- Использование и изготовление профильных труб
- Как изготовляют профильные трубы
- Виды профильных труб и их размеры
- Плюсы и минусы профильных труб
- Способы изготовления профильных труб
- 2. Сварной метод изготовления
- Как изготавливаются профильные трубы
- Производство профильной трубы – тонкости технологического процесса
- Использование профильных труб для постройки каркасных зданий
- Особенности профильных труб
- Способы изготовления профильных труб
- Виды профильных труб
- Нормативные документы для изготовления профильных труб
- Применение профильных труб
- Особенности профильных труб
- Металлокаркасные здания
- Преимущества каркасных зданий
- Недостатки каркасных зданий
- Заключение
- Квадратная труба: сортамент, способы производства, область применения
- Виды труб с квадратным профилем
- Особенности производства электросварных квадратных труб различных размеров
- Особенности изготовления бесшовных труб
- Иные способы изготовления труб квадратного сечения
- Как выбрать подходящую трубу
- Процесс изготовления профильных труб и область их применения
- Область применения
- Этапы изготовления профильной трубы
- Изготовление профильной трубы: азы производства
- Производство и применение профильных труб
- Особенности производства сварных профильных стальных труб
- Трубогиб для профильной трубы своими руками: способы изготовления
- Основная информация о трубогибах
- Какие существуют виды трубогибов
- Классификация по типу привода
- Классификация по способу изгиба трубы
- Как изготовить простейший ручной трубогиб для профильной трубы своими руками
- Изготовление самодельного гидравлического трубогиба
- Как самостоятельно сделать прокатный трубогиб
- Трубогиб (видео)
Использование и изготовление профильных труб
На сегодняшний день без разных построек мы бы вряд ли чувствовали себя комфортно. Поэтому без помощи профильных труб наше строительство стояло бы на месте, а не развивалось.
У профильных труб есть квадратные или прямоугольные сечение, они используются для строительной арматуры, при постройте гражданских и промышленных объектов, для возведения трубопроводов, в качестве ограждения и при отделки помещений. Из-за того, что такая труба имеет квадратное сечение, она плотно прилегает к плоским поверхностям, такое действие очень экономит металл. Профильная труба имеет четыре ребра, которые создают условия прочности для конструкции.
Как изготовляют профильные трубы
Практически из любого металла производство профильных труб по технологии одинакова . Для того чтоб изготовить такие трубы берут в использование прямошовные и электросварные трубы. Для начала работы берут заготовку, и из нее делают круглую трубу. Затем с помощью холодного иили горячего деформирования производят профиль.
Конечный облик трубы будет исходить от технологии и назначения изделия. Также в то время, когда труба делается, профиль могут «усовершенствовать» с помоью термической обработке – снимает внутреннее механическое напряжение.
Виды профильных труб и их размеры
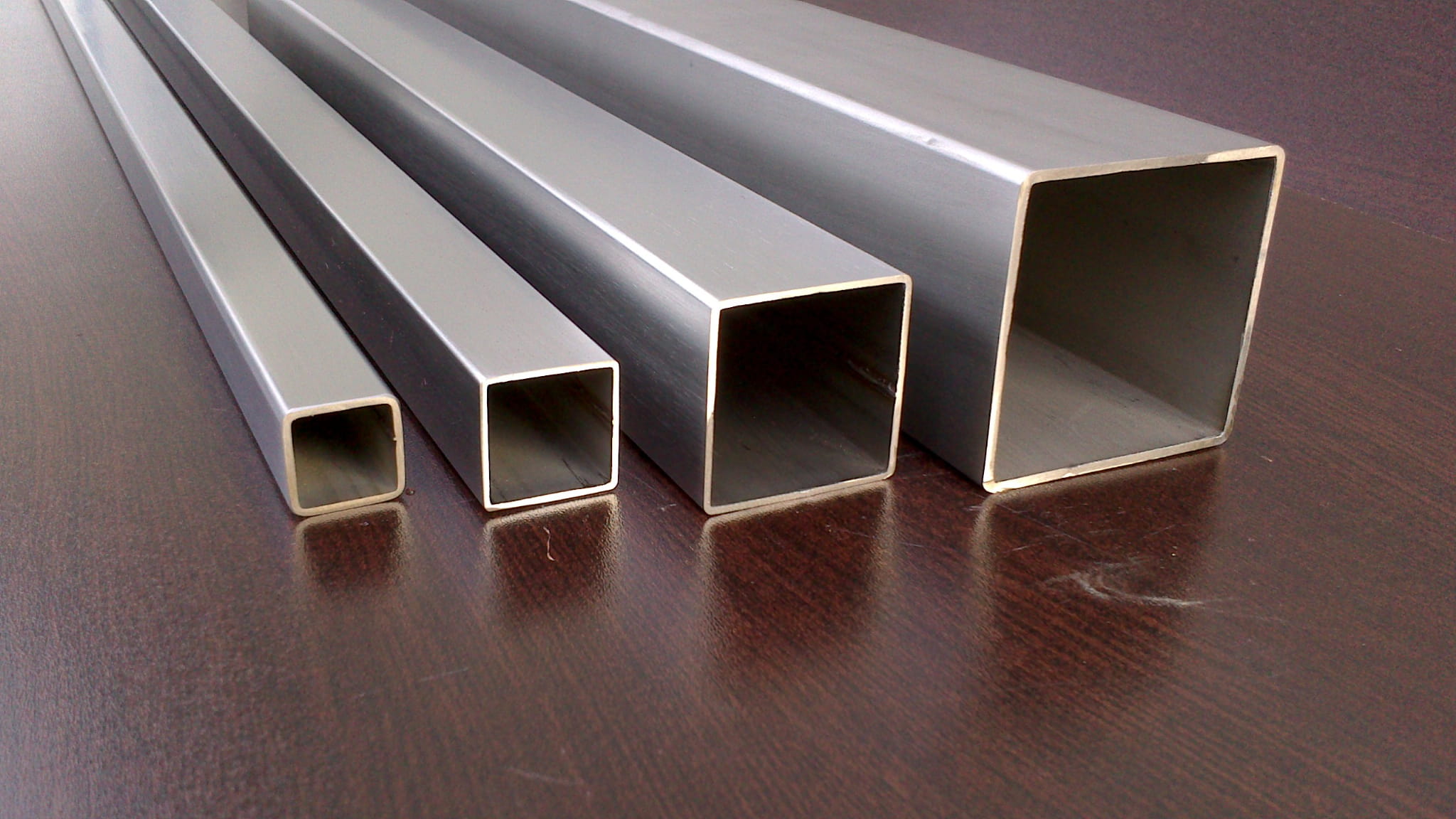
Чаще используемые профильные трубы – это квадратные и прямоугольные. Размеры труб и вид зависит от того, где их собираются применять:
- сечение трубы может быть от 10х10 до 450х350 мм;
- тощина стенки от 1 до 12 мм;
- длина пропорцианально с ГОСТ и ТУ – от 6 до 12 метров.
Также существуют несколько способов изготовления профильных труб:
- электросварные;
- профильные бесшовные;
- холоднодеформированные электросварные;
- холоднодеформированные и горячедеформированные.
В наши дни без профильных труб не обойтись, поэтому существует множество сайтов в интернете, где можно их, как приобрести, так и прочитать самую подробную информацию.
Плюсы и минусы профильных труб
Профильные трубы полезны в использовании при строительстве промышленных зданий, торговых залов, спортивных сооружений, мостов и т.д. Как указывалось ранее, благодаря плотному прилеганию, экономится использования металла, а при таких затратных постройках это очень выгодный и удобный вариант.
Также такие трубы используются в каркасе здания для закачки воды. Подобная система это отличная защита от огня, такую технологию хорошо применять для общественных зданий: школ, кинотеатров, больниц и т.д.
