- Сварка полиэтиленовых труб: способы пайки ПЭ и ПНД (стыковая, муфтовая, терморезисторная), технология варки своими руками
- Способы состыковки ПЭ труб
- Диффузионный
- Раструбный метод
- Сварка встык
- Сварка экструдером
- Сварка электромуфтовая
- Какой способ лучше
- Рекомендации для проведения качественной сварки
- Особенности работы с ПВД и ПНД
- Выполнение сварки ПЭ труб своими руками
- Необходимые инструменты и материалы
- Этапы работ
- Технология муфтовой (раструбной) сварки
- Соединение встык
- Контроль качества швов
- Заключение
- Инструкция по технологии стыковой сварки полиэтиленовых труб
- 2 Общая идея
- 3 Назначение технологии стыковой сварки
- Особенности сварки ПНД труб: что это такое и где используется?
- Особенности применения
- Способы сваривания
- Соединение неразъемного типа
- Стыковой вариант сварки
- Электромуфтовый способ
- Разъемные методы
- Фитинги из ПНД
- Установка фланца
- Сгибание или выпрямление труб
- Способы разгибания
- Методика сгибания
- Комплектация и инструменты
- Аппарат ручного типа
- Для крупных диаметров
- Другие инструменты:
- Муфта
- Этапы работ
- Контролирование качества
- Выводы
Трубы ПНД (из полиэтилена низкого давления) сегодня очень популярны. Материал применяется для различных трубопроводов. В современных условиях эти трубы практически незаменимы. Изучение методов соединения магистралей будет подспорьем в качественной сварке и домашнего, и профессионального мастера. Для начала разберемся в особенностях труб ПНД.

Основная сложность в том, что эксплуатационные и технологические качества полиэтиленовых труб во многом схожи с качественными характеристиками труб из полипропилена. Они также не подвержены коррозии. Внутренняя поверхность труб не покрывается налетом. Трубы имеют высокую химическую стойкость. Материал экологичный, имеет длительный срок службы.


Из отличий профессионалы отмечают низкую термостойкость. Поэтому трубы ПНД используются только для систем холодного водоснабжения и вентиляции. Иногда их применяют для монтажа газопроводов.
Применение полиэтиленовых труб возможно при транспортировке в среде свыше 40-50 градусов. Исключение представляет сшитый полиэтилен, который допускается эксплуатировать при температуре до +95 градусов.
Полиэтиленовые трубы имеют отличную морозоустойчивость, что позволяет применять их при температурах до -70 градусов.
ПНД представлены в продаже диаметром от 20 до 1200 мм. Благодаря разнообразию вариантов они получили широкое распространение в самых разных сферах. Кроме водопроводов, магистрали большого диаметра покупают и для канализации, причем как для внутренней, так и для внешней.

Технические характеристики труб ПНД определяются свойствами основы – полиэтилена низкого давления. Он легкий, что делает проще монтаж трубопровода, устойчив к давлению в десятки атмосфер.
Из отрицательных качеств материала стоит отметить ограниченную возможность использования при температурах ниже нуля (ПНД стекленеет), а при повышенных температурах (более 40 градусов) ПНД утрачивает жесткость.
При нагреве до 70 градусов основа из полиэтилена прибавляет в размерах, но немного.
Сортамент ПНД регулируется ГОСТом, который был опубликован еще в 2001 году. Вся маркировка, наносимая на одну из поверхностей магистралей, соответствует стандартам. Маркировка очень упрощает выбор нужных вариантов.
Первые буквы включают название поставщика, далее – сортамент ПЭ, величину, например, 1000 мм. Таблица также содержит обозначение толщины магистралей, возможное рабочее и максимальное давление, дату выпуска и номер партии.

Технологическая карта маркировок содержит и цветовые обозначения в виде полос. Если раструб окрашен в желтый цвет, трубы можно использовать для газопроводов, если полоса синяя, то из труб можно проложить только водопровод.
Схема подключения труб составляется с учетом стандартных отрезков, имеющихся в продаже – от 5 до 25 метров.
Магистральные водопроводные трубы обычно делаются на заказ, имеют длину до 0,5 километра, поэтому содержат минимальное количество соединений.

