Комплект для изоляции и заделки стыков труб ППУ: видео

В объеме строительных работ одним из важных моментов является правильная тепловая изоляция, а также гидроизоляция соединений таких сложных трубопроводов, как изолированные трубы пенополиуретаном (ППУ). А заказать их можно у надежного поставщика, перейдя по ссылке http://uzti.su/katalog/truby-ppu/. Как правильно выполнить изоляцию таких соединений рассматривается ниже.
С целью ограничения влияния окружающих активных явлений на участок соединения труб из ППУ, а также продления срока их службы обязательным условием является качественное изготовление изолирующего слоя таких участков в соответствии с правилами технологии.
Типы изоляции участков соединения труб из ППУ
Отделка соединений труб из ППУ изолирующим слоем производится путем заливки целого объема участка соединения пенополиуретаном в жидком виде. Также можно применять специальные муфты (см. Электромуфты для труб) из пенополиуретана или скорлупу.
Для изолирования соединений стыков труб из ППУ выбран такой материал, как пенополиуретан, потому что при имеющейся малой толщине у него очень низкие показатели теплопроводности. В прежние времена при использовании таких трубопроводов теплоизолирующий материал постоянно увлажнялся, что приводило к значительным тепловым потерям в окружающую среду.
Использование такого современного изолятора, как скорлупа из пенополиуретана позволило существенно снизить такие потери тепла через участки соединений труб.
Достоинства при использовании пенополиуретановой скорлупы в качестве изолятора такие:
- такая скорлупа может применяться в северных районах с очень холодными зимами. Предельное значение выдерживаемой ППУ-ом температуры составляет минус 1300С;
- такой материал тепловой изоляции, является надежно устойчивым к влаге;
- в виде скорлупы такой материал также крепко устойчив к различным механическим воздействиям на стык.
Одним из важных моментов при проектировании систем трубопроводов является правильный выбор надежных и качественных составляющих для эффективного изолирования соединений ППУ.
С целью увеличения срока эксплуатации систем соединенных труб, необходимо надежно уплотнить все стыки. Использование термоусаживаемой муфты позволит надолго и без всяких потерь заизолировать соединение элементов.
Такой способ уплотнения обеспечит равномерное изолирование всей площади соединения по физическим и механическим показателям изолирующего материала.
Установка изоляционного слоя для стыка
Перед началом соединительных работ необходимо подготовить трубы. Для этого, перед осуществлением сварки стыков на один конец трубы необходимо установить изолирующую муфту определенного диаметра.
При этом важно не нарушить защищающий слой на поверхности гидроизоляции труб из ППУ. Работы проводить необходимо постепенно и осторожно.
После аккуратной установки муфты можно приступить к стыковке труб и их дальнейшему свариванию.
По окончании сварочных процессов следует испытать сварные швы на плотность. Далее, необходимо произвести объединение линий для системы дистанционного контроля, которое также необходимо проверить на надежную целостность всех подключений.
Выполнив гидроизоляцию стыков можно начинать установку тепловой изоляции.
Способ установки термоусаживаемой муфты
При этом необходимо иметь следующий инвентарь и материалы:
- муфту из пенополиуретана;
- трубопровод определенного диаметра;
- стыковые соединения труб из ППУ;
- газовая горелка для сварки;
- мыльный раствор для испытаний герметичности;
- ППУ в жидком виде;
- пробка испытательная.
Первым делом на один край трубы необходимо натянуть муфту. После стыковки труб муфта нужно передвинуть так, чтобы линия соединения расположилась по центру муфты. Сняв с нее защитный слой, посредством газовой горелки разогреть ее до образования полной усадки. Показателем усадки является преобразование муфты в бочкоподобную форму.
С целью проверки муфты на герметичность, необходимо в предусмотренное отверстие вставить испытательную пробку, прокачать воздухом под давлением 0,5 атм. Для полноценной проверки муфты на герметичность следует повторить испытания через 5 мин. Если давление константа, значит, усадка муфты произошла полностью.
При снижении давления за это время возникает необходимость в проверке качества усадки муфты по краям, с помощью мыльного раствора.
Для ликвидации некачественного прилегания муфты необходимо ее установить более плотно.
После правильной установки муфты необходимо извлечь испытательную пробку и образовавшееся отверстие заполнить жидким ППУ-ом. Эта смесь после вспенивания должна принять твердую форму. Далее, все отверстия изнутри нужно заделать полиэтиленовыми пробками и приварить их к муфте, что позволит создать качественную гидроизоляцию, а также тепловую изоляцию соединенных труб.
Такой сварной способ с использованием муфт обеспечивает надежное противостояние соединений труб из ППУ перед экстремальными условиями окружающей среды – порывами ветра, ливнями, снегопадами, сильными морозами и перед механическими воздействиями.
С целью изготовления ППУ в жидкой фазе применяют специальный полиол в комбинировании с полиизоцианатом, которые являются составляющими специального пенопакета. При соединении этих компонентов образуется жидкая смесь, которая после вспенивания и увеличения в объеме впоследствии затвердевает.
Пенопакеты для заливки ППУ с целью изоляции соединений применяют потому, что они облегчают работу строителей при изолировании стыков, а именно уходит необходимость в разведении специального раствора и его небезопасном распределении по разным емкостям посредством леек.
В результате этого процесс изоляции протекает быстро, качество уплотнений становится выше, а наличие вредных факторов ниже.
В случае отсутствия возможности произвести заливку ППУ для изоляции стыка труб можно использовать скорлупу из пенополиуретана. Также применение такой скорлупы допускается и при частичном ремонте гидроизоляции соединений. Скорлупа из ППУ имеет продолжительный срок службы, а ее прочностные качества и жесткая структура не дает образовываться даже малейшим сдвигам тепловой изоляции.
Источник: http://o-trubah.com/metody-zashhity/izoljacija-stykov/
Как заделывать стык ппу труб
Выполняя монтаж трубопровода из изделий ППУ (пенополиуретан), обязательно возникнет необходимость в заделке стыков. Ведь сварной шов – самое уязвимое место трубопровода, поэтому его изоляции следует уделить особое внимание. Для систем отопления из труб ППУ изоляции в полиэтиленовой оболочке используется термоусаживаемая муфта.
Комплект для заделки стыков
В целом же используется целый комплект, куда входят:
- гильзы для стравливания воздуха;
- гильзы лужные;
- дренажные и конические пробки;
- монтажный пенопакет;
- замковые пластины;
- термоусаживаемая муфта.
Такие муфты имеют отличные эксплуатационные и технические характеристики, если сравнивать с остальными возможными материалами для изоляции стыков труб ППУ.
Комплект для заделки стыков
- Работают при температурах от минус шестидесяти до плюс шестидесяти градусов Цельсия;
- Термическая и химическая стойкость;
- Высокая скорость монтажа, а также его простота;
- Производство выполняет изделия высокого уровня благодаря контролю качества;
- Надежность и долговечность.
Неразъемная радиационно-сшитая термоусадочная муфта создается методом экструзии, последующим продольным растяжением для восстановления до начальных размеров при нагреве до необходимой температуры.
