало. Он должен быть постоянно включен.
- Концы труб обезжириваются и очищаются от мелкой пыли и мусора. Элементы соединений можно промыть водой.
- В специальное отверстие паяльника вставляется подходящая по диаметру насадка.
- Устанавливается необходимая температура. И прибор греется в течение примерно десяти минут. О готовности сообщит индикатор.
- На насадку медленно и аккуратно надевается элемент трубопровода.
- Для нагрева необходимо выдержать паузу. Чем больше диаметр, тем дольше надо ждать. Время составляет от 4 до 10 секунд.
- Далее этот элемент быстро снимается и надевается на трубу. Здесь как раз и помогут продольные и поперечные метки.
- Шов осматривается. Качественный шов обычно ровный и аккуратный. Не должно быть трещин или складок. Допустимый сдвиг – толщина одной стенки.
- После этого трубам надо дать остыть. Нельзя их перегибать или деформировать.
- Если в процессе что-то пошло не так, то ошибку можно исправить, только вырезав неправильное соединение.
- При пайке крана надо расположить его так, чтобы ручка могла поворачиваться во все стороны.
На самом деле, процесс паяния достаточно простой. При этом надо соблюдать технологию.
Можно посмотреть, как паять полипропиленовые трубы на видео. Работы лучше проводить в перчатках.
Как паять полипропиленовые трубы: описание процесса и рекомендации, полезное видео
Канализационны, водопроводные, в том числе и отопительные системы нередко создаются из полипропиленовых труб. Они позволяют смонтировать герметичные и долговечные коммуникации, не уступающие и даже превосходящие стальные сети.
Достичь результата возможно только, если заранее научиться правильно варить полипропиленовую трубу. Навык пригодится при строительстве и ремонте квартир в многоэтажных домах, особняках, коттеджах и даже на дачах.
Приобрести его не сложно, но необходимо обязательно познакомиться со всеми нюансами.
Как правильно паять полипропиленовые трубы
Полипропиленовый материал обладает выраженными термопластичными свойствами. Потому изделия из ПП становятся пластичными при нагреве. Во время повышения температуры их структура размягчается. В таком состоянии полипропилен напоминает пластилин.
 Пайка
Пайка
Подогрев и остывание материала позволяет получить надежный стык. Соединение выполняется быстро. При медленном его исполнении качество соединения ухудшается.
Пайка полипропиленовой трубы — полифузная сварка. Поэтому проводится при использовании специального паяльника. Инструмент позволяет быстро нагреть материал до нужной температуры. Обычно ее значение составляет от 300 до 320°C. Однако полипропилен начинает плавиться уже при 149°C.
Трубы ПП не рекомендуется нагревать сверх допустимых норм и воздействовать на них перегретым инструментом. В результате таких действий материал потеряет свои свойства и изделия легко согнутся.
Описание технологии сварки
На практике используют два метода для соединения трубчатых изделий из полипропилена: муфтовый и стыковой способ.
Принцип технологии пайки полипропиленовых труб отличается простотой, потому что позволяет с минимальными навыками выполнить качественную сварку. Исполнителю потребуется затратить немного сил и средств для достижения результата.
Новички чаще используют муфтовый способ соединения, требующий меньше сноровки. Он основан на применении фасонных деталей. Это прямолинейный отрезок трубы или муфта.
 Муфтовая пайка
Муфтовая пайка
Соединительные элементы отличаются большим диаметром, чем основной трубопровод. В них с двух сторон вставляются прямолинейные элементы коммуникаций на определенную глубину в зависимости от диаметра.
В домашних условиях применяется именно этот вариант стыковки. С его помощью соединяются трубопроводы диаметром до 63 мм.
Принцип муфтового метода заключается в плавлении части наружной поверхности заготовки. Кроме того, внутренней области соединительной детали. После нагрева два элемента плотно соединяются.
Стыковой способ — прямой вариант соединения деталей систем. Он реализуется тоже за счет расплавления ПП элементов, но только в этом случае нагреваются торцы одинакового большого диаметра. Этот метод не предполагает использование фитингов.
Во время сварки полипропиленовых труб большого диаметра не допускаются отклонения от оси соединяемых элементов. Даже небольшой сдвиг приводит к уменьшению внутреннего сечения системы на этом участке.