Долгое использование профильных труб для общественных зданий показало, что влага внутрь труб не попадает, поэтому и коррозии внутренней поверхности нет. Также использование профильных труб позволяет архитекторам с нестандартными решениями использовать их при постройке.
Благодаря чему задуманное здание будет стоять крепко и красиво.
В каждом материале есть свои приемущества и недостатки, профильные трубы тоже имеют свои минусы. Это подверженность коррозии, в результате чего происходит нарушение или ухудшение характеристики трубы. Однако есть и выход для такой проблемы – профильные оцинкованные трубы.
Такие трубы применяются практически во всех сферах промышленности.
Например трубы разных сечений (20х20 и 120х120) могут применяться в газовой и химической промышленности, энергетической, жилищно-коммунальном хозяйстве, фармацевтическом предприятии и т.д.
В итоге, профильные трубы используются главным образом для постройки металлоконструкций, монтажа каркасов зданий, различного вида опор, мачт, пролетов и так далее.
Ксения Лукош — Корреспондент РИА VistaNews
Источник: https://vistanews.ru/obschestvo/112242
Способы изготовления профильных труб
Труба профильная – один из наиболее востребованных типов металлопроката, используемых в отраслях промышленности и строительства. В сечении материал может иметь квадратную, прямоугольную или овальную формы. Для более подробного ознакомления с сортаментом продукции, можно посетить веб сайт компании МСК-Строймат.
Профильная труба производится несколькими способами, которые влияют на свойства материала и, соответственно, на его применение.
Деформация осуществляется холодно- и горячекатным методом. Материал, изготовленный таким способом, является более популярным, поскольку отличается более низкой стоимостью готовой продукции.
Различают два вида деформации:
- холоднокатный;
- горячекатный.
В качестве заготовок используются круглые трубы, деформируемые под влиянием разных температур, низких или высоких. Низкие температуры применимы для холоднокатного способа, а высокие – для горячекатного.
В процессе деформации заготовкам задается определенная форма сечения: квадратная, прямоугольная и т.д.
Холоднокатный способ получения профильных труб отличается меньшей себестоимостью, но при этом готовая продукция имеет невысокие характеристики прочности.
Поэтому материал преимущественно применяется для производства мебели, в декоративной ковке, а также в строительной или промышленной отраслях, когда на конструкции не будет оказываться высокая нагрузка (например, в качестве опор для теплиц, козырьков или навесов).
Горячекатный способ получения профильных труб дает возможность изготовления более прочной продукции, применяемой во многих сферах промышленности или строительства. По своим характеристикам материал, полученный таким методам, не уступает цельному профилю, а с точки зрения стоимости профильные трубы куда более привлекательны.
2. Сварной метод изготовления
При сварном методе производства профильной трубы в качестве заготовок используются либо полосы из стали, либо штрипсы. Отдельные элементы свариваются между собой шовным или бесшовным способом.
Этот метод более дорогостоящий, поэтому в большинстве случаев потребители предпочитают приобретать материал, полученный путем деформации заготовок.
Сварные трубы применяются в изготовлении трубопроводов, а также для прокладки инженерных коммуникаций.
Каждая разновидность металлопроката строго регламентируется государственными стандартами, определяющими тип стали, марку и габаритные характеристики (размеры или диаметр сечения и толщина стенки).
При покупке профильных труб необходимо запросить у дилеров сертификат качества на реализуемую продукцию.
Соответствие материала техническим характеристикам обеспечивает надежность и безопасность конструкций.
Источник: http://stroitelstvo21.ru/tekhnika/7879-sposoby-izgotovleniya-profilnykh-trub.html
Как изготавливаются профильные трубы

Современные технологии позволяют получить качественные материалы и способствуют экономии сырья при его производстве. Профильные трубы незаменимы для обустройства каркаса строительных лесов, билбордов наружной рекламы, остановочных комплексов и многих других несущих конструкций.
Профильные трубы применяются в строительной, машиностроительной, дизайнерской и рекламной индустрии, тяжелой и легкой промышленности. Изделия в поперечнике имеют вид какой-либо геометрической фигуры. Сечение трубы выполнено в виде многоугольника с четырьмя углами, полуовала, овала и проч.
Профиль производится горяче- холоднодеформированным и сварным методом из штрипсов — специальных заготовок.
Важным преимуществом стального профиля считается высокий уровень экономии металла благодаря конструктивным особенностям. Изготавливается профильная труба со стенками выполняющими функцию ребер жесткости, дающих необходимую прочность. Внутренняя полость обеспечивает экономичное использование сырья.
Различное сечение профильной трубы получают благодаря использованию специальных методов производства. Неизменными остаются основные этапы изготовления. Отвечая на вопрос как изготавливаются профильные трубы можно сказать следующее: получают стальной профиль на станах холодного и горячего проката двумя методами:
✔ Обработка первичной заготовки на специальном профилегибочном стане с вальцами нужного профиля с последующей сваркой квадратного или прямоугольного сечения по всей длине индукторной или в особой газовой среде сваркой.
✔ Другой способ заключается в деформации заготовки выполненной в виде круглой трубы на специализированном прокатном стане. Данный метод применяется в производстве квадратного профиля.
Все операции управляются с аппаратного пульта и производятся в автоматическом режиме. Требуемый рабочий режим устанавливается предварительно.
Для производства стального профиля требуется:
✔ высокоточные станки для нарезки заготовок;
✔ устройство для изготовления деталей из круглых заготовок;
✔ приспособления для автоматической и механизированной обработки;
✔ автоматические сварочные аппараты.
Помимо современных производственных мощностей необходимо качественное сырье для заготовок. Чаще всего для изготовления штрипсов берут углеродистые и низколегированные стали различных параметров. Для изготовления поставляют стальные катаные листы в рулонах.
Эксплуатационные характеристики полученного профиля соответствуют действующему ГОСТу и напрямую зависят от параметров заготовки.
Видео: Как изготавливаются профильные трубы
Источник: http://www.stroypraym.ru/2011-07-04-13-26-35/matjerialy/2744-kak-izgotavlivayutsya-profilnye-truby.html
Производство профильной трубы – тонкости технологического процесса

Производство профильной трубы имеет ряд нюансов. Осуществляется оно посредством холодного либо горячего деформирования. Это дает возможность предприятиям выпускать бесшовную и сварную трубную продукцию.
Современный рынок профильных изделий изобилует продукцией различных производителей. Потребителям предлагаются конструкции разных размеров, сделанные не только из стали, но и из других материалов.
При необходимости можно приобрести нержавеющие профильные трубы и даже изделия из полимерных составов. Но нас в рамках данной статьи интересуют исключительно стальные трубы.
О тонкостях их изготовления и пойдет речь дальше.
Производство профильных труб сейчас может выполняться по двум основным схемам:
- по полному циклу;
- из круглых труб.
Вторая технология предполагает, что для изготовления профильного изделия используется труба круглого сечения, которую пропускают через специальные вальцы. Оборудование для данной операции имеет сравнительно небольшие размеры. Это позволяет размещать его в небольших по площади производственных помещениях.
Такое оборудование, представляющее собой «компактный» стан для деформирования круглых труб, востребовано многими предприятиями. Состоит оно из комплекта вальцов, через которые пропускается заготовка. По показателю мощности подобные устройства отличаются друг от друга. Наиболее мощные агрегаты дают возможность без проблем профилировать не только сварные, но еще и бесшовные трубы.
Чаще всего на станках для изготовления профильных конструкций осуществляют выпуск неответственных изделий.
Именно таким образом производят трубы для мебельной промышленности, а также продукцию, используемую в качестве декоративных элементов.
Спрос на подобные изделия достаточно высок, но всегда нужно помнить, что они не годятся для применения в конструкциях, к коим выдвигаются высокие требования по надежности.
Профильные изделия, полученные описанным методом холодной деформации, не рассчитаны на эксплуатацию при сколь-либо значительных нагрузках. Обусловлено это их объективно невысоким качеством. Если вам нужна по-настоящему надежная профильная труба, специалисты советуют покупать продукцию, произведенную на промышленных предприятиях по полному технологическому циклу.
