

- Как варить трубы электросваркой правильно – пошаговое руководство
- Cодержание статьи
- Подбор электродов
- Разновидности сварных швов и соединений труб
- Предварительные работы с деталями
- Процесс сварки
- Тонкости электросварки
- Собираем соединения
- Работа с поворотными и неповоротными стыками
- Проверка надежности соединений
- Правила техники безопасности при работе со сварочным аппаратом
- как правильно сваривать трубы электросваркой
- Выбор электродов
- Виды сварочных соединений
- Подготовка деталей
- Сваривание труб
- Особенности процесса
- Сборка стыков
- Сваривание поворотных и неповоротных стыков
- Электросварка электродами для начинающих: как правильно варить
- Необходимые инструменты
- Технология работ
- Как научиться варить
- Процесс электросварки
- Некоторые нюансы
- Как правильно выбрать ток
- Сварка трубопровода
- Ошибки начинающих сварщиков
- Как варить трубы электросваркой: пошаговая инструкция
- Описание работ
- Виды сварочных швов
- Проведение работ
- Видео: как приварить отвод к трубе
- Как правильно варить электросваркой
- Азы электросварки
- Виды электросварки
- Технология сварочных работ
- Как научиться варить сваркой
- Как подключать электрод
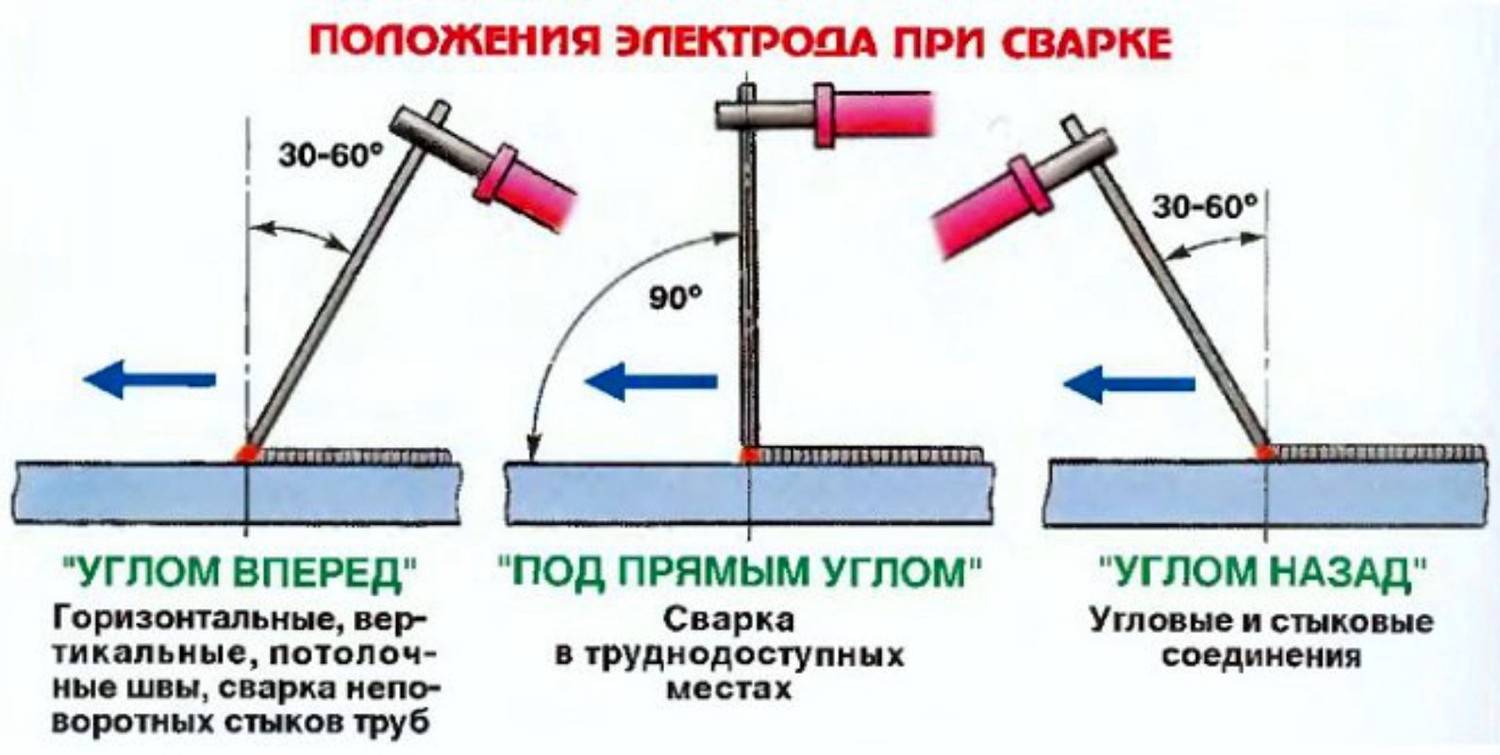
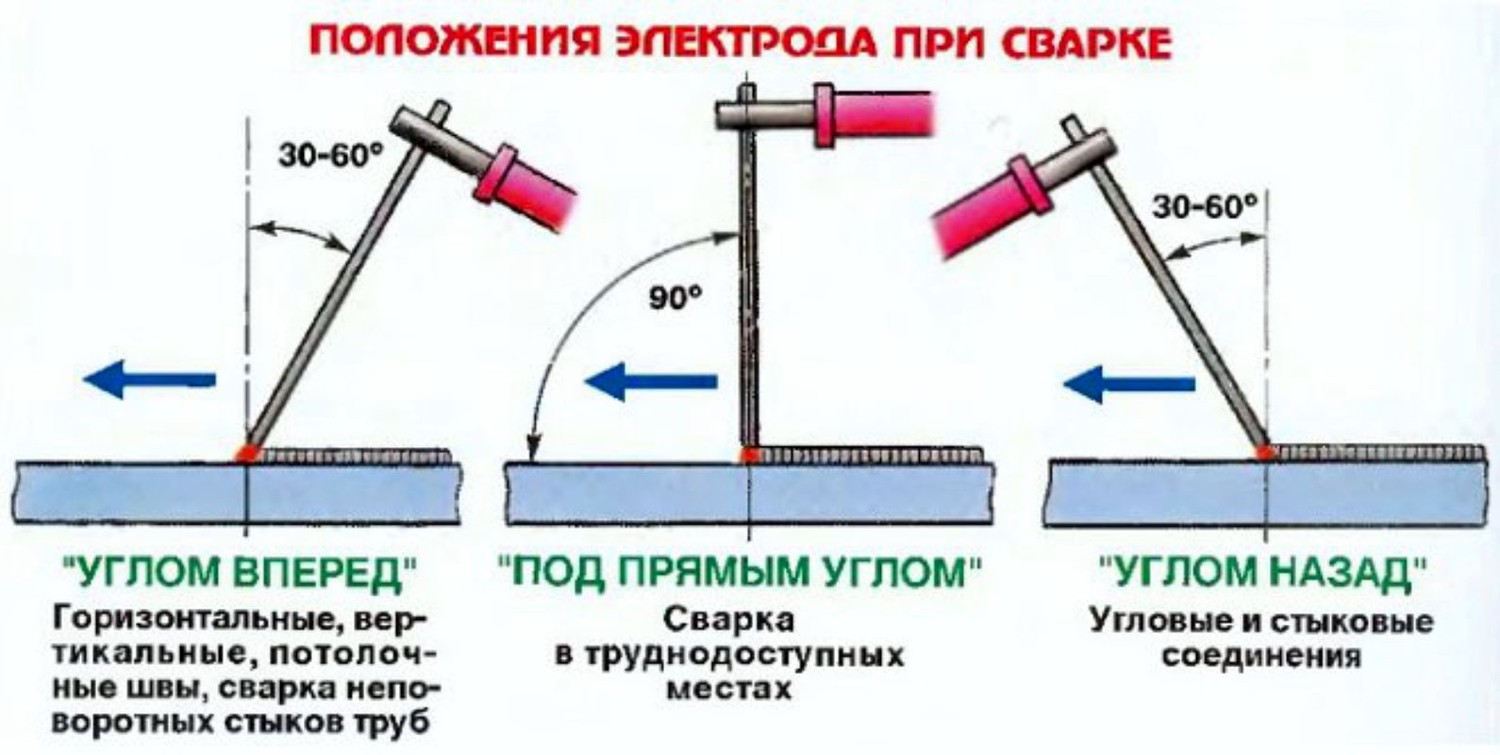
- Наклон электрода
- Движения электрода
- Как правильно сваривать металл
- Как выбрать ток для сварки
Как варить трубы электросваркой правильно – пошаговое руководство

Cодержание статьи
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
Классификация электродов предполагает разделение по типу сердцевины и разновидности внешнего покрытия.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA). Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B). Такие изделия можно назвать универсальными, ведь они подходят для сваривания толстостенных труб, деталей, эксплуатация которых будет производиться при отрицательных температурах. При этом образуется пластичный качественный шов, который не трескается и не деформируется со временем.