Термоусаживаемая муфта изготавливается с учетом ГОСТа 30732-2006, который регламентирует наружные диаметры ПЭ оболочки трубы ППУ. Основываясь на этих данных, создаются защитные термоусадочные муфты.
Свойства и преимущества муфты термоусаживаемой CPC 140-CPC 1200
При изготовлении изделие подвергается радиационно-химической модификации. Это исключает повреждение его при монтаже из-за взаимодействия с температурой, а также придает механическую прочность.
Благодаря плотному сцеплению муфты (обжим) и ПЭ оболочки создается герметичный стык. Между муфтой и оболочкой может прокладываться термоплавкий адгезив, который поставляется в комплекте.
Если выполнить монтаж правильно, используя качественные материалы и имея опыт, получился прочная конструкция, которая надежно защитит сварной шов. Она будет обладать и хорошим показателем сдвиговой прочности, предотвращая попадание влаги и развитие коррозии сварного шва, а также разрушение наружного полиэтиленового слоя.
Современные производители используют самые последние технологии для изготовления термоусаживаемых муфт. Это позволило повысить величину усадки с десяти до тридцати процентов. Благодаря этому уменьшается смещение и деформация, обеспечивается отличное сцепление с материалом адгезива при эксплуатации трубопровода.
Кроме того, новые технологии изготовления позволяют нагревать муфты при монтаже до небывалых ранее 240 градусов. При этом материал не плавится. А ведь раньше изделие нагревалось всего лишь до 130 градусов.
Выполнение заделки стыка
Муфта надевается на оболочку. Стык сваривается. Дальше прикрепляем к трубе ППУ держатели проводников СОДК, которые соединяются при помощи медных луженых гильз.
Затем нужно сдвинуть муфту по центру стыка, отметить на оболочке ее края. Далее обрабатываем наждачной бумагой, обезжириваем и обжигаем. Должна получиться матовая поверхность.
Выполнение заделки стыка
Отрезаем нужное количество адгезивной ленты. Приклеиваем ее к поверхности по окружности, используя газовую горелку (на расстоянии 1-1,5 см от отметок). Торцы должны быть внахлест 0,5-1 см.
Далее просверливаем в муфте два отверстия диаметром 2,5 см. Прогреваем горелкой ленту, надвигаем муфту на стык по меткам. Небольшим пламенем прогреваем края муфты. Она должна уменьшиться и приклеиться к оболочке.
Одно из отверстий нужно заглушить, чтобы стравить воздух. Затем удаляем перемычку в монтажном пенопакете, трясем его полминуты и отрезаем горловину. Заливаем содержимое в отверстие муфты. Далее глушим отверстие.
Когда пена затвердеет (понадобится около получаса), пробки из муфты нужно удалить. При помощи горелки и специального паяльника нужно прогреть отверстие в муфте и коническую пробку с диаметром 2,5 см до плавления. Когда наружный слой расплавится, останется только впаять пробку в отверстие. Повторить процедуру со вторым отверстием.
Учитывая, что процедура заделки стыка труб ППУ, — дело непростое, лучше для выполнения этой процедуры обратиться к специалистам. Это будет надежнее и быстрее.
Источник: http://TrubyGid.ru/styk-ppu-trub
Методика изоляции стыков ППУ трубопроводов в оцинкованной оболочке

Перед началом работ необходимо проверить и зафиксировать выполнение следующих условий:
Наличие достаточной рабочей зоны вокруг стыка, обеспечивающей свободный доступ персонала к стыку и соблюдение технологических правил производства работ.
К изоляции стыков приступают после технического освидетельствования сварных швов стальных труб. Во время выпадения осадков работы производятся только под временным укрытием, исключающим попадание влаги на монтируемые элементы.
ЗАПРЕЩАЕТСЯ:- производить работы без временного укрытия;
— производить изоляцию стыков при температуре окружающего воздуха ниже -25°С.
Очистить от грязи, при необходимости промыть водой и просушить газовой горелкой поверхность оцинкованной оболочки. С неизолированных участков трубы с помощью корд-щетки удаляется ржавчина и шлак (чистку проводить до металлического блеска трубы).
При осмотре без увеличения поверхность должна быть свободной от видимых остатков масла, смазки, грязи, а также плохо приставшей прокатной окалины, ржавчины, краски и посторонних частиц. Остатки масла удаляются ветошью, смоченной в растворителе.
При монтаже теплотрассы, оборудованной системой оперативного дистанционного контроля состояния изоляции (ОДК), непосредственно перед выполнением работ по изоляции стыка, необходимо соединить сигнальные проводники и провести соответствующие измерения сопротивления изоляции и целостности проводников.
Перед установкой обезжирить внутреннюю поверхность металлического кожуха и наружную поверхность оцинкованной оболочки трубы растворителем №646. Использование растворителей на бензиновой и спиртовой основе не допускается.
Отрезать от рулона адгезивной ленты:а) две полосы длиной, равной длине окружности оцинкованнойоболочки плюс 5 см для каждой из полос;б) одну полосу длиной, равной ширине металлического кожуха;в) три полосы длиной 130 мм;
г) две полосы длиной 40 мм.
На торцах труб удалить слой теплоизоляции на глубину 15 — 20мм. При намокании теплоизоляции на торцах труб, удаляется весь увлажненный пенополиуретан.
Прогреть края оцинкованной оболочки труб, образующих стык, мягким пламенем горелки до температуры +80°С — +90°С. Температуру прогреваемых поверхностей контролировать адгезивной лентой, прикладывая ее к прогреваемой поверхности, при плавлении прогрев считать достаточным. Контроль прогрева производить в произвольных точках, но с обязательным контролем нижних и боковых поверхностей.
Установить адгезивную ленту.
Установку металлического кожуха произвести таким образом, чтобы заливочное отверстие располагалось сверху.
Нахлёст краёв кожуха должен быть ориентирован сверху вниз, Кожух устанавливается симметрично относительно центра стыка, стаким расчётом, чтобы полностью закрыть место стыка и частично внешнюю оцинкованную оболочку трубы на расстоянии не менее 40-50 мм от каждого края.
Зафиксировать стяжными ремнями (вместо стяжных ремней допускается использовать съемные металлические хомуты).
Проложить в зоне нахлеста стального защитного кожуха подготовленную полосу адгезивной ленты (адгезивная лента должна быть приварена в зоне нахлеста перед монтажом стального защитного кожуха на стык, но собязательной выдержкой до его остывания к моменту монтажа.) Произвести предварительную затяжку стяжных ремней.
Прогревая мягким пламенем газовой горелки зоны установки адгезивной ленты, постепенно произвести окончательную затяжку стяжных ремней. Критерием полного прогрева и расплавления адгезивного материала являются следующие внешние признаки: стальной защитный кожух плотно облегает место стыка, расплавленный адгезивный материал выступил по всем образующим поверхностям стыка.
В верхней части кожуха по краям стыка просверлить два отверстия диаметром 3 мм для стравливания воздуха. Скрепить кожух в зоне нахлеста саморезами или заклепками по всей длинне через каждые 80-100 мм.
Расстояние от края нахлеста — 10-15 мм.