Данная технология основывается на применении штрипса, представляющего собой листовой металл, свернутый в рулоны. Доставляют его непосредственно с металлургических комбинатов. Толщина штрипса бывает разной. Это позволяет изготавливать профильные трубы требуемого уровня надежности для использования готовой продукции для различных целей.
В большинстве случаев штрипс, предназначенный для производства квадратных и прямоугольных труб, имеет большую ширину, чем нужно.
В связи с этим его на первом этапе обработки нарезают на отрезки требуемых размеров. Выполняется данная операция на специальной установке продольной резки.
После нее получаются стальные полосы с шириной 5 сантиметров и больше. Их сваривают в одну ленту (она является непрерывной).
Полученную таким образом ленту наматывают на барабан. Подобная схема реализуется для того, чтобы производство происходило непрерывно. Фактически на барабане размещают технологический резерв штрипса, за счет чего вальцы на предприятии не простаивают тогда, когда стальная лента заканчивается.
Ленту подают на стан формовки, который располагает несколькими клетями. В них осуществляется создание круглой по сечению бесконечной заготовки. На данной стадии чаще всего используется холодная сталь, которая не подвергается нагреву. Хотя имеется и технология, предусматривающая нагрев металла.
Все указанные процедуры приводят к формированию трубы с открытым швом. Ее пропускают через сварочную установку, которая производит сваривание круглой конструкции высокочастотными токами. Так как при данном процессе края изделия сжимаются вальцами, снаружи и изнутри трубы происходит выдавливание расплава. Это приводит к образованию грата, который сразу же удаляется при помощи резца.
После этого выполняется охлаждение трубы специальным эмульсионным составом и ее последующее профилирование в несколько этапов:
- сначала заготовка обрабатывается на вальцах, которые обеспечивают идентичность ее сечения по всей длине конструкции;
- затем труба круглого сечения с четырех сторон обжимается на других вальцах, в результате чего на выходе получается готовое профильное (прямоугольное либо квадратное) изделие.
Если же изготавливается плоскоовальная или же овальная конструкция, вторые вальцы не нужны – требуемую форму труба получает уже на первом технологическом этапе.
На финальной стадии готовые профильные трубы режутся пилой по заданным размерам на отдельные отрезки. Дополнительно отметим, что изделие непрерывно охлаждается и в процессе такой резки, и во время операции формирования трубы с тем или иным профилем.
Готовые трубы обязательно проходят процедуру довольно-таки строгого контроля, в ходе которого проверяется состояние получившегося сварного шва. Причем анализ ведется по двум параллельным методикам:
- Визуально. Осмотр изделий специалистом – обязательный этап контроля качества изготовления профильных труб. Он позволяет установить дефекты труб, которые могут вызываться повреждением вальцов либо их износом.
- Дефектоскопия (вихретоковая). Методика проверки шва базируется на том, что различные виды напряжений, внутренних раковин и иных дефектов, а также химический состав металла оказывает влияние на его магнитные и электрические характеристики. Анализ всех указанных факторов дает возможность выявить возможные проблемы с готовой продукцией.
Для нивелирования внутренних напряжений, возникающих в стали при ее деформировании, профильные трубы после всех производственных этапов нагревают, а затем оставляют под открытым воздухом до тех пор, пока они не остынут.
Так поступают далеко не на всех предприятиях, стремясь снизить себестоимость продукции.
Но если описанный этап не включается в производственный процесс, готовые профильные конструкции будут иметь существенно меньшую прочность, а следовательно, и долговечность эксплуатации.
Решив наладить собственную производственную линию по изготовлению профильных конструкций, следует обдумать вопрос о том, какую по уровню качества продукцию вы планируете получать.
Если вы будете реализовывать готовые трубы мебельным компаниям, фирмам, занимающимся несложными строительными работами, монтажом оград и заборов, вполне подойдет небольшой по мощности станок.
Он обеспечит выпуск вполне достойных по качеству труб.
В тех же случаях, когда предприниматель хочет по-настоящему серьезно заняться производством изделий с разными профилями, ему понадобится полноценная производственная линия. В ее состав в этом случае будут входить следующие агрегаты:
- профилегибочная установка;
- линия для получения труб из круглых заготовок;
- сварочная линия, работающая в автоматизированном режиме;
- агрегат для нарезки готовых изделий.
Источник: http://tutmet.ru/proizvodstvo-profilnoj-truby.html
Использование профильных труб для постройки каркасных зданий

Трубы можно смело назвать одним из самых популярных строительных материалов. В настоящее время выпускается огромное количество их видов из разных металлов.
Такие изделия активно используются в строительстве и практически во всех областях промышленности. Они незаменимы для транспортировки больших объемов газов или жидкостей. Отдельно следует выделить профильные трубы.
Одно из направлений их использования – каркасное строительство.
Особенности профильных труб
Профильные трубы имеют некоторые общие черты с классическими круглыми, но по ряду параметров существенно отличаются от них.
Изготовление профильных труб – процесс достаточно сложный
Способы изготовления профильных труб
Способы изготовления профильных труб во многом похожи на производство аналогичных изделий с круглым сечением. Они могут быть сварными или бесшовными.
В первом случае листовые заготовки, называемые штрипсами, изгибаются до получения цилиндрической формы, а затем завариваются. После этого они пропускаются через систему валков, которые придают им окончательную форму.
Для выполнения процедуры могут использоваться нагретые или холодные заготовки. В первом случае они называются горячекатаными, во втором – холоднокатаными.
Прокатка с нагревом позволяет оперировать с заготовками большего размера, имеющими толщину стенки до 14 мм. В готовом виде они обладают шероховатой поверхностью, но не имеют внутренних напряжений. Такой материал используется для изготовления несущих каркасов, строительных опор или уличных металлоконструкций.
Прокатка без нагрева не позволяет работать с металлами толщиной более 8 мм.
При этом холоднокатаные трубы отличаются точными геометрическими параметрами и высокой чистотой поверхности, устойчивы к механическим нагрузкам и хорошо поддаются изгибанию.
Они востребованы при изготовлении офисной и бытовой мебели, элементов химического оборудования и прочих изделий с повышенными эксплуатационными требованиями.
Для получения бесшовных профильных труб используются цельнотянутые круглые заготовки. Они подвергаются прокатке на калибровочных валках и отличаются хорошим качеством поверхности, более высокой по сравнению с электросварными аналогами прочностью, пластичностью и устойчивостью к высокому давлению.
Виды профильных труб
Профильные трубы различаются формой сечения и сферой применения, а для их изготовления применяются разные нормативные документы.