 Стыковая сварка
Стыковая сварка
Это становится причиной замедления движения жидкости в коммуникации. Для точной стыковки деталей кроме нагревательного инструмента дополнительно применяется система центровки.
Аппараты для сварки
Конструктивно все аппараты для раструбной сварки полипропиленовых труб похожи на электрические утюги. В устройствах имеются нагревательные элементы и сменные насадки разного диаметра. Такой инструмент принято называть утюгом для сварки.
 Паяльник типа “утюг”
Паяльник типа “утюг”
Для торцевой стыковки используются более сложные сварочные аппараты. Оборудование для прямого соединения применяется на промышленных объектах.
 Аппарат для стыковой сварки
Аппарат для стыковой сварки
При работе с любым видом нагревательного инструмента необходимо использовать перчатки из плотной материи.
Процесс сварки
Чтобы уменьшить вероятность ошибки, все операции необходимо проводить аккуратно, точно и исключительно последовательно.
Пайка полипропиленовых труб инструкция:
- В помещении обеспечивается или проверяется эффективная работа вентиляции, так как во время пайки полимерных материалов выделяются токсичные вещества. Поэтому необходимо создать эффективную циркуляцию воздуха, чтобы защитить организм от высокой концентрации вредных элементов.
- Края нарезанных заготовок обрабатываются с помощью торцевателя или специального инструмента для снятия фаски, чтобы упростить процесс соединения деталей.
- Проводится очистка от пыли и обезжиривание соединяемых поверхностей при использовании уайт-спирита, который обязан полностью высохнуть естественным путем. Не допускается наличие капель воды, потому что при повышении температуры образуется пар, который станет причиной появления пор в материале. Они ухудшат качество стыка.
- На паяльнике устанавливается рекомендуемая температура пайки и включается прибор. Разогрев выполняется до +260°C независимо от диаметра. Изменяется только период нагрева.
- После загорания лампочки зеленого цвета начинается сварка путем установки прямого участка на насадку-гильзу, а фитингового элемента — на дорн. Это позволяет одновременно нагреть две детали до требуемой температуры.
- Разогрева выполняется в течение указанного времени пайки полипропиленовых труб, указанного в таблице. После этого прямолинейный и фасонный элемент снимаются с прибора и быстро соединяются между собой.
 Нагрев элементов
Нагрев элементов
 Соединение и фиксация
Соединение и фиксация
Необходимо неподвижно удерживать стыкуемые детали без прокручивания пока не произойдет остывание материала. Разрешается корректировать их соосность в течение 1-2 секунд. Другие движения приведут к нарушению молекулярных связей, что нередко становится причиной появления протечек во время эксплуатации систем.
Перед выполнением этой операции нужно предварительно на отрезок трубы нанести линию, обозначающую глубину, на которую он будет вставляться в фитинг до упора. Обозначенное расстояние также позволяет нагреть только требуемый участок с помощью паяльника. Для каждого диаметра трубы используется свое значение.
Таблица пайки полипропиленовых труб
Если не выдерживать время нагрева, качественно спаять соединение не получится. Недогрев препятствует диффузии материала. При перегреве произойдет деформация изделий. Поэтому необходимо всегда пользоваться значениями из таблицы.
 Время пайки полипропиленовых труб таблица
Время пайки полипропиленовых труб таблица
Во время пайки тонкостенных трубных изделий время нагрева этих элементов уменьшается в 2 раза, но период прогрева муфт изменять нельзя. Он должен соответствовать рекомендованным значениям. При работе на улице или в неотапливаемом помещении, где температура меньше +5°С, греть ПП изделия нужно дольше на 50%.
При соблюдении времени нагрева, снятия с паяльника и соединения деталей, их фиксации и температуры сварки полипропиленовых труб по окружности внутри стыка образуется буртик аккуратной формы. Его высота обычно составляет 1 мм. Он не мешает движению жидкости. Снаружи тоже создается аккуратный буртик. Он не портит вид места стыка.
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.
Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.
 Шейвер
Шейвер
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.
ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Как паять полипропиленовые трубы видео
Учиться нужно исключительно у профессионалов. Поэтому познакомьтесь с размещенным видео.
Как паять армированные полипропиленовые трубы видео
Монтаж инженерных коммуникаций из полимеров с помощью пайки — это популярный способ создания надежных систем. Метод позволяет обустраивать канализацию, водопровод и сеть отопления в частных домах и квартирах.
Ошибки при пайке полипропиленовых труб видео
Простой принцип выполнения работ способствовал популярности пайки. Благодаря легкости процесса его могут использовать даже неопытные люди. Однако необходимо обязательно строго соблюдать температурный режим нагрева ПП деталей и полностью выполнять другие советы специалистов.
Пайка полипропиленовых труб своими руками: технология, инструкция, видео
Сварка полипропиленовых труб обеспечивает самое быстрое и надежное соединение по сравнению с другими видами пластиковых труб.
Процесс соединения является одинаковым для любых ПП труб, за исключением армированных, которые имеют свои особенности при монтаже.
Простота и доступность этого вида работ позволяет осуществлять ее самостоятельно в домашних условиях при соблюдении правильной технологии сварки и при наличии соответствующих инструментов.
При монтаже труб из полипропилена вы можете использовать один из трех основных типов соединения:
- диффузионная пайка;
- спайка электрофитингами;
- холодная сварка.
Рассмотрим более подробно все три вида соединений ПП труб: их особенности, основные преимущества и недостатки.
Диффузионная сварка при помощи электропаяльника
 Электропаяльник
Электропаяльник
- При данном способе соединения труб используется разнообразная доборная арматура и специальный электронагревательный аппарат (паяльник).
- Он поставляется вместе с набором съемных парных насадок, размеры которых соответствуют наружным диаметрам труб и внутренним диаметрам соединительных элементов.
- О самом популярном диаметре труб и о других характеристиках изделий из полипропилена читайте здесь.
Пара насадок закрепляется на термонагревательном элементе электропаяльника и с его помощью подогревается до температуры 260°С. В разогретые насадки на несколько секунд вставляются соединительные детали. За счет этого происходит нагревание и частичное расплавление контактируемых с насадками поверхностей полипропиленовых элементов.
После этого труба и доборный элемент быстро извлекаются из насадок и вставляются друг в друга. В результате происходит взаимопроникновение (диффузия) расплавленных поверхностей деталей.
После остывания они образуют полностью монолитное соединение.
Преимущества данного способа:
- легкий процесс пайки;
- низкая стоимость доборных элементов;
- небольшая стоимость электропаяльника.
Недостатки:
- неудобство использования электроприбора в труднодоступных местах.
Диффузионная сварка полипропиленовых труб является самой распространенной при самостоятельном монтаже в домашних условиях.
Соединение труб с использованием электрофитингов
 Электрофитинг
Электрофитинг
Электрофитинги представляют собой различные соединительные элементы особой конструкции, внутри которых имеются встроенные электронагреватели с выходящими наружу контактами.
При монтаже трубы вставляются и неподвижно фиксируются в электрофитинге. К наружным контактам электрофитинга с помощью проводов подключается сварочный аппарат, подающий на него электропитание в заранее установленном автоматическом режиме на определенное время.
В результате работы встроенного электронагревателя происходит частичное расплавление внутренней поверхности электрофитинга и пайка ПП трубы с соединительным элементом.
Преимущества этого способа:
- быстрый и технологически простой процесс сваривания труб.
Недостаток:
- высокая стоимость соединительной арматуры и сварочного агрегата.
Пайку труб из полипропилена с электрофитингом используют строительные фирмы при выполнении больших объемов работ. В домашних условиях этот способ практически не применяют.
Холодная сварка
Холодная сварка труб осуществляется при помощи специального клея. Он имеет особый состав, который размягчает наружные поверхности соединяемых элементов.
Для этого места соединений предварительно обезжириваются, затем на них наносится слой клея. После этого детали соединяются между собой, фиксируются в нужном положении и выдерживаются в течение определенного времени.

Поучившиеся соединение труб методом холодной сварки не уступает по прочности диффузионной термической спайке.
Преимущества:
- простая технология, не требующая покупки электронагревательного оборудования.