Полиэтиленовые магистрали дешевые, поэтому так популярны. Рассмотрим основные виды возможного соединения ПНД отрезков между собой подробнее.
Наиболее востребованное и практичное соединение пластиковых ПНД – сварка. Технология соединения сваркой магистралей из полиэтилена низкого давления несложна, но, как и в любой работе, здесь существуют некоторые нюансы. Технологические особенности знакомы специалистам в сфере монтажных и строительных работ.
Мастера в ходе сварки применяют различные способы. При этом качество работ будет зависеть от применяемой аппаратуры и инструментов. Еще важно соблюдать некоторые технические особенности. Популярные методы – экструзионная, терморезисторная, раструбная сварка.
Также известны электромуфтовая, электросварная и стыковая технологии.
В любом случае, соединение ПНД сваркой считается самым прочным и монолитным, которое по надежности превосходит даже сам материал.
Процесс подразумевает нагрев и последующее расплавление торцов двух труб, также есть муфтовая или фитинговая сварка. При этом специалисты определяют строго нормативную температуру воздействия.
Кроме того, специалисты применяют дополнительные детали и инструменты. Разберем подробнее основные виды проводимых работ.
Электромуфтовой способ сварки магистралей из полиэтилена низкого давления тоже требует внимательности и аккуратности.
Электромуфтовая сварка требует следующих условий:
- обезжиренных и зачищенных спиртом поверхностей;
- установленных строго по центру диаметров муфт;
- вставленных в муфту магистралей;
- подключенного и нагретого до определенной температуры аппарата;
- электричества для нагрева муфт;
- остывания муфт в свободном, но зафиксированном состоянии.
Электромуфтовая сварка может использоваться для соединения труб диаметром 20 мм и больше. Метод особенно часто применяют там, где до трубопровода трудно добраться. Для размещения аппарата для сварки встык требуется определенная позиция. Другие инструменты (резьбовые и фитинговые элементы) также требуют места.
В работе следует подавать ток на муфты. Они нагреваются, а концы полиэтиленовых труб расплавляются. При этом поверхности труб плотно соединяются к внутренней части муфты. Метод считается подходящим при соединении магистралей отличающегося размера. Также его можно использовать, если марки полиэтилена разные.
Электромуфтовой сваркой можно создать прочные узловые и седловые соединения трубопровода. Метод подходит для создания водопровода частного дома. При этом самостоятельно можно установить даже канализацию.
Электромуфтовый метод востребован еще и потому, что с его помощью удобно соединить трубы из полиэтилена, которые имеют металлизированное резьбовое соединение.
Многоликие возможности этого метода значительно увеличивают популярность его применения.
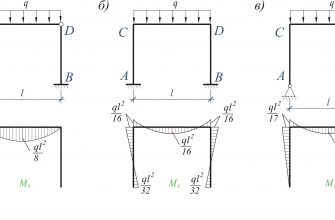
Стыковая сварка, или работы над швами встык подходит для магистралей размером не больше 50-70 мм, при допустимых стенках не больше чем 4-4,5 мм.
Для сварных работ стоит учесть правила:
- Работы следует проводить только на ровной и устойчивой плоскости.
- Величина стенок свариваемых магистралей должна быть одинаковой.
- При работах, проводимых на улице, нужно закрывать обратные концы магистралей заглушками. Считается, что сквозняк внутри магистралей, создаваемый ветром, уменьшает температурные показатели. Это будет мешать качественной работе.
- Свариваемые детали должны быть чистыми как внутри, так и на поверхности. Мусор и пыль помешают сварке. Зажимы сварочного агрегата должны быть такими же чистыми.
Для регулировки достаточной температуры нужно сделать один-два пробных шва. При отсутствии навыков это поможет понять сам ход сварки. Еще до шлифовки нужно начисто протереть торцующие диски. Процесс торцевания несложный, но требует точности и непрерывности работ.
По окончании шлифовки торцов труб инструмент необходимо оставлять на специальной подставке, предусмотренной изготовителем. Для уборки стружки из шасси нужно применять специальный дополнительный инструмент. Руками эту работу лучше не проводить. По окончании шлифовки нужно проверить соответствие размерности труб.
Оптимальная температура для сварочных работ – -15-+45 градусов.
Желательно соединять варианты одной марки, но ПНД иногда соединяют и с разной маркировкой.
В работах стоит учесть то, что нельзя допускать:
- резких температурных изменений;
- неравномерность прогрева;
- быстрого охлаждения стыков в местах сварки.
Соединение расплавленных концов между собой не должно быть чрезвычайно резким. Еще не нужно передвигать или скручивать их, но между отверстиями не должно быть зазоров.
Торцевую часть удобнее удерживать специальными фиксирующими устройствами. Между фиксаторами помещается специальное греющее зеркало. Торцы нужно оплавить до мягкости, а затем зеркало убирается.
Трубы скрепляются руками механически.
Слишком сильное скрепление даст увеличенный нарост внутри труб. Это ребро уменьшит качество эксплуатации готового трубопровода. При недостаточном усилии будет затрачено больше времени на сварку. Из-за долгого ожидания необходимого схватывания полиэтилен успеет остыть.
Усилие и давление для каждого вида магистралей можно найти в таблице, которая имеется в документации к сварочнику. Также в таблице указано количество времени, необходимое для остывания материала.
В этот период сваренные части водопровода лучше подержать в том же месте некоторое время.
Метод раструбной сварки позволяет стыковать трубы разной величины. При этом магистраль меньшего диаметра помещается в отрезок с большим диаметром. Принцип соединения схож с электромуфтовым вариантом, так как здесь используются все те же муфты. Они надежно и плотно соединяют разные магистрали.
Последовательность работ идентична тому, как нужно организовывать работы при стыковом соединении. Разница заключается в применяемых инструментах. Например, здесь нужно установить центратор. Нагревать и торцевать нужно еще и сами полиэтиленовые трубы.
В работах можно использовать только муфты без резьбовой нарезки.
Отличается и способ стыковки магистралей. Так как резиновое кольцо характеризуется выталкивающими качествами, для ослабления сопротивления резиновые части умягчают при помощи хозяйственного мыла. Только после этого можно легко соединить трубы между собой. Еще до сварки желательно также зачистить все детали от сора и пыли.
Трубы вставляются в друг друга и стягиваются уплотняющим кольцом внутри. Иногда для качественной сварки магистралей по ним стучат молотком. Работа проводится при использовании деревянного бруска. Удар по трубе молотком не должен быть мощным. Трубу меньшего диаметра нужно просто плотно вогнать в раструб.
Детали между собой должны быть четко зафиксированными.
Кроме сварки, известны такие детали для соединения, как:
- резьбовая заглушка;
- компрессионная заглушка.
Детали устанавливаются в точках соединения двух труб. Для их сварки применяются специальные инструменты.
Они будут способствовать более плотному соединению. Если внутри фитинга в месте стыковки труб образуется зазор, в этом месте будет наблюдаться течь. Также стоит помнить, что трубы, соединенные фитинговыми заглушками, нельзя бетонировать, так как в случае аварии сварные точки невозможно будет починить.
Фланцевое соединение – это такой элемент, который позволяет закрепить не только две трубы, но и отрезки с крантиками, счетчиками, задвижками, прочей арматурой. Фланцы ПНД стандартные, соответствуют ГОСТу.
В обиходе эти детали принимают за прижимные соединители. Это соответствует принципу работы деталей. Они зажимаются с использованием анкеров клинообразного вида. Для скрепления болтов нужна ударная сила.
Основное оборудование, применяемое в работах:
- сварочный аппарат ручного типа для метода в раструб;
- станок для стыкового соединения;
- дополнительные монтажные детали для обработки.
При работе с ПНД важно, чтобы нагревательные элементы агрегата были антипригарными. Детали с таким покрытием не нужно скоблить и чистить после сваривания швов. Агрегаты обычно имеют контрольные индикаторы, а также терморегуляторы. Все эти дополнения особенно выручат в ходе сварки.
В комплекции со сварочным аппаратом обычно поставляются:
- греющие детали и насадки;
- монтажные детали;
- специальная подставка, которая называется струбциной;
- ящик, в котором удобно хранить детали.
Агрегаты для соединения полиэтилена легкие, удобные в работе. Нагревательные платы аппаратов при поломке можно легко заменить. Эти детали выглядят как круглые пластины с ПТФЭ-покрытием. Они имеют температурную и сетевую лампочку, а также предохранитель. Температуру можно отрегулировать специальным регулятором, а для самого агрегата существует струбцина, на которой он должен быть установлен.
Если нужно сварить трубы размером более 400 мм, специалисты используют:
- машинки для стыкового соединения;
- машинки для раструбного соединения;
- машинки для электромуфтового соединения.
Сварочные агрегаты бывают:
- механические;
- гидравлические;
- автоматические.
Особой универсальностью отличаются гидравлические агрегаты. Этими машинками можно зафиксировать множество швов на разных магистралях. При этом сроки проведения работ будут минимальными, так как оборудование уже включает все необходимые для работы дополнения.
Из дополнительных инструментов стоит упомянуть:
- детали для снятия оксидного налета;
- крепежи для седел большого размера;
- перегибы для ПНД;
- позиционеры;
- выравнивающее устройство;
- фаскоудалители;
- пилки для разделения магистралей.
Пренебрегать любыми видами инструментов не стоит. Соединение труб может получиться некачественным или вовсе бракованным. Сроки эксплуатации такого трубопровода будут явно сниженными.
Сварка полиэтиленовых магистралей своими руками возможна методом электромуфты.
Инструкция может быть представлена следующим образом:
- подготовка;
- фиксация центратором и установка муфты;
- подключение сварочника к муфте;
- сварка;
- удаление аппарата из-под соединения.
Несмотря на то, что сварка предполагается в домашних условиях, торцы нужно все равно обрезать специальным инструментом – труборезом. Это позволит получить лучшую соосность при соединении. Оксидный налет с места соединения удобнее удалить ручным скребком или использовав пруток.
Удаляемый слой должен составить около 200 мм от края труб. Полученную стружку нужно снять этим же скребком. Стыкуемые детали нужно обезжирить спиртом. На этом этапе можно применить специальные салфетки. Для наиболее точного размещения в центраторе магистраль можно разметить в соответствии с габаритами муфты.
По этим значениям трубы и муфту будет удобнее закрепить.
Собранную конструкцию нужно фиксировать с соблюдением техники безопасности. К разъемам на муфте нужно подключить клеммы сварочного аппарата. Устройство включается и производится распознавание штрих-кода, который есть на поверхности муфты. Режим большей части сварочников автоматический.
Период нагрева и охлаждения муфты задается как раз в момент распознавания шифра. Ход сварки запустится после того, как код будет считан, а окончится с подачей звукового сигнала. Для остывания трубы ее нужно оставить в покое на семь минут.
Только после этого можно освободить зажимы с центратора, а оборудование вытащить из-под места пайки.
Для достижения оптимального результата важно руководствоваться не только инструкцией, но и рекомендациями производителя труб и сварочника.
Обязательная часть работ с ПНД – контроль качества соединений. Все выполненные швы нужно обязательно осмотреть. Только после этого можно продолжить обработку. Для сварных швов существуют установленные технические требования. Соединение считается качественным, если соответствует ГОСТу. При этом никакого дополнительного ремонта и обслуживания для сварных соединений водопровода не потребуется.
Качество сварки можно проверить визуально:
- соединение должно выглядеть ровной бороздкой;
- не допускается смещение свариваемых деталей.
Высота валиков, образовавшихся внутри, а также снаружи не должна превышать 2,5 миллиметров. При толщине полиэтилена в 20 мм толщина валика может составить 5 мм. Методика сварки обычно выбирается в зависимости от размера магистралей. Технология доступных методов достаточно проста. Освоить ее можно по приведенным выше теоретическим рекомендациям.
О том, как сварить трубы из ПНД своими руками, смотрите в следующем видео.
Сварка полиэтиленовых труб: способы пайки ПЭ и ПНД (стыковая, муфтовая, терморезисторная), технология варки своими руками
Мы приветствуем нашего постоянного читателя и предлагаем вашему вниманию статью о том, что такое сварка полиэтиленовых труб – очень надежный метод соединения полиэтиленовых трубопроводов.
При устройстве инженерных систем в доме, подключении усадьбы к магистрали холодной воды или прокладке напорной канализации недорогие и практичные полиэтиленовые трубы просто незаменимы. Для монтажа трубопровода в земле и подвальных помещениях полиэтиленовые трубы – оптимальный вариант по соотношению цены и технологических качеств.
Полиэтилен как материал для инженерных систем недооценен, хотя достоинства ПЭ трубопроводов неоспоримы.
Полиэтиленовые изделия абсолютно безвредны для человека, материал химически инертен, прочен и одновременно пластичен, морозостоек (выдерживает замерзание с водой).
Недостатки полиэтилена – нестойкость к ультрафиолету и повышенным температурам – ограничивают его применение под открытым небом и для систем отопления и горячей воды, но для прокладки в земле полиэтиленовые коммуникации практически идеальны.
Гибкость полиэтиленовых труб позволяет прокладывать их без фитингов на поворотах, возможность укладки цельного куска от магистрали к узлу учета в доме – также большой плюс, ведь экономия финансов весьма существенна, и монтаж гораздо легче. Надежность и герметичность швов позволяют закрывать и заливать коммуникации стяжкой или фальш-стеной. Неразъемное соединение не требует обслуживания и регулярных осмотров, как разъемное соединение при помощи цанговых муфт.
Способы состыковки ПЭ труб
Трубопроводы из полиэтилена монтируются двумя способами: при помощи фитингов и фланцев или нескольких видов сварки.
Соединение требует специальных фитингов (муфт и раструбов) и без них. Для труб с толщиной стенки меньше 4,5 (диаметры 50-110 мм) применяют сварку с помощью фитингов, для более крупных труб с более толстой стенкой допустима сварка встык и экструдерная.
Диффузионный
Диффузионный способ заключается в разогреве торцов до вязкотекучего состояния. Подготовленные торцы заготовок стыкуются и слегка сжимаются. Подвижные молекулы полимера под воздействием давления продвигаются в соединяемые части, перемешиваются, при охлаждении застывают в новом положении, образуют новые химические связи и обеспечивают надежное сцепление патрубков между собой.