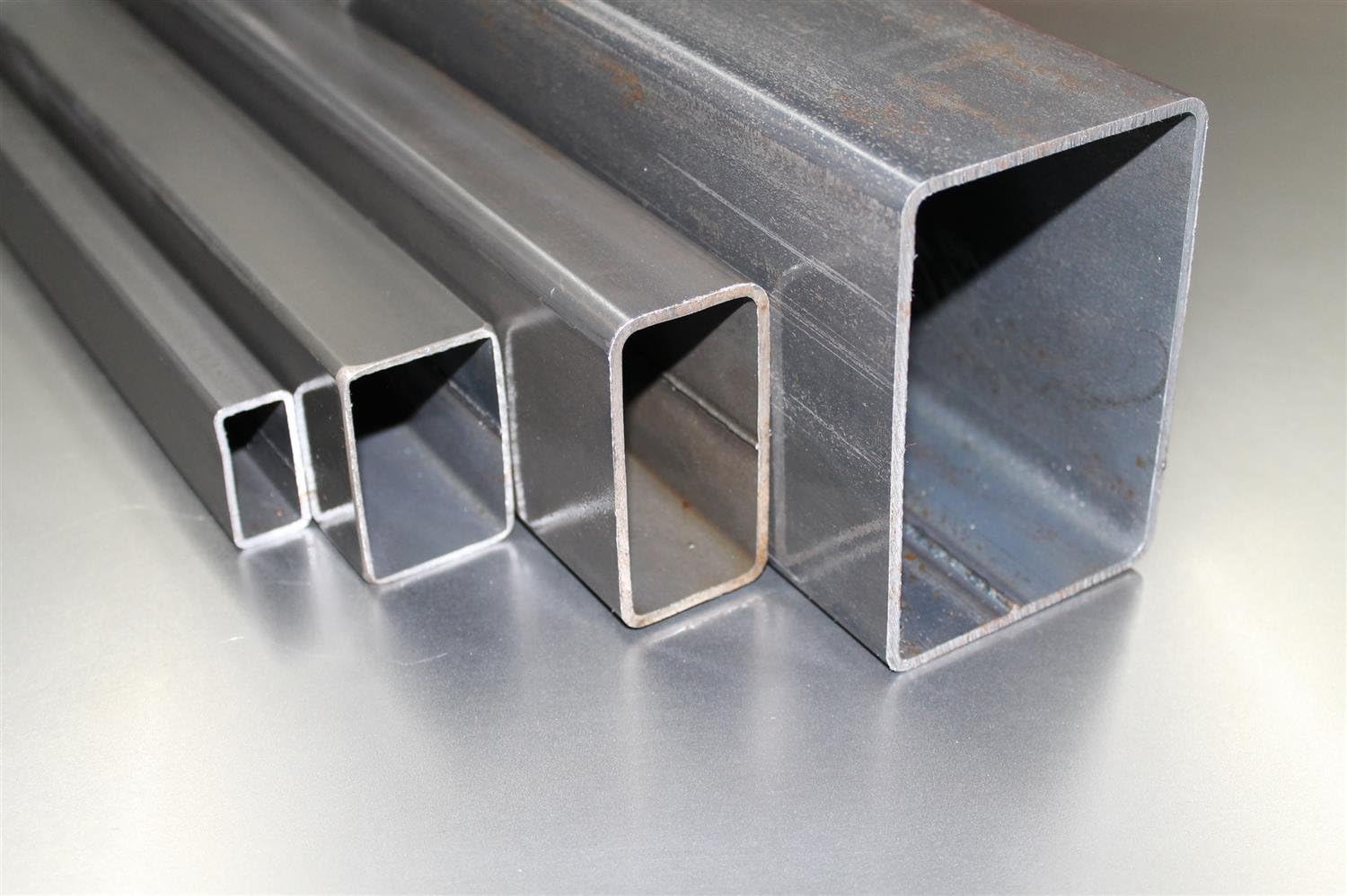
Профильные трубы могут иметь разные размеры и форму сечения
Нормативные документы для изготовления профильных труб
Профильные трубы квадратного сечения изготавливаются на основании требований ГОСТа 8639-82. Их наружные размеры могут варьироваться в пределах 10-45 мм, а толщина стенки – 1-6 мм. Изделия с прямоугольным сечением выпускаются в соответствии с ГОСТом 8645-68.
Они могут иметь наружные размеры от 10×15 мм до 150×180 мм и толщину стенки от 1 мм до 12 мм. Эти трубы допускается использовать для изготовления строительных конструкций. В этом случае они дополнительно должны соответствовать требованиям ГОСТа 30245-2003. Еще один популярный вид профильных труб – овальные.
Для их производства применяется ГОСТ 8642-68.
Применение профильных труб
Квадратные и прямоугольные трубы хорошо выдерживают поперечные нагрузки. По этой причине они востребованы при изготовлении различных строительных конструкций.
С их применением собираются каркасы архитектурных сооружений (павильонов, гаражей, теплиц, бытовок или киосков), колонны, кровельные системы, стойки, фермы, лестницы и перекрытия.
Помимо этого, квадратные и прямоугольные профильные трубы используются для изготовления рекламных носителей, заборов, металлических дверей, пластиковых окон и различных транспортных средств (велосипедов, автомобилей, мотоциклов и скутеров). Такой материал часто присутствует в конструкции бытовой и офисной мебели.
Прямоугольные и квадратные профильные трубы максимально удобны для сооружения различных металлоконструкций
Овальные профильные трубы по механическим свойствам мало отличаются от круглых, но иногда выглядят более эстетично.
По этой причине они находят применение в дизайнерском оформлении зданий, при изготовлении каминных решеток, лестничных перил, а также бытовой и офисной мебели. Трубы имеют повышенную гибкость вдоль более короткой стороны, поэтому удобны при создании арочных конструкций.
Для овальных труб характерна большая площадь наружной поверхности. Это позволяет эффективно использовать их в различных охлаждающих системах для отвода тепла.
Овальные трубы могут использоваться достаточно неординарно
Особенности профильных труб
В строительстве наибольший интерес представляют квадратные и прямоугольные профильные трубы. Благодаря наличию ребер жесткости при равном весе их сопротивление изгибающим нагрузкам примерно на 30 % больше, чем у круглых аналогов. Кроме того, на практике профильные трубы оказываются выгоднее фасонного проката, например швеллера или балки.
В данном случае экономия на металле достигает 25 %. При одинаковой прочности конструкции из профильных труб легче. Это позволяет снизить нагрузку на несущие элементы сооружения и фундамент. Дополнительную экономию может дать использование прямоугольных труб вместо квадратных: в этом случае материалоемкость снижается еще примерно на 10-20 %.
Высокие показатели прочности позволяют использовать в металлоконструкциях профильные материалы с небольшими размерами сечения. Это позволяет снизить их аэродинамическое сопротивление и уменьшить расход защитных лакокрасочных покрытий. Кроме того, квадратные или прямоугольные трубы легче обрабатывать.
Они не имеют труднодоступных мест, характерных для швеллеров или двутавровых балок. Это положительно сказывается на их коррозионной стойкости. Профильные трубы с плоскими гранями оптимально подходят для обшивки листовыми материалами и удобны для вкручивания саморезов. Их легко соединять с помощью сварки.
Еще одним аргументом в пользу профильных труб является их устойчивость при складировании или перевозке.
Металлокаркасные здания
Металлокаркасный способ строительства ранее использовался только применительно к промышленным зданиям. Таким образом возводились ангары, склады, теплицы, фермы или производственные цеха. Современные технологии позволяют применять метод для постройки жилых домов, офисов, кафе и магазинов. Такие здания имеют как достоинства, так и недостатки.
Профильные трубы очень удобны для постройки металлокаркасных зданий
Каркасное строительство активно развивается во всем мире. В Шотландии с применением такой технологии возведено 75 % зданий, в Швеции – 80 %, а в Канаде – 95 %. В целом в Северной Америке ежегодно строится более 1,5 млн каркасных домов.
Преимущества каркасных зданий
- Сооружения отличаются меньшей себестоимостью. Это утверждение в первую очередь относится к деревянным каркасам. При использовании профильных труб конечная стоимость конструкции зависит от размера их сечения.
- Каркасные здания строятся в несколько раз быстрее классических кирпичных.
- После возведения они не дают усадки, что свойственно деревянным, а в ряде случаев и кирпичным домам.
- Технология постройки каркасных зданий позволяет минимизировать количество операций, связанных с использованием жидких растворов. Фактически они ограничиваются только устройством фундамента.
- Строительные работы по каркасной технологии можно вести в любое время года.
Недостатки каркасных зданий
- Разработка проекта таких зданий – достаточно сложная процедура. Для снижения себестоимости и использования минимально возможного размера сечения труб требуется точный расчет нагрузки на узлы каркаса.
- Металл имеет высокую теплопроводность. По этой причине каркасное сооружение требует качественного утепления.
Заключение
Каркасные здания благодаря простоте и скорости возведения приобретают все бо́льшую популярность в мире. Использование профильных труб для их постройки считается оптимальным вариантом. При этом важнейшим этапом является грамотно разработанный проект. Он является залогом постройки прочного и долговечного дома.