Недостаток:
- такой способ соединения полипропиленовых труб можно использовать только для систем холодного водоснабжения.
Для отопления и ГВС его применять не рекомендуется.
Как правильно паять полипропиленовые трубы
Учитывая, что электрофитинги и холодная сварка в домашних условиях практически никто не использует, дальнейшая инструкция будет посвящена самостоятельной сварки полипропиленовых труб при помощи электропаяльника.
Для работы нужно подготовить:
- специальный электропаяльник с комплектом насадок соответствующего диаметра;
- специальный роликовый резак (трубные ножницы) или пилу;
- напильник или острый нож для удаления заусенцев на торцах труб;
- измерительную рулетку или линейку;
- маркер или мелок для нанесения отметок на соединяемые детали;
- монтажное приспособление для пайки труб диаметром более 40мм.
Кроме самих ПП труб и соединительной арматуры также понадобится х/б ветошь и жидкость для обезжиривания поверхностей греющих насадок (ацетон, спирт и т.п.).
Таблица параметров и времени сварки
Чтобы обеспечить наилучшее качество соединений, нужно соблюдать определенные правила. Значение параметров, указанных в таблице, зависят от диаметра изделий и температуры окружающего воздуха.
Температура пайки труб: 260 градусов.
| 16 | 12 | 5 | 4 | 2 |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 3 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 33 | 50 | 12 | 8 |
Указанная в таблице продолжительность нагрева соединяемых деталей приведена для температуры окружающего воздуха 20°С. При более низкой температуре время нагревания необходимо немного увеличить.
Пошаговая инструкция
Процесс диффузной сварки своими руками осуществляется в следующей последовательности:
 Резак для нарезки труб
Резак для нарезки труб
С помощью рулетки, маркера и специального трубореза или пилы отмеривается и отрезается кусок трубы необходимого размера. Перед этим желательно сделать пробную резку трубы, чтобы убедиться в остроте инструмента.
С конца отрезка трубы снимается торцевая фаска и удаляются все заусенцы.
При диаметре трубы более 40 мм ее торец необходимо срезать под углом в 35-45° для предотвращения образования задиров при пайке. Затем подбирается элемент соединительной арматуры нужной конфигурации.
Проверяются соединяемые детали на отсутствие каких-либо внешних дефектов. При этом труба должна плотно и до конца входить в соединительный элемент без люфтов и перекосов. При большом люфте подбирается другой доборный элемент.
- Соединяемые поверхности обрабатываются обезжиривающей жидкостью.
- На конце трубы маркером отмечается глубина входа в соединительный элемент с учетом зазора около 1 мм, нужного для предотвращения сужения внутреннего диаметра трубы за счет выдавливания внутрь ее торцевого края при пайке.
- Также отмечается взаимное расположение деталей по отношению друг к другу.

Их поверхности очищаются обезжиривающей жидкостью с помощью ветоши и проверяется свободное вхождение в них соединительных деталей без большого люфта.
Подготавливается к работе электропаяльник. Для этого на его нагревательном элементе закрепляются выбранные насадки, паяльник устанавливается на подставку и подключается к электросети.
На термостате паяльника должна быть выставлена необходимая температура нагрева.
 Вставляем трубы в насадки паяльника
Вставляем трубы в насадки паяльника
После нагрева паяльника до нужной температуры, о чем свидетельствует его автоматическое отключение термостатом, в насадки на несколько секунд вставляются соединяемые полипропиленовые детали.
Если детали с трудом входят в насадки, то допускается их небольшое осевое вращение. При этом сначала на внутреннюю насадку одевается соединительный элемент, а затем во внешнюю насадку вставляется конец трубы.
После нагрева они извлекаются в обратной последовательности. Делается это потому, что соединительная деталь имеет большую толщину стенок и требует более длительного нагрева.