Выделять какой-то способ сварки как диффузионный неправильно. По сути, любая сварка полиэтилена содержит в основе процесс диффузии разогретых молекул.
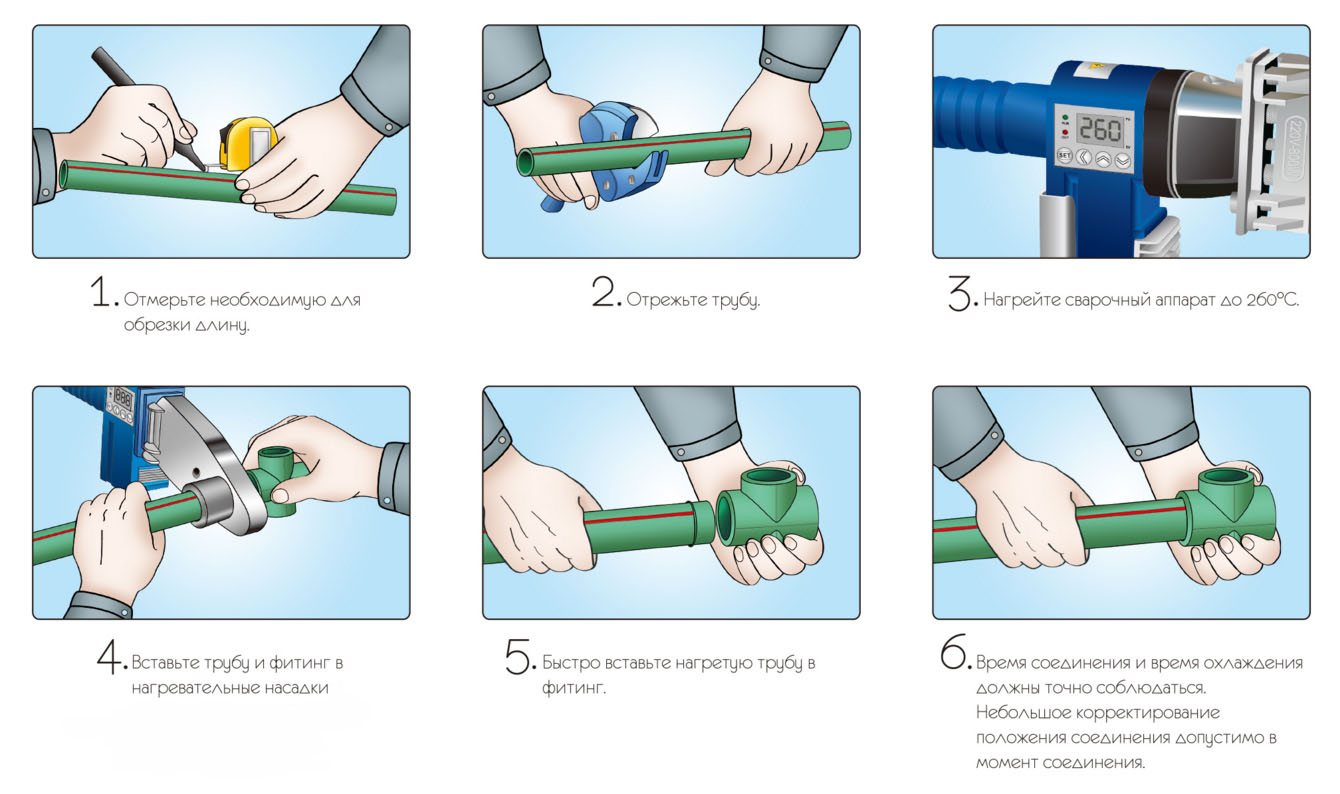
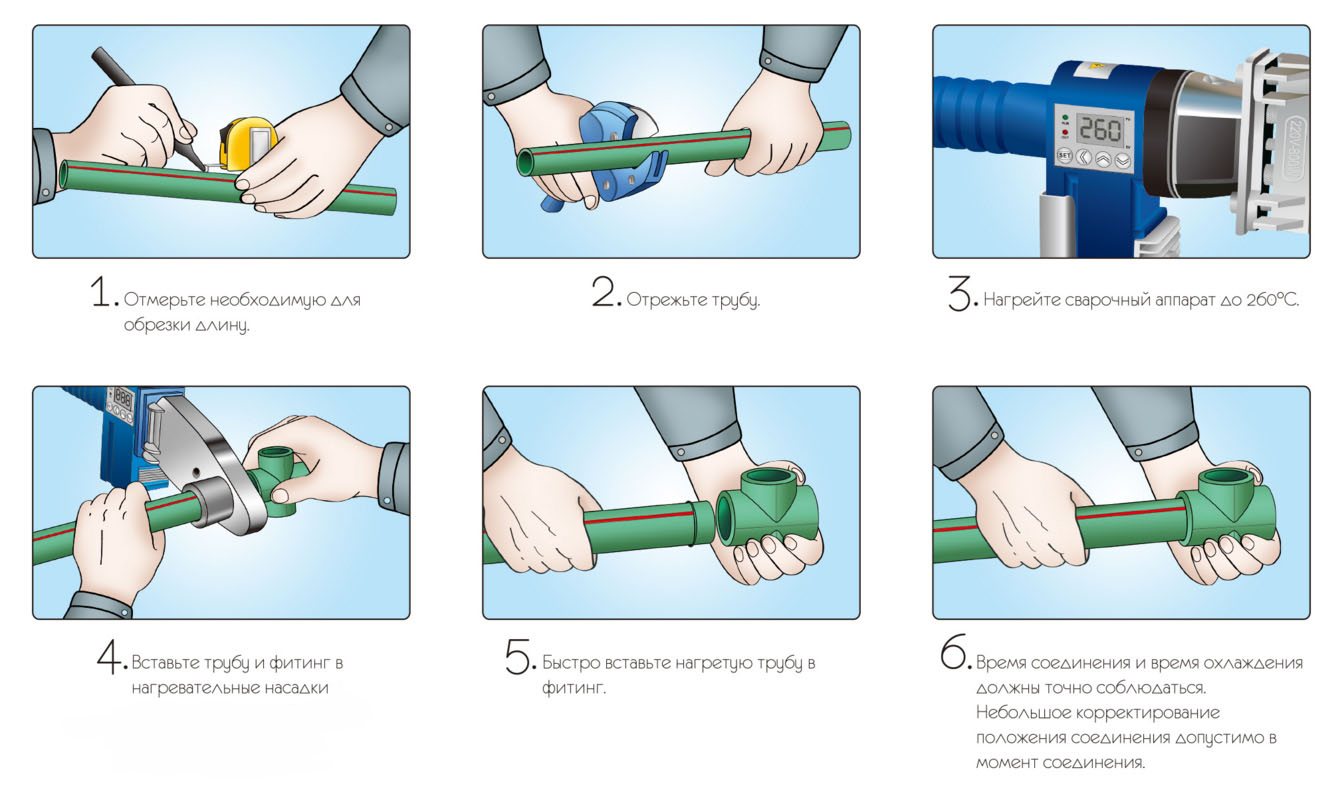
Раструбный метод
Не самый типичный способ. Имеется два варианта выполнения: с помощью раструбных труб и муфт. Сам метод напоминает сварку трубопроводов из полипропилена: раструб или муфты и заготовки разогревается с помощью паяльника со специальной насадкой.
Затем заготовка вставляется в раструб другой трубы или муфту, фиксируется, прижимается и выдерживается. Время сварки – 20 секунд. Если используются муфты, то вторая труба впаивается в муфту аналогично. Стоимость муфт невелика, изделия с раструбом в магазинах встречаются нечасто.
Соединение получается надежным и прочным, можно сварить небольшие диаметры.