Края кожуха также крепятся к оцинкованной оболочке саморезами или заклепками по окружности через 100-250 мм в зависимости от диаметра оболочки, расстояние от края 10-15 мм.
Заливка стыка производится после остывания стыка до температуры +20°С — +25°С. При проведении работ с температурой окружающего воздуха +10°С и ниже, металлический кожух прогреть горелкой до +20°С -+40°С. Компоненты ППУ перед их смешиванием должны иметь температуру +18°С — +25°С.
Смешать соответствующее данному диаметру количество ППУ компонентов. Вылить в емкость для смешивания сначала дозированное количество компонента А, затем дозированное количество компонента В. Перемешивать до однородной массы в течение 20-30 сек.
при помощи электрической дрели со смесительной насадкой. ЗАПРЕЩАЕТСЯ использовать для перемешивания компонентов любые другие предметы, не предусмотренные настоящей инструкцией. Произвести заливку стыка через отверстие в металлическом кожухе.
Сразу после заливки надвинуть крышку на заливочное отверстие и зафиксировать ее с помощью подготовленного ранее стяжного ремня.
В процессе вспенивания незначительное количество пены вытечет через дренажные отверстия, это будет свидетельствовать о полном заполнении объема стыка.
Через 20-30 минут после заливки стыка ослабить средний стяжной ремень и снять крышку с заливочного отверстия, удалив излишки ППУ вокруг заливочного и дренажных отверстий. Зачистить и обезжирить места установки крышки и дренажные отверстия, а также саму крышку.
Прогреть кожух в зоне заливочного отверстия до +80°С — +90°С, проложить адгезивную ленту размером 130 мм (3шт). Установить на адгезивную ленту заливочного отверстия крышку, плотно прижать стяжным ремнем, зафиксировать по углам 4 саморезами или заклепками.
Прогреть подготовленные дренажные отверстия диаметром 3,0 мм до температуры +80°С- +90°С, проложить их полосами адгезивной ленты 40 мм и заглушить саморезами или заклепками.
Источник: http://teplosp.ru/metodika-izolyatsii-stykov-ppu-truboprovodov-v-otsinkovannoy-obolochke
Новости и статьи

02 марта
Технологические операции по заделке стыков, которые остаются между оболочками труб в ППУ изоляции после окончания сварочных работ, является важной составляющей строительства трубопроводов.
Чтобы упростить эту задачу, разработаны особые технологии и применяются специальные комплектующие: кожух оцинкованный, термоусаживаемые муфты и наборы вспомогательных монтажных аксессуаров – держатели и луженые гильзы СОДК, конические пробки, клейкие замковые пластины и лента термоусаживаемая.
От качества производства работ по заделке стыков зависит срок службы и эксплуатационные характеристики построенной теплотрассы или магистрали горячего водоснабжения.
Требуемые свойства изолирующего слоя пенополиуретана, которым приходится заполнять пустое пространство в области стыка труб, удается обеспечить при помощи мерных пенопакетов монтажных. Количество реагентов ППУ в них строго дозировано и рассчитано под объем типового стыка труб конкретного типоразмера.
Кроме восполнения отсутствующего объема ППУ изоляции, важнейшей задачей работ по заделке стыка является обеспечение герметичности выполненного защитного соединения оболочек.
Любой дефект неминуемо приведет к намоканию и резкому ухудшению характеристик теплового сопротивления слоя изоляции, а также необратимому поражению металла рабочей трубы прогрессирующей коррозией.
Два вида изолированных труб – два способа изоляции стыков
Так как для монтажа наземных и подземных участков трубопроводов используется труба ППУ двух различных исполнений – с витой защитной оболочкой из стального оцинкованного листа (ОЦ) или сплошного полиэтилена (ПЭ), для изолирования стыков применяются различные комплектующие и технологии.
Заделка и восполнение отсутствующего слоя пенополиуретана в пространстве между краями стальной оболочки выполняется при помощи кожуха оцинкованного. Стыки труб с изоляцией из полиэтилена закрывают и герметизируют с использованием термоусаживаемых муфт.
Эти комплектующие выпускаются специально, и подбираются в зависимости от типоразмера труб.
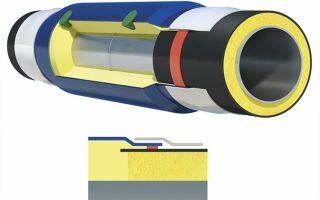
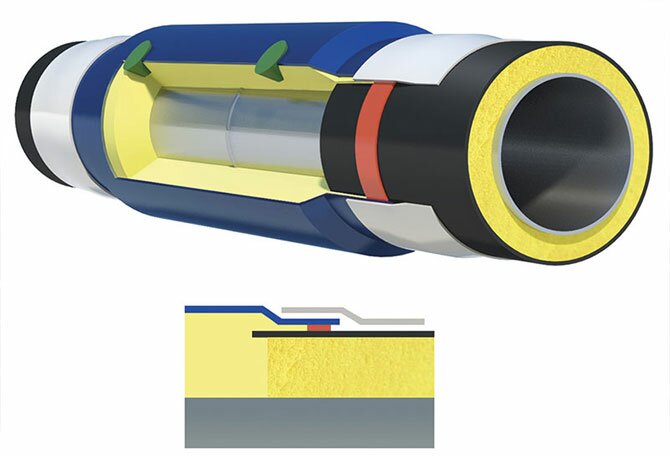
Изоляции стыка ППУ труб в оболочке из полиэтилена
Учитывая, что термоусаживаемые муфты являются цельными изделиями цилиндрической формы, их приходится надевать на трубы еще на стадии укладки. Перед началом сварочных работ муфты отодвигают от края трубы.
После остывания и первичной обработки сварного шва выполняют подготовительные работы – при помощи специальных пластмассовых держателей и медных гильз фиксируют и соединяют проводники СОДК.
Затем зачищают торцы слоя изоляции, края полиэтиленовой оболочки, временно надвигают муфту и размечают место ее установки.
По всей окружности будущего соприкосновения с муфтой на оболочку наносят разогретую газовой горелкой специальную адгезивную ленту.
Края установленной по месту монтажной муфты также прогревают горелкой, и, после ее фиксации, дополнительно герметизируют место прилегания лентой термоусаживаемой.
Далее выполняются работы по заполнению полости стыка пенополиуретаном, которые завершаются установкой и завариванием в технологических отверстиях муфты финишных конических пробок ПЭ.
Особенности работ по изоляции стыков труб ППУ ОЦ
Технология заделки стыка труб ОЦ отличается тем, что после выполнения стандартного комплекса подготовительных работ пространство между краями витой стальной оболочки закрывают мерным оцинкованным кожухом.
На прогретые края оболочки труб наносят адгезивную ленту и надевают стальной защитный кожух. В месте поперечного перехлеста краев кожуха также приклеивают полосу адгезивной ленты, после чего стягивают место установки специальными ремнями.
Прогревая горелкой кожух в местах, под которыми находится плавкая герметизирующая лента, ремни постепенно затягивают.
После полного остывания, приготовив к работе пенопакет монтажный, в кожухе высверливают отверстия для выхода воздуха и заливки компонентов ППУ.