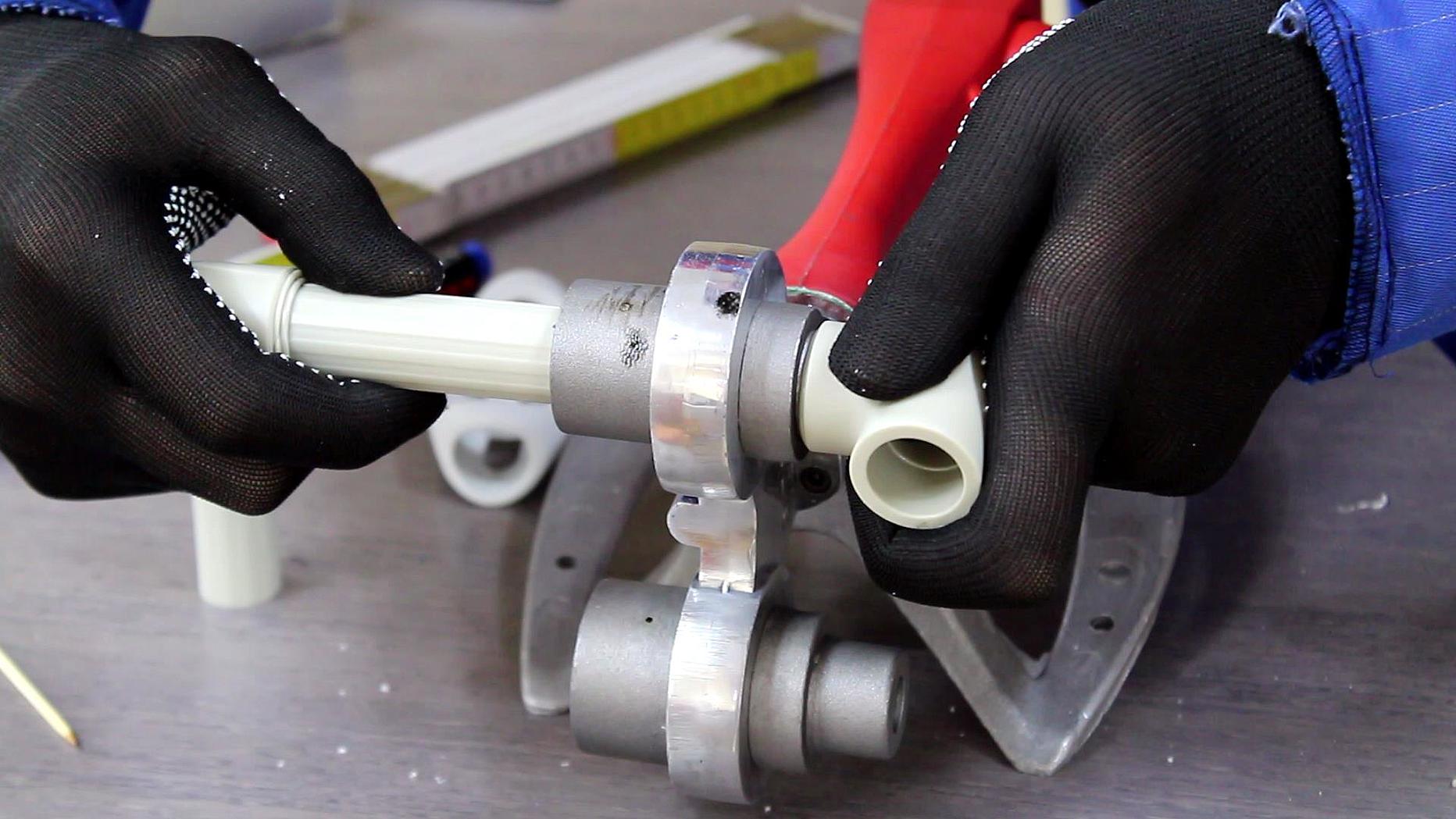
 Плавно вставляем детали друг в друга
Плавно вставляем детали друг в друга
После необходимого прогрева детали извлекаются из насадок паяльника и плавно вставляются друг в друга до совпадения меток, предварительно нанесенных маркером. Осевое вращение деталей относительно друг друга при этом не допускается.
- Необходимо следить за соосностью получившегося соединения.
- После соединения детали необходимо выдержать в фиксированном положении в течение нескольких секунд согласно вышеприведенной таблице параметров пайки.
- Пользоваться трубопроводом можно по истечении 50-60 минут после пайки.