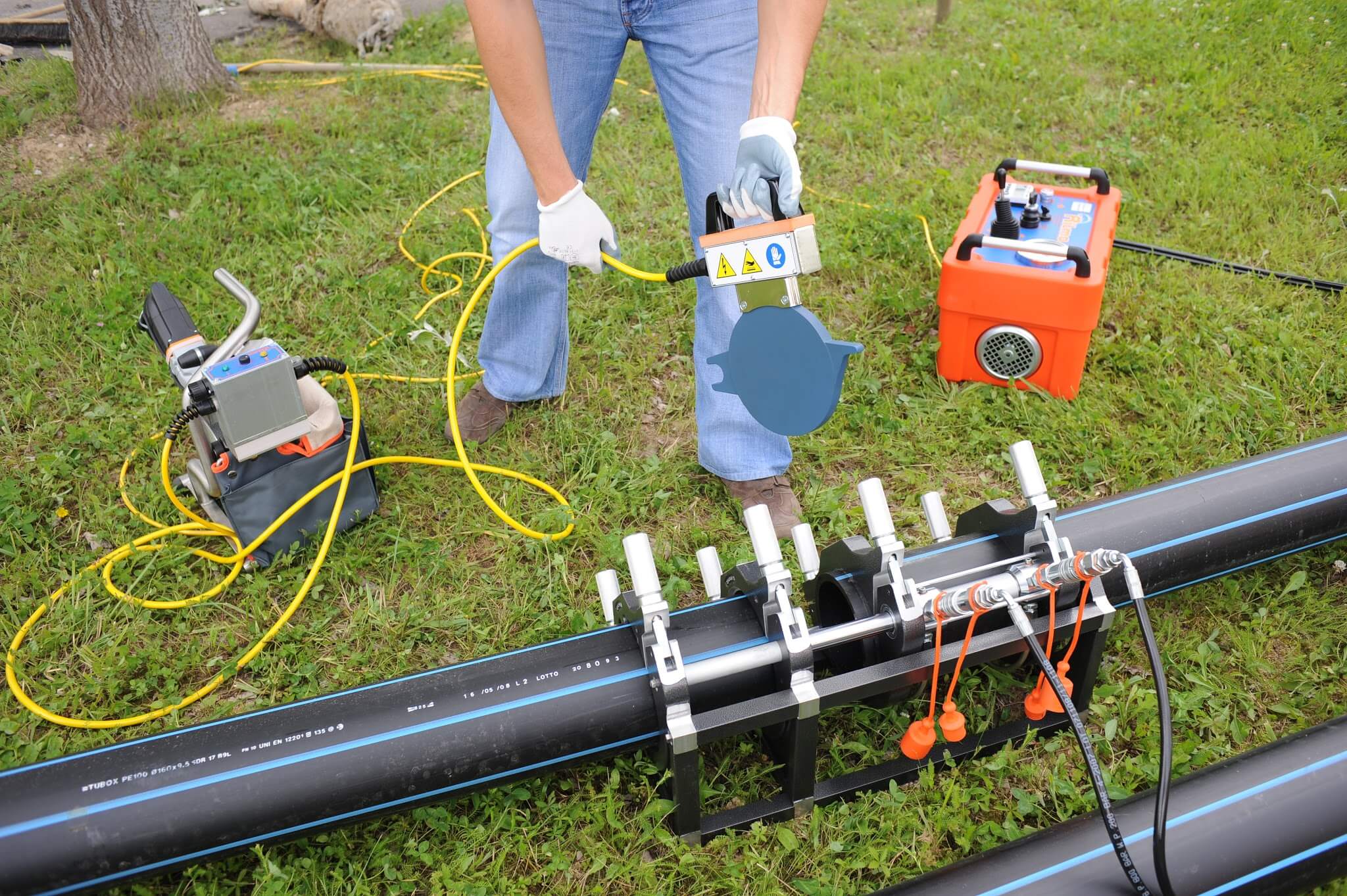
Сварка встык
Этот метод применим на трубах с толщиной стенки больше 4,5–5 мм и диаметром более 50 мм.
Перед проведением работ отрезают полиэтиленовую трубу строго перпендикулярно и тщательно зачищают торцы. Затем закрепляют трубу в аппарате для сварки и тщательно центруют.
Между торцами труб для нагрева вводят нагреватель, трубы прижимают к нему и прогревают до размягчения торцов. Затем быстро убирают нагреватель, торцы сжимают таким образом, чтобы образовался небольшой кольцевой наплыв в месте стыка – грат.
Охлаждают стык, затем убирают станок. Работа имеет свои тонкости, для нее необходимы два человека.