Заполнив полость между трубами пенополиуретаном, герметизируют лентой, прогревают и закрывают специальной крышкой заливочное и дренажные отверстия.
Окончательная фиксация места установки кожуха и зоны соединения его краев выполняется при помощи «слепых» заклепок или саморезов.
Источник: http://teplo-izol.su/news/zadelka-styikov-trub-ppu-ots-i-pe
Как изолируют стыки при монтаже ППУ труб

Концы труб ППУ не имеют защитной изоляции, изолирующий материал стал бы помехой при сварочных работах. Именно поэтому стыки труб после сварки закрывают с помощью муфт, которые заполняют технологическим составом после монтажа. Работа по изоляции стыков производится в строгой последовательности с соблюдением требований, прописанных в рабочей документации.
Предварительная очистка
Перед тем, как проводить работы по монтажу муфты, необходимо очистить поверхность трубы от грязи и ржавчины. Это делается с помощью специальной щетки. Очищается от грязи также оболочка труб. Если грязи много, то стальную поверхность можно помыть водой, но после мытья ее надо тщательно просушить, используя газовую горелку. Ржавчину с труб очищают при помощи кордощетки.
В комплекс подготовительных работ входит и удаление незначительного слоя теплоизоляции. Это необходимо сделать, чтобы обеспечить целостность изолирующего слоя. Перед монтажом муфты также соединяют сигнальные проводки — они используют для того, чтобы вовремя узнавать о протечках и нарушении герметичности изоляции.
Муфту можно монтировать только на предварительно обезжиренную поверхность, поэтому концы оболочек соединенных труб обрабатывают растворителем, потом зачищают наждачной бумагой и снова обрабатывают растворителем. Если на улице температура ниже 0 градусов, надо прогреть оболочки до 30-50 градусов. Перед монтажными работами с помощью маркера на зачищенных краях отмечают место, где будут располагаться торцы.
Монтаж муфты
Муфту надевают на трубу таким образом, чтобы она не касалась внутренней частью загрязненных поверхностей. Если загрязнения избежать не удалось, то поверхность муфты просто обезжиривают растворителем.
Как и поверхности изоляции на трубах, внутреннюю часть муфты, которая будет контактировать с концами труб, тщательно обрабатывают.
На расстоянии около 15 см от одного из краев муфты надо сделать отверстие диаметром около 25 мм.
Перед монтажом нужно прогреть края изоляции труб и наклеить мастичную ленту, на которую будет закреплена муфта. Лента должна располагаться на расстоянии 1-2 см от рисок. Далее мастер удаляет защитную пленку с ленты и надвигает муфту, чтобы она располагалась в соответствии с границами, ранее отмеченными маркером.
Края муфты прогревают для усадки по окружности с помощью пропановой горелки. Делать это надо аккуратно, чтобы не повредить изделие. Перегрев и неравномерная усадка должны быть полностью исключены — это признак явного брака. Также о некачественной работе свидетельствуют задиры и частичное смятие оболочки. По окончании работы торцы муфты будут плотно обжимать концы труб.
Проверка герметичности
Когда муфта установлена, работу еще нельзя считать завершенной — необходимо проверить соединение на герметичность. Именно для этого в изделии предусмотрено специальное технологическое отверстие.
Нужно дождаться, когда муфта остынет до температуры около 40 градусов, после чего к отверстию подсоединяют шланг и под давлением закачивают воздух.
Делать такую работу надо без особого фанатизма — если соединение не герметичное, то это скоро станет понятно.
Определить место, в котором происходит утечка воздуха, можно с помощью мыльного раствора. Его наносят по краям и следят за тем, где образуются пузырьки.
Дефект устраняется с помощью прогрева пламенем пропановой горелки, после чего соединение снова проверяют описанным выше методом. В некоторых случаях добиться герметичности не удается.
Тогда можно закрыть места соединения с помощью мастичной ленты и термоусаживающего полотна. После достижения полной герметичности работы по монтажу продолжаются.
Теплоизоляция стыка
Для теплоизоляции стыка необходимо подготовить специальный состав из двух компонентов, которые соединяются в нужных пропорциях в чистой емкости.
Компоненты тщательно перемешиваются, после чего полученная смесь заливается в отверстия муфты.
Важно помнить, что некоторые компоненты смеси являются токсичными, поэтому желательно проводить работу в перчатках и не допускать контакта пены с открытыми участками тела.
Состав внутри муфты должен затвердеть, для этого требуется время. После того, как пена затвердела, можно убирать дренажные пробки. Отверстия закрываются другими пробками, а остатки пены счищаются с поверхности.
На последнем этапе проверяется целостность расположенных внутри проводов и ставится клеймо мастера.
Помните, что монтировать муфты должен специалист — только мастер с опытом может гарантировать высокое качество соединений.
Источник: http://PPU-spb.ru/poleznaya-informaciya/pravila-izolyacii-stykov
Заделка стыков ППУ труб — Статьи
Трубы в ППУ изоляции — это залог длительной эксплуатации магистрали и защиты трубопровода от теплопотерь. Многие компании по достоинству оценили пенополиуретан и внедрили его в качестве теплоизоляции в различные сферы промышленности. Однако для максимального снижения теплопотерь важно также позаботиться об изоляции стыков труб ППУ.
Герметизацию трубопровода в месте сварного шва можно выполнять в полевых условиях. Для этого не требуется специальное заводское оборудование или высокая квалификация монтажников.
Достаточно иметь минимальный набор инструментов, комплект для заделки стыков ППУ труб, который состоит из пенопакета, муфты, термоусадочных лент и пробок, а также соблюдать технологию заделки.
Если в точности следовать рекомендациям по изоляции стыков ППУ труб, качество заделки не уступит заводскому.
Преимущества ППУ изоляции
Пенополиуретан используется для теплоизоляции стальных труб в различных отраслях: от строительства водопроводов до нефтегазовой промышленности. Широкое применение ППУ объясняется его преимуществами:
- Низкий показатель теплопотерь,
- Защита труб от влаги,
- Устойчивость к плесени и грибку,
- Достаточно высокая прочность,
- Экологичность,
- Срок службы более 40 лет.
Кроме того, трубопровод в ППУ изоляции является выгодным решением с точки зрения обслуживания. Магистраль не нуждается в периодическом осмотре, а в случае разгерметизации об имеющемся повреждении сообщит система СОДК.
Заделка стыков труб ППУ в ОЦ оболочке
Процесс изоляции стыков труб ППУ в ОЦ и ПЭ оболочках отличается. Однако можно выделить общие этапы для обоих видов работ:
- Подготовка поверхности,
- Соединение проводов СОДК,
- Монтаж муфты,
- Сверление отверстий для стравливания воздуха и заливки компонентов пенопакета,
- Заполнение полости содержимым пенопакета,
- Заделка отверстий с помощью конических пробок.
На первом этапе выполняется подготовка поверхность трубы. Металл очищается от грязи и окалины. При этом ППУ отрезается на 15-20 мм от сварного шва. Затем на края оболочки труб, где будет размещаться муфта, наносится термоусадочная лента. Для закрепления лента нагревается.