- В случае возникновения каких-либо дефектов соединения данный участок трубы отрезается и проводится новая пайка деталей.
Пайка армированных труб
 Швейер для зачистки краев трубы
Швейер для зачистки краев трубы
- ПП трубы, армированные внутренним алюминиевым слоем или стекловолокном, отличаются улучшенными техническими характеристиками по рабочему давлению и температуре, поэтому чаще всего используются для систем отопления и ГВС.
- При сварке армированной алюминиевой прослойкой трубы, перед тем как вставить ее в нагревательную насадку электропаяльника, необходимо удалить с конца трубы наружный полипропиленовый слой и алюминиевую оболочку на необходимую длину соединения деталей.
- Осуществляется это с помощью специального резака для труб или острого ножа.
- Для проведения пайки труб, армированных стекловолокном, такую операцию проводить не нужно.
- Видео: как паять армированные полипропиленовые трубы
Как паять полипропиленовые трубы: инструкция по монтажу и видео уроки по установке водопровода

Помимо этого, трубы из полипропилена успешно можно использовать при:
- прокладке линий газопровода;
- подаче питьевой воды;
- подаче, выводе или транспортировке химических жидкостей;
- установке водостоков.
Что необходимо для сварки полипропиленовых труб
Главное, что нужно купить или арендовать – это сварочный аппарат (паяльник) для полипропиленовых изделий. Вероятно, у вас есть знакомый, который одолжит вам его временно.
Для владельцев же загородных домов, хозяйственных построек и бань, где будет водопровод, он просто необходим.
Так как можно не только проложить любой полипропиленовый водопровод, но и, если нужно, отремонтировать его. Помимо этого нужно иметь:
- Тефлоновые насадки для паяльника диаметром 16, 20, 25, 32, 40 миллиметров. Выбор насадок для пайки зависит от особенностей систем водоснабжения или отопления. При помощи них делается одновременное расплавление элементов соединяемых частей, которые после соединяются друг с другом.
- Угольник, линейка, рулетка.
- Средство для обезжиривания соединительных частей.
- Нож.
- Карандаш.
- Ветошь.
- Напильник.
Арматура и фитинги для пайки
С выбором необходимых фитингов проблем не должно появиться. В продаже есть все, что требуется для укладки любого водопровода: тройники, косые и прямые уголки, переходники, крестовины, муфты, компенсаторы различных конструкций и диаметров.
Помимо этого, в ассортименте есть фитинги с хромированными залитыми металлическими вкладышами. Это позволяет с легкостью подключить любую сантехнику или подключиться к медному или стальному водопроводу, без помощи специалистов.
Пайка, монтаж и соединение труб из полипропилена
С учетом диаметра и способа сварки рекомендуется использовать такие типы соединения:
- Стыковые — для трубопровода диаметром больше 63 миллиметров.
- Раструбные (муфтовые) – для трубопровода диаметром меньше 63 миллиметров.
При устройстве трубопровода в частном доме или бане раструбная сварка — это основной вид пайки, потому как трубы сечением больше 50 миллиметров нет смысла ставить. Для магистральных линий подходит сечение 40 или 50 миллиметров, а для отводного водопровода 16–32 миллиметра.
Варианты соединения полипропиленовых труб
 Пайка седел – это вид стыковой пайки, когда к цилиндрической поверхности трубы вваривается под прямым углом специальное седло с раструбом. После выдержки спаянного узла через седло делается отверстие в трубе. После к седлу вваривается вторая труба. Так, получается сообщающаяся Т-образная конструкция.
Пайка седел – это вид стыковой пайки, когда к цилиндрической поверхности трубы вваривается под прямым углом специальное седло с раструбом. После выдержки спаянного узла через седло делается отверстие в трубе. После к седлу вваривается вторая труба. Так, получается сообщающаяся Т-образная конструкция.
Стыковая пайка используется, если необходимо спаять встык трубы диаметром больше 50 миллиметров с толщиной стенок больше 4 миллиметров. В частном строительстве данный вид сварки почти не применяется.
Раструбная сварка труб сечением не больше 40 миллиметров делается с помощью паяльника с необходимыми насадками. Сварка изделий с сечением больше 40 миллиметров требует использование специального аппарата с центрирующими насадками.