Сварка экструдером
Экструзионная – сварка при помощи небольшого аппарата, из которого под давлением выдавливается расплавленный полиэтилен. Сырье в виде стержней или гранул загружается в экструдер.
Экструзия применяется на напорных коммуникациях с толщиной стенки более 6 мм, но им можно залатать и безнапорные канализационные трубопроводы с более тонкой стенкой. Место соединения разогревается потоком горячего воздуха.
Желательно на торцах снимать фаску.

Качество шва получается очень высоким. Достоинство метода в том, что можно заварить уже проложенную полиэтиленовую трубу, не демонтируя трубопровод.
Сварка электромуфтовая
Это самый надежный, удобный и универсальный метод соединения. Его можно применять даже в труднодоступных местах. Но, к сожалению, он и самый дорогой – электросварные фитинги недешевы, сварочный аппарат также стоит немало. Сварка с помощью терморезисторных муфт применяется от небольших до самых больших диаметров полиэтиленовых трубопроводов.
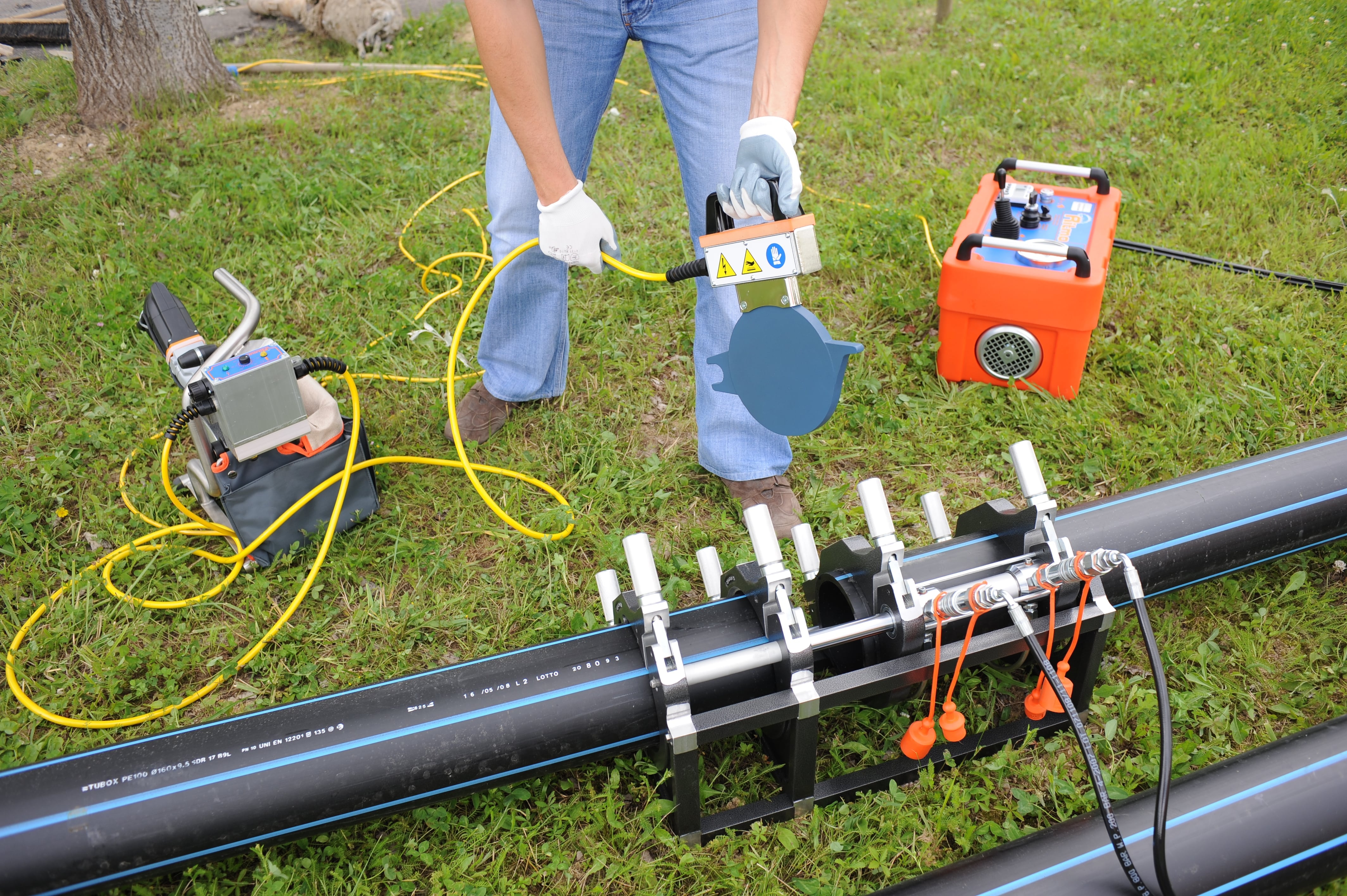
При терморезисторной сварке полиэтиленовые заготовки обрезаются строго перпендикулярно, тщательно зачищаются от заусенцев и пыли, вставляются в муфту, центруются с помощью специальных приспособлений. В муфте имеется нагревательный элемент. Он подключается к специальному сварочному аппарату, подается ток, элемент разогревает муфту и торцы труб, и они свариваются.