Главный элемент при заделки стыков ППУ труб — оцинкованная муфта. Она фиксируется хомутами сразу после монтажа. На горизонтальный стык также накладывается лента.
Это обеспечивает герметичность шва и препятствует попаданию влаги. Для надежности ОЦ муфта прикручивается саморезами к краям оболочки с шагом в 8-10 см.
После закрепления в муфте проделывается отверстие для заливки пенополиуретана.
Работы необходимо проводить при температуре не ниже -10°C. Перед заполнением компоненты пенопакета необходимо перемешать. Время смешивания составляет примерно полминуты.
При этом температура содержимого пакета должна быть не ниже 20⁰C. Чтобы при заполнении полости муфты пенополиуретаном выпустить воздух, проделывается другое отверстие, куда вставляется пробка для стравливания воздуха.
После заливки смеси отверстия герметично закрываются коническими пробками.
Заделка стыков труб ППУ в ПЭ оболочке
Первый этап работы аналогичен заделке стыка на трубах в ОЦ кожухе: часть пенополиуретана снимается с краев труб, шов очищается от мусора и окалины. Если на ППУ попала вода, материал срезается до сухого слоя.
После зачистки поверхности и монтажа системы СОДК на ПЭ оболочку, где будут размещаться края муфты, наклеивается лента. Затем закрепляется непосредственно муфта. Поскольку она выполнена из термоусадочного материала, ее края необходимо разогреть.
Для этого подойдет обычная газовая горелка.
Чтобы стыки муфты были надежно защищены от попадания влаги, на них также наклеивается лента. Следующий этап — заливка пенопакета в полость через просверленные в муфте отверстия.
Аналогично с изоляцией стыков ППУ труб в оцинкованном кожухе содержимое смешивается и равномерно заливается внутрь.
В завершении выполняется стравливание воздуха с помощью специальных пробок, а просверленные отверстия герметично завариваются при помощи конических пробок.
Заделка стыков ППУ труб — довольно простая процедура и по силам любой монтажной бригаде.
Из дополнительных инструментов необходимо иметь лишь газовую горелку, нож и шуруповерт с саморезами (для закрепления ОЦ муфты). Остальные элементы вы найдете в комплекте, который можно заказать у нас.
Используйте проверенные материалы, и тогда надежность заделки стыков не уступит качеству ППУ изоляции труб, выполненной на заводе.
Источник: http://mufta-ppu.ru/article/zadelka-styikov-ppu-trub
Заделка стыков ППУ труб
 Главная → Пресс-центр → Статьи → Заделка стыков ППУ труб
Главная → Пресс-центр → Статьи → Заделка стыков ППУ труб
В современных условиях, когда энергоэффективность в гражданском и промышленном строительстве выходит на одно из первых мест, актуальной задачей при прокладке коммуникаций является надежная теплоизоляция теплопроводов различного назначения.
При этом достаточно часто наземные либо подземные трубопроводы для транспортировки теплоносителя или хладагента выполняются из стальных труб с пенополиуретановым покрытием в стальной или полиэтиленовой оболочке.
Это эффективное решение для сооружения инженерных сетей, которое, тем не менее, имеет определенные нюансы монтажа, такие, как заделка стыков ППУ труб.
Методы заделки стыков ППУ труб
В настоящее время производство работ по механической защите и гидроизоляции неразъемных стыковых соединений трубопроводов ППУ используется широкий ассортимент современных изделий и композиционных материалов с определенным уровнем механических характеристик, физико-химических свойств и геометрических параметров.
Следует выделить три основных способа заделки стыков ППУ труб:
— муфтовый;
— заливочный;
— скорлуповый.
В общем случае целесообразность применения каждого метода определяется следующими факторами:
— стоимость трубопровода;
— требуемая степень эксплуатационной надежности;
— способ прокладки (бесканальный, канальный, подземный, надземный).
Следует отметить, что наибольшее распространение получили муфтовый и заливочный методы заделки стыков ППУ.
Муфтовый метод
Такой способ является наиболее предпочтительным при заделке стыков при обустройстве или ремонте трубопроводов ответственного назначения. Термоусаживаемые муфты считаются надежным решением при заделке стыковых соединений труб, особенно для смонтированных подземным бесканальным способом систем.
Термоусаживаемая муфта производится путём экструзии расплавленного полиэтилена. Его сначала нагревают, а затем растягивают на станках, чтобы при нагревании диаметр муфты сжался до нужных размеров.
Заделка стыков ППУ начинается с подготовки поверхности, которая зачищается, обезжиривается и высушивается горелкой. С торца труб снимается слой теплоизоляции глубиной до 18 мм. Далее происходит центровка муфты относительно оси трубопровода.
На расстоянии около 150 мм от края муфты просверливается отверстие, служащее для проверки на герметичность.
На следующем этапе горелкой прогреваются все поверхности до температуры 40-45°C, на еще теплую поверхность наклеивается лента. Медленными, но ровными движениями муфту задвигается в область стыка, располагаясь в соответствии с рабочим положением. Края муфты усаживаются, осуществляя постоянный подогрев слабым огнем горелки.
После окончания заделки и остывания муфты производится контроль герметичности посредством закачки воздуха с давлением до 0.5 бар в просверленное ранее отверстие. В случае герметичности системы осуществляется окончательная заделка стыка.
Заливочный метод
С точки зрения финансовых и временных затрат на сооружение трубопроводов и надежности полученного результата одним из наиболее рациональных способов заслуженно считается использование заливочных комплектов изоляции стыков. Такой метод уступает муфтовому по долговечности и прочности, но превосходит по надёжности скорлуповый.
Комплект заделки стыков ППУ, использующий термоусаживаемую ленту для наружной изоляции – это наиболее функционально обоснованное и рациональное решение для заделки швов в трубопроводах, которые проложены подземным канальным, бесканальным либо надземным способом.
Источник: http://www.tpk-company.ru/pressroom/stati/zadelka_stykov_ppu_trub/
Изоляция стыков трубопроводов

Изоляция стыков с использованием комплекта стыка муфтового
Качественная заделка стыков трубы в ппу изоляции является необходимым условием надежной и безаварийной службы трубопроводов тепловых сетей с теплоизоляцией пенополиуретаном по требованиям ГОСТ 30732-2006.
Подготовка к работе с муфтой термоусадочной
Муфта термоусадочная устанавливается на трубы подземной бесканальной прокладки в ппу изоляции в поцессе укладки труб, до произведения сварки стальных труб и фасонных изделий между собою. Упаковочная пленка защищает наружную поверхность муфты и поэтому не снимается до начала работ по установке муфты и изоляции стыка.
Маркировка муфты должна соответствовать диаметру оболочки изолируемого трубопровода.
Свободные от теплоизоляции концы труб стальных в месте сварочного стыка должны составлять в сумме: — не более 300 мм для труб диаметром 57-219 мм по стальной трубе (до 315 мм по защитной оболочке); — не более 450 — 500 мм для труб диаметром свыше 273 мм по стальной трубе (от 400 мм по защитной оболочке).