Подготовка паяльника, фитингов и труб к работе

Внешний диаметр трубы обязан быть больше внутреннего сечения раструба фитинга. Если в холодном положении можно соединить стыковочный узел, то это обозначает, что или фитинг с браком, или труба меньше нужного диаметра.
Обрезать труборезом (ножницами) трубу в требуемый размер таким образом, чтобы плоскость среза находилась перпендикулярно оси.
Если находится слой армирования, то шейвером зачистить трубу, чтобы его полностью удалить. Последующие работы происходят так же, как и для обычной трубы.
Ножом или ножовкой проделать небольшую фаску по внешнему диаметру, чтобы труба при углублении в раструб не сделала задиров. Если образовались заусенцы на внутренней части трубы, то их нужно тоже убрать ножом, чтобы не мешали циркуляции воды.
Паяльник надежно крепится в удобном месте для работы, после на него одеваются необходимые тефлоновые насадки, которые крепятся при помощи винтов. Лишь после этого сварочный аппарат можно включать в сеть. Через 7–15 минут, когда индикатор покажет готовность к сварке, нужно аккуратно почистить ветошью рабочие плоскости насадок.
Для пайки деталей в труднодоступных участках водопровода, к примеру, сверху помещения, нужно продумать то, куда положить паяльник после прогрева стыковочных элементов, потому как две руки будут заняты их креплением.
Технология сварки
При сварке все действия нужно делать четко и быстро. Тем, кто еще никогда не делал сварку полипропилена, советуем посмотреть видео, и после выполнить несколько пробных соединений. Лишь затем, когда будете уверены в ваших действиях, можно начинать монтаж.
Главное правило – сперва насадка полностью углубляется в раструб фитинга, а после уже труба, и лишь затем начинается отсчет времени пайки.
После первого крепежа нужно проверить качество пайки. Если отверстие перекрывается расплавленным полипропиленом, то глубину вводимой части трубы необходимо сделать меньше на несколько миллиметров.
Как паять:
- Карандашом на трубе от торца чертится отметка размера расплавляемой части, до которой заводится труба в насадку.
- Если на втором конце трубы будет паяться еще один фитинг, который изменяет направление, к примеру, тройник или уголок, то на трубе еще размечается и место дополнительного ребра на фитинге. Если его нет, то устанавливаются отметки и на трубе, и на фитинге. Данные отметки являются ориентирами для правильной установки фитинга во время соединения.
- Завести в прогретую насадку сперва раструб фитинга, а после в трубу, сделать нужную выдержку, плавно достать обе части, быстро их скрепить, совместить с предварительно выполненными отметками, отрегулировать углы, плоскостность и соосность.
- На протяжении 20-40 секунд неподвижно закрепить соединяемые части, после этого сваренный участок получит окончательное положение.
- Держать в естественных условиях спаянный узел до полного застывания. Использование других вариантов охлаждения недопустимо.
Основные ошибки при пайке полипропиленовых трубопроводов

Слабо прогрет паяльник. В данном случае добиться прочного сплавления слоев почти невозможно. Вначале трубопровод может нормально функционировать, но через время, в любом случае, появиться течь. Чтобы не допустить это, нужно, для начала, перед пайкой дать сварочному аппарату дополнительно нагреться не меньше 5 минут, а также на протяжении работы не выключать его от сети.
Плохо выдержано время прогрева трубы. Итог такой же, как и в пункте описанном выше, так паять не стоит.
Труба передержана во время обогрева. В первую очередь это отражается на трубе. Она становиться очень мягкой, теряет изначальную прочность, установить ее в раструб фитинга без повреждений не получится. Иногда плавленый полипропилен может частично закрыть отверстие в фитинге, перекрыв этим поток воды в трубе.
Неверно сделана последовательность пайки полипропиленовой арматуры. На месте установки паяльника нужно производить сварку узлов в максимально допустимом количестве.
Переходить к прокладке трубопровода на потолке, стене или других местах необходимо лишь тогда, когда это выполнить на постоянном месте уже сложно.
Потому, нужно четко продумать последовательность всех узлов, чтобы правильно паять все детали конструкции.
Подводя итог