При этом виде сварки крайне важно сохранить неподвижность соединения до полного остывания.
Какой способ лучше
До выбора лучшего способа соединения необходимо определить, какой из них применим в конкретном случае в зависимости от диаметра трубопровода.
Самый надежный и универсальный способ – сварка при помощи терморезисторных муфт. Но муфты, особенно больших диаметров, дороги, дорог и сварочный аппарат (но его можно взять напрокат). Поэтому такая сварка при обустройстве частного дома не слишком распространена.
Чаще сваривают встык или при помощи муфт под пайку. Сварка встык применяется на полиэтиленовых трубах с большой толщиной стенки, в частных домах такие обычно не используют. Эструзионная сварка пока не слишком распространена, в основном из-за малой известности метода.
Рекомендации для проведения качественной сварки
Для сварки ПЭ особое значение имеют качество обработки торцов стыкуемых труб. Они должны быть тщательно очищены от стружек, заусенцев, пыли, грязи, жира. Важно также тщательное центрирование заготовок, отсутствие эллипсности, точное совпадение диаметра и толщины стенок заготовок.
Нельзя трогать соединение до полного остывания. Нельзя проводить работы под дождем, снегом, в мороз.
Особенности работы с ПВД и ПНД
Эти два вида полиэтилена немного различаются по своим техническим характеристикам и параметрам. Информация сведена в таблицу.
| Характеристика | ПВД (ПНП) | ПНД (ПВП) |
| Температура плавления, °С | 103-110 | 125-132 |
| Температура размягчения, °С | 100 | 120-125 |
| Жесткость | небольшая | большая |
| Гибкость | большая | небольшая |
| Хрупкость | маленькая | больше, чем у ПВД |
| Прочность | средняя | высокая |
При сварке следует учитывать, что для расплавления ПВД требуется более низкая температура, чем для ПНД. ПНД имеет большую прочность, чем ПВД.
Выполнение сварки ПЭ труб своими руками
Сварка полиэтиленовых труб в домашних условиях не слишком сложна и вполне выполнима своими руками. Главная проблема –дорогостоящее оборудование. Его в любом случае стоит взять напрокат, а не покупать.
Перед манипуляцией необходимо ровно отрезать заготовки и тщательно зачистить и обезжирить торцы.
Необходимые инструменты и материалы
Для сварки полиэтиленовых коммуникаций вам понадобятся трубы и, возможно, муфты.
Перечень необходимого оборудования:
- Труборез – приспособление для резки.
- Неплохо воспользоваться электроторцевателем для точного выравнивания торцов труб.
- Для больших диаметров неплохо бы использовать фаскосниматель.
- Аппарат для муфтовой сварки. Конструкционно он напоминает паяльный аппарат для полипропилена.
- Соответствующие насадки.
- Для торцевого соединения применяют специальный центровочный станок и нагревательный элемент.

Этапы работ
Сначала трубы обрезаются под углом 90°, зачищаются заусенцы, удаляется пыль и стружка, проводится обезжиривание. Удобнее выполнить эту работу электроторцевателем.
Технология муфтовой (раструбной) сварки
На паяльник надевают нужную насадку и разогревают его в течение времени, оговоренного в инструкции. Затем разогревают муфту и патрубок до размягчения полиэтилена и соединяют их. Дают время для диффузии и полимеризации – примерно 20 секунд соединение трогать нельзя. Затем таким же образом соединяют вторую заготовку с муфтой.
Соединение встык
Заготовки устанавливаются в станок для стыкования, фиксируются и тщательно центрируются. Перед тем, как паять, нужно удостовериться, что продольные оси заготовок полностью совпали.
Между полиэтиленовыми заготовками вставляется нагревательный элемент и выдерживается до размягчения материала.
Нагреватель убирают, заготовки быстро соединяют, сдавливают с усилием до образования кольцевого валика на месте шва. Выдерживают до охлаждения.
Стыковая сварка не так проста, как кажется с первого взгляда, и требует определенного опыта.
Контроль качества швов
От качества шва зависит надежность соединения. Высота валика грата при стыковом соединении должна соответствовать табличным данным.

Возле валиков не должно быть трещин, пор, раковин. Валики должны быть одинаковыми по всей окружности, одной высоты. Углубление в центре не должно опускаться ниже поверхности труб. Детали не должны быть смещены друг относительно друга. Если спаять брак – соединение придется разрезать и переделывать.
Фото бракованных стыковых соединений:


Заключение
Полиэтилен – замечательный материал для прокладки трубопроводов под землей. Научиться его монтировать и соединять различными способами несложно, эти работы вполне выполнимы своими руками.
Мы прощаемся с нашим любимым читателем и желаем ему успехов в прокладке инженерных коммуникаций к родному дому.
Подписывайтесь на нашу рассылку, получайте новую интересную информацию по вопросам ремонта, делитесь интересной информацией с друзьями в соцсетях.
(3
Инструкция по технологии стыковой сварки полиэтиленовых труб
Авторство и авторские права на статью принадлежат компании «АДР-Технология»
При использовании материалов – обязательна активная ссылка на www.adr-t.
ru
Русскому человеку, у которого стоит задача проложить ПЭ трубопровод, а знаний и опыта нет, заманчиво найти подробную и корректную инструкцию по сварке ПНД труб своими руками, так сказать в домашних условиях.
Это похвальное свойство нашего пытливого ума иногда приводит к массе проблем.
Давайте разберемся, стоит ли делать это своими руками. Если стоит, то как?