Исходя из данных метрических параметров произведены расчеты нормы компонентов А и Б, которые далее будут залиты в объем между трубой и муфтой.
Увеличение неизолированного участка свареваемых между собою труб может затруднить качественную установку муфты, поскольку термоусаживаемые муфты изготавливаются заводами-производителями стандартной длины по вышеприведенным требованиям ГОСТ 30732-2006.
Условия производства работ
К изоляции стыков приступают только после комплекса испытаний и работ по проверке качества произведенных сварочных работ и технического освидетельствования всех сварных швов.
Для обеспечения качества работы с полимерными материалами работы по изоляции стыков муфты термоусадочной производятся при температуре воздуха не ниже -10 градусов С, при обязательном создании условий, препятствующих попаданию в зону работ осадков и при наличии технологических приямков не менее 1,4 м (0,7м в каждую сторону от стыка) и глубиной 400 мм для обеспечения условий для работы с термоусадкой муфты и замков.
При монтаже труб ппу теплотрассы, оборудованной системой оперативного дистанционного контроля состояния изоляции(содк), непосредственно перед выполнением работ по изоляции стыка необходимо соединить сигнальные проводники и провести соответствующие измерения состояния качества тепловой изоляции и системы проводов (сопротивлениеизоляции, целостность медных проводников). Работы по монтажу сигнальных проводников на стыках производятся с помощью комплекта «МРК-05».
Монтаж муфты термоусадочной
Необходимо очистить зону изоляции стыка от грязи, пыли и влаги. Полиэтиленовая оболочка зачищается на расстояние достаточное для перемещения муфты по чистой поверхности, но не менее длины применяемой муфты. Стальную трубу очищают кордщеткой до металлического блеска.
На торцах теплоизолированных труб ппу удаляется слой пенополиуретанового пенопласта на глубину 15-20 мм. При намокании ппу теплоизоляции на торцах труб необходимо удалить весь увлажненный пенополиуретан.
Полиэтиленовую оболочку с обеих сторон стыка необходимо зачистить наждачной бумагой для лучших условий для склеивания оболочки с адгезивной лентой, после чего обезжирить поверхность растворителем на расстояние 150-200 мм.
Используя рулетку, отцентровать положение муфты относительно оси стыка, нанести маркером риски, соответствующие предполагаемым торцам муфты. При этом ранее подготовленные поверхности оболочек должны на 20-50 мм с обеих сторон выходить за габариты муфты. Запрещается использовать для разметки мел.
Прогреть подготовленные поверхности оболочек с обеих сторон от стыка мягким пламенем пропановой горелки до температуры 120 градусов С. На теплую поверхность оболочек по периметру наклеить адгезивную ленту, армирующим слоем наружу, нахлест на риски 5-10 мм, нахлест адгезива в месте соединения муфты и оболочки 10-30 мм.
Далее следует распаковать муфту таким образом, чтобы наружная поверхность упаковочной пленки находилась на полиэтиленовой оболочке трубы, но вне зоны ранее подготовленных поверхностей оболочек, а перемещение муфты происходило по чистой внутренней поверхности упаковки.
После остывания адгезива, надвинуть муфту на стык, расположив ее в соответствии с нанесенными ранее рисками. Внутренняя поверхность муфты должна быть сухой и чистой. При несоблюдении этого условия места усадки муфты 150 мм с обоих торцов муфты необходимо обезжирить, зачистить наждачной бумагой и еще раз обезжирить. Попадание на поверхность адгезивной ленты пыли, влаги, грязи не допускается.
Муфты диаметром более 400 мм необходимо отцентровывать при помощи клиньев добиваясь равного расстояния между оболочкой и муфтой по верхнему и нижнему срезу.
На расстоянии 150 мм от торцов муфты сверху просверлить два отверстия D = 25 мм. Для муфт диаметром менее 315 мм возможно сверлить одно отверстие по центру.
Наревать с целью усадки края муфты. Для того чтобы не повредить муфту, прогревать следует мягким (желтым) пламенем пропановой горелки, круговыми непрерывными движениями равномерно по окружности муфты.
Нагрев проводить до тех пор, пока поверхность края муфты не станет мягкой на ощупь (проверку твердости поверхности края муфты проводить в перчатках).
После того как, нагреваемый край муфты размягчился, необходимо приостановить прогрев и перейти к усадке другого края муфты (не допускать усадку пятнами и перегрев муфты и оболочки). Таким образом, переходя с одного края муфты на другой, постепенно, добиться полной усадки.
При усадке муфт диаметром более 400 мм клинья удаляются после уменьшения зазора между муфтой и полиэтиленовой оболочкой до 5-7 мм в нижней ее части. После удаления клиньев прогрев муфты продолжается.
По завершении усадки края муфты принимают форму оболочки, плотно прилегая к ней и и из-под краев муфты выступит незначительная порция адгезива по всей окружности усадки муфты.
При усадке муфты с толщиной стенки более 7 мм, необходим дополнительный прогрев мест усадки в течение 15 минут (поддержание температуры 120 градусов С). При этом контролируется плотное прилегание поверхностей, без смятия и задиров краев муфты.
После остывания муфты до 60 градусов С провести повторный ее прогрев. После усадки муфта имеет бочкообразную форму. Для муфт диаметром 400 мм и более после усадки края муфты стягиваются бандажными ремнями шириной не менее 50 мм, при этом температура муфты должна быть не менее 110 градусов С. Ремни снимаются после остывания муфты и полиэтиленовой оболочки до 40 градусов С.
После снятия ремней на края муфты накладывается термоусаживающаяся лента шириной 200 мм и производится ее прогрев и усадка для дополнительной защиты полимерного сцепления между оболочкой и муфтой (замки).
Контроль герметичности производится опрессовкой, после остывания муфты до температуры 40 градусов С. В просверленные отверстия вставляются специальное устройство для опрессовки, через него в муфту накачивается воздух под давлением 0,3 бар. Муфта выдерживается под испытательным давлением в течение 5 минут.
В случае падения давления при помощи опрыскивателя мыльный раствор наносится по периметрам стыков муфта-оболочка. Дефектные места определяются по пузырькам мыльного раствора. При их обнаружении дефектные места повторно прогреть мягким пламенем пропановой горелки и повторить испытания. При удовлетворительном результате испытания из отверстий извлекают устройство для опрессовки.
Изоляция стыка компонентами пенополиуретана (ппу)
В чистую емкость отдозировать необходимое по объему заливаемого стыка количество компонентов А и В пенополиуретана (в пропорциях согласно технологическим инструкциям фирм-поставщиков). Перемешать компоненты дрелью со специальной насадкой-мешалкой. Для удобства можно использовать уже дозированные заводами-производителями пенопакеты с ппу композицией.
Через отверстия в стык заливается смесь компонентов ппу. После этого отверстия закрываются дренажными пробками, которые позволяют полимеризующейся массе ппу выдавливать из объема муфты воздух. В процессе вспенивания системы компонентов незначительное количество пены вытечет через дренажные отверстия пробок, это будет свидетельствовать о полном заполнении объема стыка.