Источник: http://www.ktzholding.com/blog/ispolzovanie-profilnykh-trub-dlya-postroyki-karkasnykh-zdaniy/
Квадратная труба: сортамент, способы производства, область применения

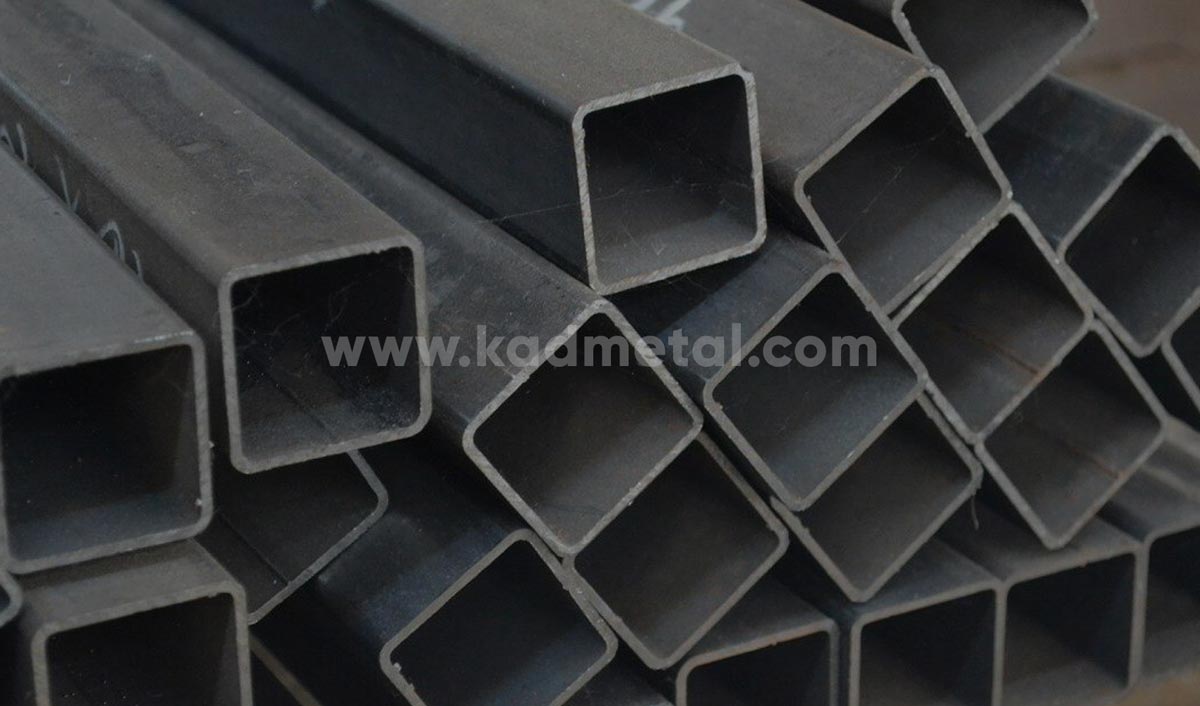
При выполнении различных видов работ в строительстве и различных отраслях промышленности широко используется квадратная стальная труба.
Такое изделие, имеющее четыре ребра жесткости и сравнительно небольшой вес (подробнее рассматривали в этой статье) по сравнению с другими видами проката, находит применение как конструкционный элемент при возведении различных зданий и сооружений.
Даже не смотря на незначительное уменьшение жесткости при изгибе, оно способно выдержать высокие нагрузки и отличается удобством хранения и транспортирования.
Виды труб с квадратным профилем
Независимо от способа производства все требования к данному металлопрокату устанавливает ГОСТ 8639-82.
В зависимости от способа производства квадратные трубы могут быть:
- бесшовными;
- электросварными;
- электросварными холоднодеформированными.
В зависимости от температуры, при которой заготовка бесшовной трубы подвергается деформированию, трубы бывают:
- горячедеформированными;
- холоднодеформированными.
Для их производства может использоваться материал различного химического состава.
Наибольшее распространение получили качественные и обыкновенные стали. Возможно изготовление труб из нержавеющей стали и пластика. Последние к тому же отличаются повышенной коррозионной стойкостью, стойкостью к солнечному свету, так как при их изготовлении используется высококачественный материал.
Особенности производства электросварных квадратных труб различных размеров
Металлопрокат изготавливают различными способами.
Наибольшее распространение получил метод формирования труб с использованием плоского листа, в результате которого получаются так называемые электросварные изделия.
В общем случае процесс изготовления электросварных труб выглядит следующим образом:
- подготавливается листовой рулонный материал, обладающий необходимым комплексом свойств и достаточными размерами;
- производится продольное разрезание листового материала, позволяющее получить достаточно длинные, но в тоже время узкие полосы, которые посредством сварки соединяются в очень длинную ленту;
- полученная лента наматывается на барабан-накопитель, создавая тем самым необходимый резерв для гарантии стабильной работы поточного производства;
- при включении в технологический процесс лента разматывается на длину, достаточную для ее подачи на формирующие вальцы. Здесь происходит сгибание ленты таким образом, чтобы противоположные стороны оказываются очень близко друг от друга;
- формируется сварной шов;
- заготовка подвергается холодному деформированию в следующих по технологическому процессу вальцах для формирования характерного квадратного профиля;
- осуществляется промежуточный контроль качества металлопроката с использованием вихревых токов;
- для снятия возможных напряжений труба при необходимости подвергается термической обработке. Для этого ее помещают в печь, нагретую выше температуры рекристаллизации;
- формируются трубы необходимой длины;
- осуществляется тщательный осмотр готового металлопроката. Такой визуальный контроль позволяет выявить возможные дефекты на поверхности;
- продукция отправляется на склад или непосредственно к своему покупателю.
Стоит отметить, что прочностные характеристики получаемого проката напрямую зависят от применяемого способа сварки.
Наибольшей прочностью обладают трубы, сваренные с использованием вольфрамового электрода в защитной среде аргона. При этом минимальную стоимость будет иметь металлическая квадратная труба, изготовленная методом индукционной сварки, отличающейся наибольшей производительностью.
Как правило, данным способом изготавливается металлопрокат с минимальными размерами 10×10×1 мм и максимальными 100×100×5 мм.
Особенности изготовления бесшовных труб
Заготовка в данном случае имеет не плоскую, а круглую форму. Поэтому технология изготовления труб выглядит следующим образом:
- заготовка разогревается до требуемой температуры и отправляется на прошивочный стан. Здесь она претерпевает серьезные изменения, постепенно превращаясь в гильзу. При этом используемая в процессе обработки оправка из формируемой трубы не удаляется, а отправляется вместе с ней на следующие операции обработки;
- заготовка, все еще имеющая круглую форму, отправляется на последовательно расположенные вальцы, которые способствуют ее удлинению, уменьшению в поперченном сечении, калибровании до требуемого размера и формировании желаемого квадратного профиля;
- нарезание проката на отрезки желаемой длины;
- визуальный контроль готовых труб;
- отправка к потребителю или на склад.
Полученные данным способом изделия отличаются более высокими прочностными характеристиками по сравнению со электросварными. Процесс их производства не предполагает формирование сварного шва, являющегося слабым местом всех сварных изделий.
Холоднодеформированная бесшовная труба может иметь размеры от 10×10 мм до 120×120 мм при толщине стенки в пределах 1 – 8 мм. У горячедеформированной квадратной трубы наружный размер может изменяться в пределах 60 – 180 мм при толщине стенки 4 – 14 мм.