Любая инструкция по эксплуатации сварочного оборудования (особенно импортного) содержит фразу типа «Дальнейшее описание правил эксплуатации аппарата не может заменить обязательного обучения сварке полиэтиленовых труб в специализированном учебном центре».
Действительно, автору приходилось встречать людей, которым когда-то «дядя Вася показал», как варить. После этого человек проработал несколько лет и считает себя авторитетным профи.
А при ближайшем рассмотрении оказывается, что он все эти годы методично вредил народному хозяйству России.
К сожалению, большинство Российских учебных центров образованы при коммерческих фирмах, торгующих сварочным оборудованием какой-либо определенной марки.
Учебный центр сам по себе дело не прибыльное, коммерческая фирма содержит его в основном для «проталкивания» своего товара.
Вряд ли можно надеяться, что в таком центре вам дадут подробные и объективные знания по технологии сварки полиэтиленовых труб. И уж тем более, вряд ли научат выбирать оборудование среди конкурирующих марок.
Вторая проблема – в учебный центр будущего сварщика калачом не заманишь. Технология сварки полиэтилена ошибочно представляется простой, а времени всем не хватает.
Автор поставил себе несколько задач:
- В меру своих сил способствовать тому, чтобы в нашей стране полиэтиленовые трубопроводы были надежными. А для этого:
- Не просто дать формальное описание различных режимов стыковой сварки, а подробно объяснить, почему так. Иначе русского человека не переубедить.
- На основе объяснения физических принципов стыковой сварки развенчать некоторые популярные мифы. Иначе любой менеджер торгующей организации уверенным голосом делает из нашего человека идиота.
- На основании действующих нормативов объяснить требования к сварочному оборудованию и научить это оборудование выбирать. Иначе, опять же, продавцы обманут.
Автор берет на себя смелость утверждать, что внимательное изучение всего, что написано далее, может служить инструкцией по сварке полиэтиленовых труб своими руками. Только практика потребуется.
2 Общая идея
Сварка пластмассовых труб нагретым инструментом встык заключается, в принципе, в нагреве торцов до расплавления материала и в последующем сжатии торцов для образования стыкового соединения и остывания шва (рис.1).
Нагрев свариваемых поверхностей производится плоским металлическим нагретым инструментом с тефлоновым покрытием, который после нагрева удаляется из зоны сварки.
| Рис. 1 Сварка труб встык |