После затвердения пены ппу необходимо удалить дренажные пробки, очистить поверхность муфты, примыкающую к заливочным отверстиям вытекшие излишки пены и обработать отверстия конической фрезой или другим режущим инструментом.
Внимание!
Компонент В пенополиуретана относится ко II классу опасности, обладает общетоксичным действием, вызывает раздражение верхних дыхательных путей. При работе исключить попадание компонентов на открытые участки тела. При заливке находится вне зоны возможного выплеска пены.
При работе в помещениях нужно обеспечить принудительную вентиляцию в зоне ведения работ. Далее необходимо заварить зачищенные отверстия полиэтиленовыми пробками.
Для этого нагреть инструмент для заварки пробок (либо электрический аппарат либо специальное металлическое приспособление) до температуры не более 240 градусов С (при этом полиэтилен не должен дымиться).
Вставить полиэтиленовую пробку во внутренний конус инструмента, наружный конус вставить в заливочное отверстие и, нажимая на пробку вдавливать инструмент в отверстие муфты. Когда пробка углубится на 2 мм в конус необходимо вынуть инструмент и вдавить в отверстие муфты оплавленную пробку. Удерживать пробку под давлением в течение 20 сек. до затвердения приплавленного полиэтилена.Изоляция стыка на этом завершена.
Меры безопасности при проведении теплоизоляционных работ
К выполнению работ по теплогидроизоляции стыков допускаются лица, изучившие настоящую инструкцию и сдавшие экзамен, прошедшие обучение, инструктаж и проверку знаний по безопасным методам работы, инструктаж по противопожарной безопасности, имеющие допуск к обслуживанию газовых баллонов, при работе электроинструментом имеющие группу по электробезопасности не ниже 2.
Все работы по монтажу должны проводиться в соответствии с требованиями безопасности согласно СНиП 12-03-99 «Безопасность труда в строительстве», «Правилами пожарной безопасности», «Правилами безопасности в газовом хозяйстве».
Рабочее место до проведения монтажных работ должно быть очищено от горючих материалов. Для защиты конструкций из горючих материалов должны использоваться защитные экраны.
Место производства работ должно быть обеспечено средствами пожаротушения.
Инструмент и приспособления, применяемые для выполнения работ должны быть исправны, осматриваться не реже 1 раза в 10 дней и непосредственно перед применением.
Запрещается использовать неисправный инструмент не соответствующий требованиям безопасности.
Все работы по заливке пенополиуретана производятся в спецодежде с применением индивидуальных средств защиты, включая резиновые перчатки, противогаз марки БКФ или респиратор РУ-60.
При отравлении парами изоционата или продуктами его горения, необходимо удалить пострадавшего из опасной зоны и отправить в медпункт для оказания квалифицированной медицинской помощи.
Иметь вблизи рабочего места средства для дегазации применяемых химических веществ (5-10%-ный раствор аммиака, 5%-ный раствор соляной кислоты), а также аптечку с необходимыми медикаментами, в которой дополнительно должны быть 1,3%-ный раствор поваренной соли, 5%-ный раствор борной кислоты, этиловый спирт, 2%-ный раствор питьевой соды.
В случае разлива полиизоцианата необходимо немедленно засыпать его сухим песком или опилками, нейтрализовать 5-10%-ным раствором аммиака (выдержать не менее 2 часов), затем собрать и закопать в землю. Сжигание опилок с полиизоцианатом запрещается.
При попадании полиизоцианата (компонент В) на кожу пораженное место необходимо протереть тампоном, смоченным в этиловом спирте, и тщательно промыть водой. При поражении больших участков кожного покрова необходимо принять теплый душ с мылом и обратиться в медпункт. При попадании полиола (компонент А) на кожу пораженное место необходимо тщательно промыть теплой водой с мылом.
При попадании брызг полиизоцианата (компонент В) в глаза необходимо промыть их 1,3%-ным раствором поваренной соли, затем чистой водой и обратиться в медпункт.
При попадании полиола (компонент А) в глаза необходимо промыть их 1,3%-ным раствором поваренной соли затем большим количеством чистой воды.
При попадании полиизоцианата (компонент В) в рот необходимо тщательно прополоскать рот водой и обратиться в медпункт.
При загрязнении одежды полиизоцианатом (компонент В) необходимо снять ее, удалить из помещения и подвергнуть загрязненные части дегазации и стирке. Дегазация производится 5-10%-ным раствором аммиака (выдерживают в течение суток) с последующей стиркой в мыльной воде и полосканием в чистой воде.
При загрязнении одежды полиолом (компонент А) необходимо снять ее и выстирать моющими средствами. Отходы производства пенополиуретана следует уничтожать путем зарывания их в землю на свалке на глубину 2м. Крупные куски пенопласта желательно предварительно измельчить.
Количество компонентов А и Б на стык
| Диамет трубы мм | Диаметр трубы-оболочки мм | Расход А кг | Расход Б кг |
| 25 | 110 | 0,075 | 0,116 |
| 32 | 110 | 0,072 | 0,111 |
| 40 | 125 | 0,095 | 0,146 |
| 57 | 125 | 0,083 | 0,127 |
| 76 | 140 | 0,09 | 0,139 |
| 89 | 160 | 0,117 | 0,181 |
| 108 | 180 | 0,138 | 0,213 |
| 133 | 225 | 0,221 | 0,341 |
| 159 | 250 | 0,248 | 0,381 |
| 219 | 315 | 0,335 | 0,516 |
| 273 | 400 | 0,747 | 1,151 |
| 325 | 450 | 0,835 | 1,287 |
| 426 | 560 | 1,115 | 1,717 |
| 530 | 710 | 1,901 | 2,927 |
| 630 | 800 | 2,015 | 3,103 |
| 720 | 900 | 2,393 | 3,686 |
| 820 | 1000 | 2,556 | 3,936 |
| 920 | 1100 | 2,927 | 4,507 |
| 1020 | 1200 | 3,037 | 4,677 |
Источник: http://perlit-ppu.ru/izolyatsiya-stykov-truboprovodov/
Изоляция стыков труб в ППУ-изоляции
ООО «ЭнергоСтройТехСервис» выполнит ремонт и изоляцию стыков труб в ППУ-изоляции. В настоящее время данный тип прокладки тепловых магистралей является одним из самых совершенных по технико-эксплуатационным показателям. Использование труб в ППУ-изоляции для прокладки теплотрасс обеспечивает:
- продление срока эксплуатации магистрали до 30 лет;
- снижение теплопотерь до 40 %;
- экологичность (в составе таких материалов не содержится токсинов);
- возможность дистанционно контролировать уровень увлажнения элементов теплотрассы;
- стойкость изделий к повышенной температуре, влажности;
- уменьшение ремонтных затрат (примерно в 3 раза).
Трубы для теплотрасс выпускаются заводами уже в ППУ-изоляции, что ускоряет и облегчает их монтаж. Они укладываются в траншею, глубина которой рассчитывается с учетом уровня промерзания и типа почвы, и соединяются посредством сварки.
Зачем нужно изолировать стыки?
Снижение уровня теплопотерь является одним из базовых преимуществ труб в пенополиуретановой изоляции. Но чтобы такая система продемонстрировала все свои возможности в этом плане, необходимо предотвратить потерю тепла через соединительные стыки.