Иные способы изготовления труб квадратного сечения
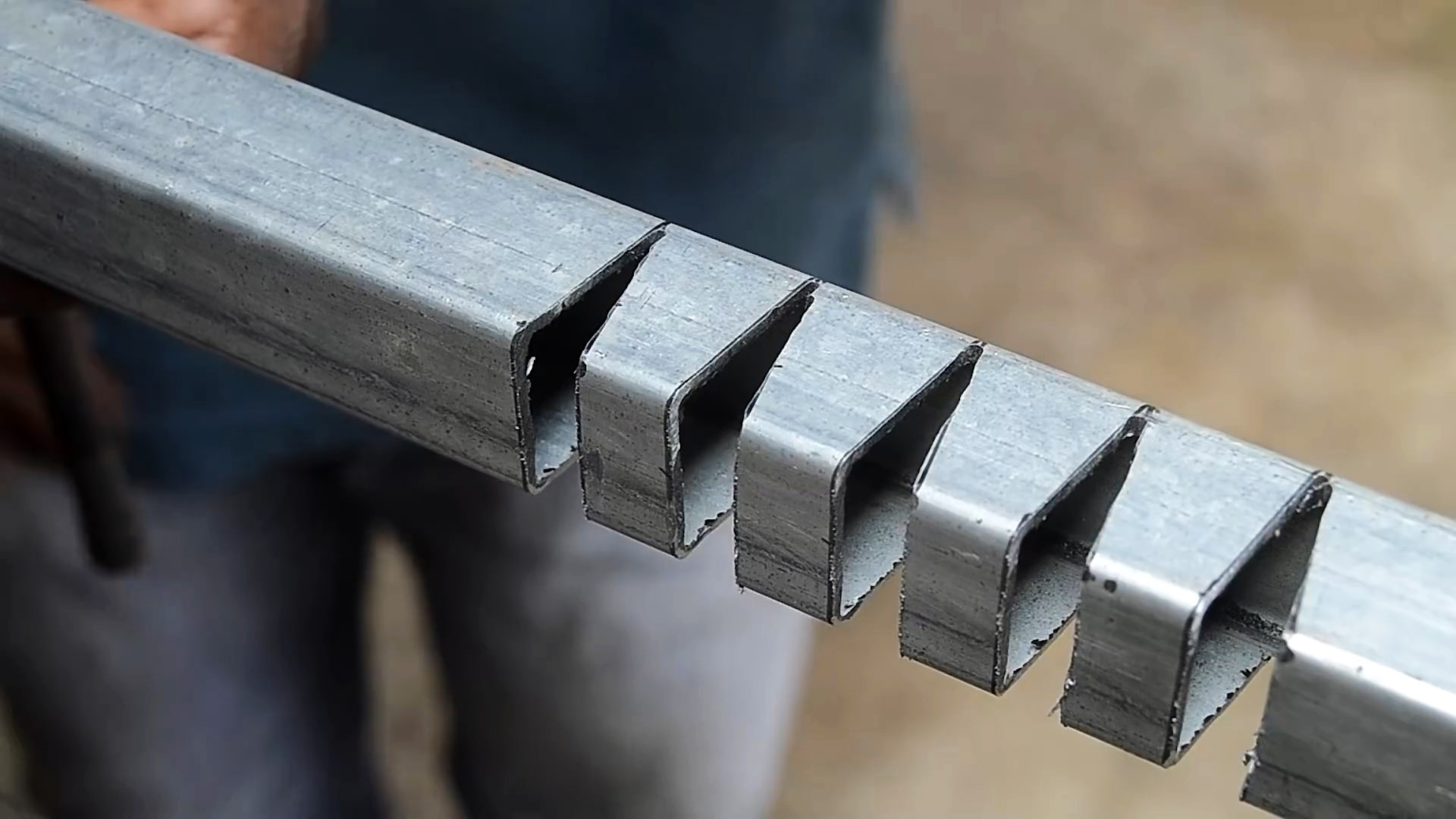
Зачастую в условиях единичного производства или для собственных нужд многие стараются изготовить квадратные трубы нестандартных размеров самостоятельно, воспользовавшись специальными вальцами.
В таком случае в качестве заготовки выступает круглая труба, позволяющая получить квадратную требуемых размеров.
Однако такое изделие не будет отвечать требованиям нормативных документов, а потому будет иметь сравнительно низкую износостойкость и долговечность.
Квадратная труба, отвечающая всем требованиям нормативных документов, востребована при выполнении многих строительно-монтажных работ. Она незаменима при:
- устройстве детских площадок;
- изготовлении оконных решеток, теплиц;
- монтаже ограждений, рекламных конструкций;
- производстве мебели, вентиляционных стоек.
Данный металлопрокат востребован в автомобильной промышленности. Может использоваться при изготовлении разнообразных каркасов. Его прочностные характеристики позволяют выдержать значительные нагрузки.
квадратная труба из пластика пользуются повышенным спросом в химической, нефтеперерабатывающей и пищевой промышленности. Они востребованы при изготовлении элементов, работающих в тяжелых условиях. Они также могут использоваться при устройстве водосточных систем, так как такие трубы более устойчивы к внешнему воздействию, чем металлические.
Как выбрать подходящую трубу
На выбор подходящего металлопроката в первую очередь влияет его назначение. Исходя из этого, надо определиться с используемым для изготовления труб материалом. Затем надо выбрать прокат подходящего типоразмера, имеющего достаточную толщину стенки. В таком случае изготавливаемая с его помощью конструкция будет иметь длительный срок эксплуатации и обладать достаточной прочностью.
Также Вам будет интересно узнать, что вентиляционные трубы из пластика набирают большую популярность в домашнем быту и других сферах, где им есть достойное применение.
Источник: https://phoenix-master.com/profilnye-truby/kvadratnaya-truba-sortament
Процесс изготовления профильных труб и область их применения

Профильные стальные трубы широко используются в современной строительной сфере. Их выпуск налажен едва ли не у каждого производителя металлоконструкций. Данные изделия используются во многих строительных направлениях.
Их назначения и разновидности определяет ГОСТ 13663-86. Согласно ему, стальные трубы изготавливаются кольцеобразной, овальной, многоугольной или какой другой формы. Относительно длины определяется полое поперечное сечение.
Область применения
Трубы профильные http://s235.
ru/truba-profilnaya широко используются не только в строительстве, но и при возведении металлоконструкций, в машиностроении, при изготовлении теплиц, навесов и козырьков, в создании различных ограждений и перил, в производстве торгового оборудования.
По данным ГОСТ 8639-82, ГОСТ 30245-94, ГОСТ 13663-86 и ГОСТ 8645-68 профильные стальные трубы предназначены для использования в конструкциях самого разного назначения, поэтому их используют даже в производстве мебели.
Под профильными трубами подразумевают трубы овальной, плоскоовальной, прямоугольной, квадратной, каплевидной или любого иного сечения, которые отличаются от круглого. Наиболее распространенными являются прямоугольные и квадратные аналоги. Их также легче всего транспортировать и монтировать.
Профильные стальные трубы многогранного или каплевидного сечения изготавливаются по спецзаказу, где клиент сам определяет сферу ее будущей эксплуатации.Такие стальные трубы обладают разным способом изготовления.
Так, встречается электросварочный метод профилирования, обеспечивающий высокую точность технологии и создание изделия четко определенного размера.
Этапы изготовления профильной трубы
Вообще, производство профильных труб включает строго определенную последовательность операций. Так, первый этап изготовления изделий – это обработка штрипса. По сути это свернутый рулонами листовой металл, который подается на рабочую линию в качестве основного материала.
Такие листы имеют определенную толщину, а также могут быть намного шире, чем требуется для будущих заготовок, поэтому на специальном оборудовании листы подвергаются продольной резке. Как правило после этой процедуры получаются металлические полосы шириной не более 50 мм.
Далее эти полосы свариваются между собой и наматываются на специальный барабан.
Второй этап изготовления профильных труб – формирование заготовок. Металлическая лента помещается к формировочному стану, где уже из нее превращается бесконечная заготовка круглой в сечении формы. Третий этап – сварочные работы, здесь заготовка поступает непосредственно к сварочному агрегату, где ее края меж собой соединяются под воздействием тока высокой частоты.