Однако сварка качественного стыкового соединения требует от оператора аккуратного выполнения целого ряда условий. В итоге процесс сварки встык нагретым инструментом состоит из 5 основных фаз с точно нормированными режимами.
3 Назначение технологии стыковой сварки
Сварка встык – один из трех способов сварки полиэтиленовых (и вообще пластиковых) труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – ПЭ, ПП, ПВДФ, ПВХ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко.
Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.
Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н.
грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить.
Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Особенности сварки ПНД труб: что это такое и где используется?
Такие конструкции широко применяются в строительстве — их устанавливают в коллекторы простых и высокого напора трубопроводов. Чтобы ответить на вопрос, что это такое сварка ПНД труб, достаточно выяснить все особенности такой конструкции и методику выполнения соединений. Ответы на часто задаваемые вопросы заинтересованные пользователи найдут в этой статье.
Особенности применения
Полиэтилен отлично переносит воздействие разных активных сред, поэтому материал применяется для прокладки трубопроводов во время строительства жилых домов и на производственных предприятиях.
Эксплуатационные качества труб схожи с аналогичными показателями полипропилена, а сшитый полиэтилен можно использовать даже в среде высоких температур, не превышающих плюс 95 0C.
ПНД используют в местах с довольно низкой температурой до -70 градусов.
Способы сваривания
Сварка труб марки ПНД выполняется такими способами:
- фланцевый или раструбный;
- неразъёмный или сварной.
Выбирать надо, учитывая условия эксплуатации, например, когда строят магистраль высокого давления, то используют электромуфтовый вариант или встык.
Именно такой метод позволит получить в результате надежность соединения труб ПНД, а в трубопроводах, где жидкость протекает самотёком, применяются разъёмные соединения, так как их конструкция намного проще.
Соединение неразъемного типа
Вариант сварки встык применяется для монтажа труб с диаметром от 50 мм и более, качество выполнения работ гарантирует использование аналогичного типа аппарат.
Стыковой вариант сварки
Принцип прост — торцы трубы разогреваются до температуры плавления, а затем соединяются под давлением, пластик застывает и образует единое целое.
Место стыковки имеет прочность не хуже, чем труба. Для выполнения такого метода трубы жестко закрепляются фиксаторами аппарата, затем торцы нагревают круглой пластиной.
Когда пластик начинается плавиться, плиту убирают, а трубы с силой прижимаются торцами.
Процесс имеет такие особенности:
- Используют только для соединения труб или фитингов идентичных диаметров.
- Толщина стенок должна быть не менее 5 мм.
- Температура среды — от +15 0C.
- Станок отличается низким потреблением электрической энергии.
Параметры сварки полиэтиленовых труб методом встык берут из специальных таблиц.
[stextbox id=’alert’]Важно! Аналогичную технику лучше брать в аренду у монтажной фирмы, так как в быту вы ее часто использовать не будете, поэтому приобретение в магазине —нерентабельно.[/stextbox]
Электромуфтовый способ
Применяется при прокладке магистралей с внутренним давлением до 16 атмосфер, на практике обходится дороже из-за использования муфт для каждого стыка. Методика простая:
- Торцы труб предварительно зачищаются.
- В муфту вставляются трубы, жестко закрепляемые струбцинами.
- К специальным отверстиям подключается напряжение. Внутри изделия происходит расплавление материала, после остывания получается монолитная конструкция.
[stextbox id=’warning’]До окончания процесса все составляющие должны оставаться неподвижными, как в период нагревания, так и при остывании.[/stextbox]
Такая методика применяется, если нужно сделать врезку в действующую магистраль, при сварке большого количества стыков рентабельнее применение стыковой методики.
Разъемные методы
Аналогичная стыковка труб ПВХ и ПНД не столь надежна, чем сварная, но этот способ имеет свои преимущества. Среди них:
- для осуществления стыковки магистрали нет нужды приобретать дорогостоящее оборудование;
- соединение производится в любом месте, где сварочное оборудование использовать нельзя, например, под водой;
- такая методика позволяет быстро соединить трубы.
Кроме перечисленных достоинств, немаловажен тот факт, что работать может не квалифицированный исполнитель.
Фитинги из ПНД
Установка происходит таким способом:
- Конструкция разбирается, открутив накидную гайку.
- Торцы зачищаются, снимается фаска специальным изделием.
- На трубе делается отметка, указывающая глубину ее вхождения в фитинг.
- Дли облегчения скольжения, законцовки труб смазывают раствором мыла.
- После введения трубы гайка затягивается, но при этом надо быть осторожным, чтобы не переусердствовать.
Соединение производится самостоятельно, без помощи специалистов-сантехников.
Установка фланца
Такой метод выбирается, когда ПНД труба присоединяется к стальному аналогу, а также при врезке для установки вентилей, задвижек или регуляторов. Все работы выполняются с такой последовательностью:
- на законцовке трубы нарезается резьба;
- затем накручивается переходник;
- надевается отвод трубы;
- место стыковки прогревается муфтой или при помощи строительного фена;
- выдерживается вся конструкция до остывания.
Перед одеванием фланца убедитесь, что внутри нет заусенцев и острых кромок, которые могут повредить торец ПНД трубы при контакте.
Сгибание или выпрямление труб
Трубы реализуются в торговых точках или на складах в виде отдельных сегментов по 12 м или же цельными, но смотанными в большую бухту. При хранении во втором варианте труба изгибается, поэтому при монтаже требуется выпрямление путём нагревания. При этом надо помнить, что нагрев производится кратковременный до 80 градусов, чтобы не повредить структуру изделия.
Способы разгибания
В жаркий период лета для нагревания достаточно оставить трубы на некоторое время на открытом месте или применить нагревание с использованием лучей УФО, которые не ухудшают структуру ПНД труб, но надо следить, чтобы стенки изделия не размягчились слишком сильно. Зимой трубы разогревают с помощью горячей воды, но такая методика подходит только для малого диаметра, не более 50 мм. Чем короче изделие, тем легче его разогнуть.
Методика сгибания
Для придания трубе ПНД нужной конфигурации используют метод кратковременного нагревания в месте сгиба:
- обдувка направленным в нужное место горячим воздухом;
- прогревание при помощи ацетиленовой горелки;
- с применением кипятка.
Во время сгиба применяют специальный каркас из отшлифованных листов ДВП. В месте сгибания труба нагревается и остается в таком положении до полного остывания, при этом надо соблюдать предельную осторожность, чтобы не повредить стенки изделия.
[stextbox id=’info’]Д. И. Мануилов, образование: колледж, специальность — сварщик 5 разряда, опыт работы с 2000 года: «Выпрямление и сгиб труб ПНД требуют сноровки, а также предельной осторожности, что вырабатывается у исполнителя с опытом».[/stextbox]
Комплектация и инструменты
Перечень основного оборудования:
- сварочный агрегат для выполнения работ методом в раструб;
- стыковочный станок;
- монтажные приспособления для дополнительной обработки.
Все виды нагревателей должны быть с антипригарным покрытием, чтобы не тратить время на очистку после применения. Аппараты снабжены терморегуляторами и индикаторами для визуального контроля нагревания.
В комплект сварочного аппарата входят:
- Детали и насадки для быстрого разогрева.
- Монтажные конструкции.
- Струбцины разной конфигурации.
- Ящик для хранения.
Аппараты для соединения труб ПНД отличаются легким весом и удобностью использования. Нагревательные элементы легко взаимозаменяемы, а выглядят как пластины круглого типа с покрытием ПТФЭ. Каждая снабжена температурным индикатором и предохранителем.
Аппарат ручного типа
Аппараты для сварки ПНД труб электросварных муфт имеют такую разновидность:
- механического типа;
- гидравлический вариант;
- автоматический агрегат.
Универсальностью обладает второй вариант — с такими аппаратами фиксируются одновременно сразу несколько швов на магистралях, а срок выполнения операции минимальный, так как дополнительное оборудование имеется у каждого агрегата.
Для крупных диаметров
При соединении труб с диаметром более 400 мм отдельно для каждого метода используются специальные машинки: стыкового, раструбного или электромуфельного типа.
Другие инструменты:
- для снятия оксидного налета или зачистки торцов;
- крепежи седел крупного диаметра;
- выравнивающие устройства;
- аналогичные конструкции для сгибания;
- фаскосниматели;
- пилки для разделения магистрали;
- конструкции для жесткого закрепления позиций.
[stextbox id=’alert’]Важно! Для прочного соединения используют весь набор инструментов, иначе возможен брак.[/stextbox]
Муфта
Такие изделия выпускаются трех видов:
- Равнопроходной вариант.
- Фланцевая муфта используется для толстых труб.
- Композиционный тип — при соединении магистралей разного диаметра.
Все типы имеют ряд преимуществ:
- длительность эксплуатации, исчисляемая несколькими десятками лет;
- высокий процент надежности;
- устойчивость к перепадам температур и механическим повреждениям;
- не боятся агрессивных сред.
Такие магистрали отличаются универсальностью, могут использоваться при высоком и низком внутреннем давлении жидкости.
Этапы работ
При самостоятельном использовании оборудования надо помнить последовательность:
- Подготовка — зачистка трубы проводится на участке в 200 мм от торца, для этого используется специальный скребок.
- Жесткая фиксация центратором, для правильной установки муфты.
- Подключение сварочного аппарата.
- Проведение сварки.
- Удаление аппарата после остывания стыка.
Зачищенные места надо обезжирить спиртовым раствором. На каждой муфте нанесён штрих-код, который распознает автомат, весь режим работы автоматический: начало разогрева аппарат начинается после считывания кода, а после окончания процесса звучит сигнал. Чтобы конструкция полностью остыла достаточно 7 минут, только после этого производится демонтаж оборудования.
Контролирование качества
Он проводится визуально или при помощи специальной техники, только после этого начинается следующая стыковка. Шов должен быть ровным и выглядеть как выпуклая без пропусков бороздка на теле трубы, не допускается смещение деталей. Для шовных соединений имеются требования, прописанные в соответствующих ГОСТах, дополнительное обслуживание в течение эксплуатации не предусмотрено.
[stextbox id=’warning’]Высота образовывающегося на шве валика не превышает 2,5 мм, исключением служат трубы ПНД при толщине стенок в 20 мм — у них высота шовного соединения допускается до 5 мм.[/stextbox]
Выводы
- Прежде, чем начинать стыковку трубопровода, нужно выбрать оптимальный вариант методики, подходящей для диаметра и толщины труб ПНД, только после этого надо приступать к выполнению подготовительных и основных работ.
- [stextbox id=’warning’]Также на нашем сайте вы можете найти статьи о:
- [/stextbox]