Для этого они изолируются по специализированной технологии, которая применяется в РФ, Нидерландах, Японии, Польше. Специалисты Института Уральского завода трубной изоляции подсчитали, что затраты на выполнение таких работ окупаются всего за 2 года. Это возможно за счет экономии тепловой энергии, снижения коммунальных расходов.
Изоляционные работы выполняются как при ремонте теплотрасс в ППУ-изоляции, так и при прокладке новых магистралей.
Предварительные работы
Перед началом выполнения изоляции стыков труб необходимо проверить несколько важных моментов:
- надежность сварных швов. Трубы на теплотрассе испытывают пневматическим либо гидравлическим способом. Надежность и прочность швов на стыках должны отвечать требованиям НиТУХП-62 и СНиП III-Г.9-62;
- погодные условия. Согласно технологии, температура окружающего воздуха должна составлять не менее +15° C. Выполнять изоляционные работы на теплотрассе при наличии осадков (снега, дождя) строго запрещено;
- наличие необходимых инструментов. Какие приспособления понадобятся, детально расписывается ниже.
Важно: до начала изоляционных работ на теплотрассе муфты оставляют в заводских упаковочных пленках.
Какие инструменты понадобятся
Для выполнения изоляции стыков на трубах в пенополиуретане потребуются следующие инструменты и приспособления:
- газовая горелка. Обычно используются модели на пропане. При термоусадке труб диаметром более 270 мм желательно использовать 2 горелки одновременно;
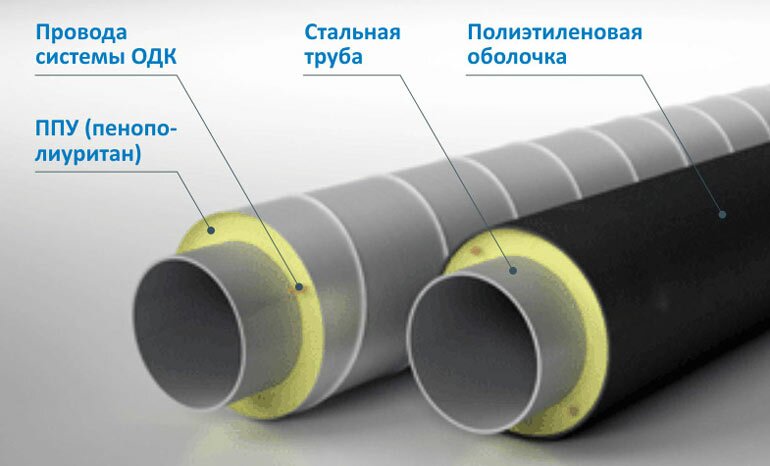
- трубная арматура. Понадобятся адгезивная или мастичная лента, муфты, вварные пробки и другие комплектующие (см. рис.);
- сверло. Применяются инструменты диаметром 2,5 см;
- измерительные и разметочные приспособления. Это маркер и рулетка;
- устройство для опрессовки. Используются модели, предназначенные для работы с подобными трубами;
- дополнительные элементы. Это тент (на случай выпадения осадков), мыло, вода, щетка по металлу.
Как заделываются стыки труб в ППУ-изоляции
Подготовка поверхности. Изоляция выполняется на чистых сухих стыках. Для этого удаляется ржавчина (при ее наличии) щеткой, поверхность труб промывается водой и высушивается горелкой.
Зачистка стыков. С торцов удаляется теплоизоляционный слой ППУ на глубину 17 ±1 мм.
Обезжиривание полиэтиленовой оболочки. Для этого рекомендуется использовать бензин или растворитель (за исключением уайт-спирита). При необходимости допускается зачистка ПЭ-оболочки с использованием наждачной бумаги, затем – обезжиривание.
Отцентровка муфты. Данная операция выполняется по отношению к оси стыка. Необходимое положение муфты отмечается маркером, использовать мел запрещено.
Распаковка муфты. Важный нюанс: эту процедуру следует выполнять так, чтобы внешняя поверхность пленки, используемой для упаковки, оказалась на полиэтиленовой оболочке трубы, однако за пределами подготовленной поверхности. Сама муфта тоже должна быть сухой и чистой.
Сверление отверстия. Оно должно располагаться на удалении порядка 15 см от края муфты. Отверстие диаметром 25 мм необходимо для проверки изоляции теплотрассы на герметичность.
Прогрев. С помощью горелки подогреваются все поверхности изолируемого участка (но без раскаливания). Оптимальная температура – 40–45 °C.
Наклейка ленты. Она осуществляется по всему периметру шва трубы на разогретую поверхность. От меток, нанесенных на этапе разметки, делают отступ порядка 1,5–2 см. На участках соединения допускается нахлест мастичной ленты. И только после наклеивания с ленты снимают защитную бумагу.
Установка муфты. Задвижка данного элемента в область соединения трубы осуществляется медленным движением. Муфта располагается согласно нанесенной ранее разметке.
Усадка края муфты. Данную операцию следует выполнять с максимальной осторожностью, чтобы избежать повреждений. Для усадки муфту прогревают слабым огнем горелки по всей поверхности. Совершают круговые движения, не допуская задержки пламени в одной точке дольше, чем 2–3 с.
Проверка герметичности. Она проводится после того, как муфта остынет до 40° С. В просверленное отверстие закачивают воздух под давлением 0,4 ±0,1 бар, покрывают мыльным раствором. Если на протяжении 5 минут на поверхности не будет пузырьков под мыльным раствором, ремонт выполнен качественно.
Заливка пенополиуретаном. Компоненты смеси в необходимых дозах помещаются в чистую емкость, перемешиваются.
Полученное вещество заливается в стык трубы, после чего дренажными пробками закупоривается отверстие.
О том, что необходимая область полностью заполнилась пенополиуретаном, свидетельствует выход небольшого объема пены через дренажные отверстия, имеющиеся в пробке. В конце проверяется целостность функционирования ОДК.
Частые ошибки при заделке стыков труб в ППУ-оболочке
Очевидно, что надежность изоляции серьезно зависит от качества ее выполнения. Его можно оценить визуально по следующим параметрам:
- плотность прилегания. Все поверхности на изолированном стыке должны хорошо прилегать одна к другой, без каких-либо провисаний или люфтов;
- блеск оболочек и муфты. Его наличие свидетельствует о перегреве поверхности;
- наличие дефектов. В местах заделки швов на теплотрассе не допускаются какие-либо пятна, задиры, смятые участки и прочие механические дефекты.
Специалисты «ЭнергоСтройТехСервис» имеют большой опыт выполнения работ на теплотрассах различной сложности, профильную квалификацию и все необходимые инструменты, поэтому заделают швы на первоклассном уровне.
Чтобы заказать изоляцию стыков труб в ППУ-изоляции или ремонтные работы на такой магистрали, обратитесь к нам по телефону, оставьте свой номер в поле «Обратный звонок», воспользуйтесь онлайн-формой или электронной почтой.
Источник: http://ESTS.msk.ru/remont-teplotrassy-ppu