После этого будущую трубу необходимо охладить, для этого ее помещают в специальную эмульсию, там же заготовка проходит через калибровочные вальцы для придания более ровной поверхности и равномерного диаметра. И, пожалуй, последний этап- профилирование. Здесь заготовка проходит еще через одни вальцы, которые придают ей окончательную форму (квадратную, прямоугольную).
Источник: https://nvph.ru/profilnyie-trubyi-kak-oni-est
Изготовление профильной трубы: азы производства
Профильные трубы делятся на такие виды по имеющемуся сечению:
- Круглые.
- Квадратные.
- Многоугольник.
- Прямоугольник.
А бесшовные изделия создаются путем горячей и холодной сваркой.
Заводы по изготовлению изделий свое производство совершают при помощи деформации изделий круглых сечений. Так из штрипса делают сечение на стальной заготовке, он поставляет в виде рулонов, которые нарезают нужного размера. Круглое сечение появляется после того, как заготовка пройдет через формовочный прибор.
Изготовление профильной трубы производится, как при холодном, так и горячем состоянии металла. Затем изделия свариваются в среде защитных газов, а чтоб стык был прочным, вальцами его сжимают. Слой металла, который образовался в процессе сварки, удаляют резцом.
Затем изделия охлаждают эмульсией и закладывают в формировочные вальцы за счет давления для придания требуемого профиля.
Затем происходит проверка качества шва во время вихретковой дефектоскопии. Аппаратура действует так, что при помощи магнитных свойств металла и его влияния на химический состав шва и сравнить их, в то же время, определяя физические дефекты.
Заключительный этап работы с изделиями – это нарезка мерных кусков и определения линии полного цикла, то есть термическая подготовка. Обработка происходит постепенно за счет нагревания заготовок и удаления деформаций. После происходит остывание изделия, и качество изделия в разы повышается.
Вашему вниманию было представлен типичный процесс изготовления профильной трубы на большом заводе.
Чтоб уменьшить себестоимость продукции большинство производителей используют технологию для деформации изделия.
Изготовление профильной трубы происходят в такие этапы:
- В формовочный стан закладывают нарезанный штипс. Чтоб придать трубе необходимый профиль, используют форму вальцев.
- Изделие закладывают в сварочный стан и обрабатывают линии полного цикла.
- На каждом этапе необходима термическая обработка, в особенности это может снизить собственную цену изделия.
Примечательно, что холодное изготовление труб чаще всего происходит на маленьком предприятии, где требуется сделать круглое сечение из готового изделия. Для предприятия устанавливают небольшое оборудование с маленькой мощностью, но его вполне достаточно для того, чтоб обеспечить потребности маленьких и больших заказчиков.
Единственным минусом этих предприятий стоит назвать то, что подготовить профильную трубу сверхпрочного уровня на этом оборудовании будет невозможно. В этом случае стоит привлечь к работе большие промышленное предприятие, а для декоративных деталей можно воспользоваться услугами и маленького заводика.
Когдаизготовление профильной трубы необходимо произвести в ближайшие срок, стоит определить нужную степень качества для изделий.
И прежде чем выбрать производство и оборудование, необходимо купить станки средней мощности и определить рабочую площадь. Важно выбрать оборудование, а оно чаще делится на такие приборы:
- линия сварки (автомат);
- станок для гибки профилей;
- станок для формирования круглых форм для заготовок;
- труборез.
Стоит помнить, что на каждом этапе необходим контроль. И важно совершить термическую обработку изделий, которая хотя и повышает себестоимость товара, но улучшает качество. Компенсировать потраченные деньги можно за счет продажи и больших объемов производства.
Основные цели для применения трубы:
- Для подготовки декоративных приспособлений различного применения (но для них необходимо будет докупать шлифовальное оборудование, чтоб обеспечить надежность и качество).
- Для изготовления элементов мебели.
- Для установки и создания различных легких установок, например, киосков, палаток, теплиц, каркасов и других простейших построек.
- Установка более сложных построек, требующих высокой надежности и стойкости. Требует покупки продукции полного цикла.
На основании вышесказанного важно отметить, что профилированные трубы являются практически универсальным материалом, единственное, его не стоит использовать его для водоснабжения, но для любых других целей как угодно.
Источник: http://ogodom.ru/izgotovlenie-profilnoy-trubyi-azyi-proizvodstva.html
Производство и применение профильных труб

Современный рынок трубной продукции представляет не только круглые стальные трубы, но и овальные, прямоугольные, квадратные и их разновидности. Производство профильных труб напрямую связано с реальными потребностями и запросами потребителей.
В настоящее время профильные трубы используются не только для прокладки различного вида трубопроводов, но и при производстве объемных металлоконструкций, где без них просто не обойтись.
Наибольшим спросом сегодня пользуются сварные профильные трубы благодаря своей демократичной цене и доступности различных размеров и форм профиля. Могут применяться, конечно, и бесшовные профильные трубы, но они очень дороги со своим сварным аналогом.
Особенности производства сварных профильных стальных труб
Основные циклы технологического процесса изготовления сварных профильных труб выглядят следующим образом:
— порезка заготовки на мерные полосы и сворачивание их в ленты;
— заправка ленты в вальцы формовочной машины для придания листовому материалу нужной формы профиля;
— сварка стыка профильной трубы в камере с инертным газом.
Как показывает опыт использования сварных профильных труб и соответствующие механические испытания под нагрузкой, прочность таких труб по сравнению с их бесшовным аналогом всего на 5-7% ниже. Но при этом пластичность стали сохранена практически полностью.
Изготавливаются профильные трубы из обычной конструкционной стали, но если необходимо, то может быть использована легированная и нержавеющая сталь.
Рынок профильных труб сегодня очень насыщен и предлагает различные варианты их профилей, длины, материала труб и их размеров. Производством профильных труб занимаются различные компании и здесь можно найти профильные трубы с необходимыми параметрами без особого труда.
Сооружение из профильных труб
Сфера применения профильных труб очень широка. Чаще всего профильные трубы используются в роли нагружаемого либо декоративного элемента. Часто их используют при изготовлении каркасов стульев и столов, перил для лестниц, но особой популярностью у дизайнеров пользуются профильные трубы из нержавеющей стали, из которых изготавливают каркасы мебели.
Но подавляющее большинство профильных труб используется в строительстве при создании различных силовых каркасов. Профильные трубы не только обеспечивают необходимую жесткость, и прочность каркаса, но благодаря их применению снижается вес конструкции. Кроме того профильные трубы можно деформировать и получать различные конструктивные формы без применения термообработки.
Благодаря вот таким отличным технологическим качествам профильные трубы стали незаменимым материалом в строительстве.
Источник: http://hydrotechnics.ru/Innovatcii-v-stroitelstve/Proizvodstvo-i-primenenie-profilnykh-trub
Трубогиб для профильной трубы своими руками: способы изготовления
Тот, кто любит самостоятельно мастерить различные изделия и конструкции, часто сталкивается с необходимостью изгиба в дугу профильной трубы.
Сделать это без специальных приспособлений ровно и аккуратно невозможно, поэтому возникает потребность изготовить трубогиб для профильной трубы своими руками. Народными умельцами придумано достаточно много конструкций этого устройства.
Многие из них вполне можно сделать самостоятельно. При этом они не требуют больших средств и просты в изготовлении и использовании.
Трубогиб – это приспособление, с помощью которого можно изогнуть трубу под нужным углом
Содержание
- 1 Основная информация о трубогибах
- 2 Какие существуют виды трубогибов
- 2.1 Классификация по типу привода
- 2.2 Классификация по способу изгиба трубы
- 3 Как изготовить простейший ручной трубогиб для профильной трубы своими руками
- 4 Изготовление самодельного гидравлического трубогиба
- 5 Как самостоятельно сделать прокатный трубогиб
- 6 Трубогиб (видео)
Основная информация о трубогибах
Пред тем, как начать рассказ о вариантах и способах изготовления трубогибов, нужно определиться – что это такое и для чего применяется. Так вот трубогиб – это ручное приспособление или стационарный станок, который позволяет изогнуть трубу из любого материала под произвольным углом.
Труба может быть стальная, медная, алюминиевая или пластиковая с диаметром от 5 до 1220 мм или профильная с любым сечением. Угол загиба от 0 до 180 градусов. Данная статья предлагает вашему вниманию технологию изготовления нескольких видов этого незамысловатого устройства, изучив которую, вы за несколько часов сможете изготовить любой понравившийся экземпляр.
Устройство трубогиба с башмаками для различных углов сгибания труб
Какие существуют виды трубогибов
Если мы говорим о промышленных устройствах, то они поделены на несколько видов по способу осуществления привода, а также по типу изгиба.
Классификация по типу привода
Станки бывают: гидравлические, электромеханические и ручные. Станки на основе гидропривода бывают ручными и стационарными. Их мощности хватает, чтобы спокойно сгибать трубы даже 3-дюймового диаметра. Гидравлические трубогибы используются в профессиональной деятельности на специализированных производствах и способны выполнять очень большой объем работ.
Гидравлический трубогиб для сгибания водо- и газопроводных труб под углом до 90°
Электромеханические приборы можно применять для сгибания практически любых труб, даже с очень тонкими стенами, что не под силу гидравлике. Ведь электроника позволяет очень точно рассчитать усилие и угол изгиба, что не дает материалу разорваться. Изогнутые такими приборами трубы не имеют ни малейших признаков деформации.
Электромеханический трубогиб для труб PEX/AL/PEX и углом изгибания до 180°
Ручные трубогибы используют только для изгибания небольшого диаметра труб из полимеров, нержавейки либо цветных металлов. Работают они в основном от электросети. Они просты в использовании и не требуют большой физической силы для работы. Такие трубогибы для профильной трубы своими руками изготовить вполне возможно.
Ручной инструмент для сгибания прямоугольного профиля и стальных труб
Классификация по способу изгиба трубы
Изогнуть трубу с помощью устройства можно различными способами. В зависимости от этого, можно выделить следующие виды трубогибов: арбалетные, пружинные, сегментные, дорновые.
Арбалетные устройства снабжены особой формой, которая и является изгибающим элементом. Она предназначена для одного диаметра или сечения трубы. Чтобы гнуть трубу иного диаметра, форму следует заменить.
Пружинные приспособления снабжены упругими пружинами, позволяющими сгибать без деформации пластиковые трубы.
Сегментные оборудованы специальным сегментом, который вокруг себя протягивает трубу, изгибая ее под нужным углом.
Принцип сгибания профильной трубы с помощью самодельного инструмента
Нужно понимать, что способ и величина угла изгиба трубы зависит от ее характеристик. Имеется даже такая величина, как минимальный радиус изгиба, при дальнейшем снижении которого труба деформируется или просто рвется. Этот показатель зависит от толщины стенок, материала и сечения трубы.
Один из вариантов применения согнутого профиля — обустройство теплицы
Как изготовить простейший ручной трубогиб для профильной трубы своими руками
Теперь рассмотрим некоторые самодельные варианты трубогибов. Простейший вариант предусматривает возможность сгибания трубы посредством шаблона на заданный радиус. Такая технология вполне подойдет и для сгибания стальных труб, а не только алюминиевых. Шаблон просто выпиливают из досок, толщина которых несколько больше диаметра или сечения трубы, которую требуется сгибать.
Эти доски между собой надежно скрепляются, чтобы труба в процессе сгиба не могла выскочить из них. Чтобы образовался желоб, скрепляемые доски просто выпиливаются под уклоном для круглой трубы. Затем, готовый деревянный шаблон прикрепляют к столу или другому подобному основанию. Рядом с шаблоном крепят упор для фиксации трубы.
Построенный своими руками трубогиб для профильной трубы подобного вида способен согнуть даже достаточно толстостенные трубы, если применить лебедку. Если труба профильная, то скосы при выпиливании досок не делают. Вместо этого трубу фиксируют с помощью нескольких ограничителей.
Чертеж с размерами для изготовления трубогиба своими руками
Используя древесину можно соорудить даже прокатный трубогиб, если выточить деревянные ролики. Их можно также изготовить из подшипников или полиуретана.
Вообще, сложность изготовления самодельных трубогибов определенным образом зависит от гибкости трубы.
Податливые варианты можно сгибать на деревянных приспособлениях без особого труда просто руками, а вот для жестких труб понадобятся более сложные устройства с металлическими деталями.
Изготовление самодельного гидравлического трубогиба
Если вы решили изготовить настоящий гидравлический трубогиб, вам нужно обзавестись домкратом с гидравлическим приводом, швеллером, двумя роликами и башмаком. Кроме того, понадобится несколько металлических пластин из стали более 3 мм толщиной.
Схема и принцип работы самодельного гидравлического трубогиба с использованием домкрата
Из швеллера с помощью сварочного аппарата создают прямоугольную конструкцию, высота которой совпадает с высотой полностью выдвинутого домкрата. Его устанавливают на жесткое основание и надежно закрепляют металлическими пластинами.
Домкрат нужно выбирать грузоподъемностью не менее 5 тонн. Он призван выполнять роль толкателя. Главной задачей здесь является поиск самых подходящих роликов. Сложность в том, что только при максимально точном обхвате трубы роликами может получиться действительно качественный изгиб. Если подыскать разные ролики и сделать их съемными, то можно будет гнуть трубы различного сечения и диаметра.
Пример устройства для сгибания металлических труб, созданного своими руками
Преимуществами гидравлического, сооруженного своими руками трубогиба для профильной трубы, являются: простота изготовления, доступность и низкая стоимость домкрата и деталей. Такое устройство позволяет с высоким качеством сгибать любые профильные и круглые трубы в холодном состоянии.
Как самостоятельно сделать прокатный трубогиб
Процесс сгибания трубы в прокатном станке проходит следующим образом. Труба укладывается на боковые ролики, а сверху на нее опускается третий, фиксируя изделие в заданной позиции. Когда мы начинаем вращать рукоятку, цепь приводит во вращательное движение валы, и профильная либо круглая труба сгибается под необходимым углом.
Шаг 1: создание основания трубогиба из стального швеллера 80х80х4
Для изготовления такого устройства необходимо:
- выточить ролики и обоймы для подшипников. Эту задачу можно доверить токарю, который по чертежам сделает работу в лучшем виде. В устройстве будет три вала, один из которых подвешен на пружинах, а два других зафиксированы в боках рамы;
Шаг 2: изготовление корпуса винтового механизма
- подготовить полку из 50-миллиметрового швеллера. Она имеет вид прямоугольника со сторонами 100х30 см. В ней делают отверстия для крепления валов и нарезают резьбу для регулировки положения прижимного вала;
Шаг 3: создание винта со стандартной нарезной резьбой
- все детали скрепить между собой при помощи сварочного аппарата;
- полку с прижимным валом подвешивают на пружинах, а боковые валы соединяют через звездочки цепью. На один из валов приваривают рукоятку для вращения;
Шаг 4: изготовление поворотной ручки центрального ведущего ролика
- монтируют домкрат так, чтобы с его помощью можно было легко регулировать прижимное усилие.
Шаг 5: сборка всех деталей самодельного прокатного трубогиба
Трубогиб для профильной трубы своими руками вполне можно сделать. Его сложность зависит от того, для каких целей он вам нужен. Если это только разовые действия, то достаточно деревянных конструкций. Если же вы на постоянной основе занимаетесь изготовлением изделий из трубы, то вам понадобится более сложный агрегат.
Трубогиб (видео)
Источник: https://ibuildrussia.ru/trubogib-dlya-profilnoj-truby-svoimi-rukami-sposoby-izgotovleniya