Прежде чем приступать к работе, рекомендуем вам проконсультироваться со своими знакомыми сварщиками на предмет разновидности электродов, которыми они предпочитают пользоваться. В каждом конкретном случае это будут разные марки, ведь в продаже может быть доступно большое множество марок, причем отличное от города к городу.
Что нужно отметить отдельно, так это наличие прямой связи между ценой и качеством электродов. Не раз был проверен на практике тот факт, что дешевые расходные материалы не позволяют выполнить правильную сварку труб с необходимым уровнем качества. Поэтому не стоит экономить на этой статье расходов, ведь в результате они могут возрасти намного больше.
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – это значит что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.
При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.
Обращаем ваше внимание, что при работе со стальными трубами соединение должно быть встык, с обязательным провариванием места стыковки по толщине стенки изделия. Оптимальным в данном случае будет использование нижнего поворотного шва.
Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
Отдельно стоит остановиться на профилированных изделиях. Сваривание таких труб надо проводить точечно. Это значит, что сначала прихватывают две точки с противоположных сторон профиля, потом переходят на две другие точки, и так до тех пор, пока вся труба не прогреется. После этого приступают к выполнению сплошного сварного шва по периметру трубы.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу.
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.
Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Последнее, о чем нужно позаботиться – правильная конфигурация торца. Угол раскрытия кромки должен составлять 65º, а показатель притупления – 2 мм. Дополнительная обработка позволит добиться требуемых параметров.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.
Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.
Стоит отметить, что каждый последующий слой сварки можно наносить только после полного остывания предыдущего. Перед нанесением весь образовавшийся шлак необходимо удалить.
Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.
Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
- Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах. Если это будут только 2 точки, то сделайте их с противоположных сторон окружности.
- В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны.
- Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.
И еще немного полезной информации относительно техники выполнения сварного шва.
Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Выполняя вертикальные швы на трубах сечением 30-80 мм, сваривание производится в два шага – сначала делают шов на ¾ длины, а далее – все остальное.
Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
Работа с поворотными и неповоротными стыками
Техника, как сварить трубы разного диаметра с поворотными и неповоротными стыками требует отдельного упоминания.
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
Однако наиболее сложной будет работа при развороте трубы на 180º.
В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.
Заключительным этапом сварочных работ является контроль качества соединений.
Проверка надежности соединений
Зачастую контроль над качеством сварного шва и герметичностью системы вам придется выполнять самостоятельно путем визуального осмотра.
Для этого сначала шов нужно очистить от шлака и простучать его легким молотком. Далее визуально осматривают сам шов на наличие в нем сколов, порезов или трещин, плохо проваренных кусков или прожогов насквозь, а также прочих дефектов.
Последним этапом будет замер толщины шва. Для этого можно использовать стандартные приборы, а также щупы, шаблоны и прочие приспособления.
Обратите внимание, что газотранспортную или водопроводную систему нужно еще проверить на герметичность. Для этого выполняют пробный пуск жидкости под давлением.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.
Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки.
Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться.
При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
Источник: Перейти
Источник: http://promsnabservisnk.ru/publ/3-1-0-15
как правильно сваривать трубы электросваркой

Электрическая сварка стальных труб (на фото)– распространенный способ соединения инженерных коммуникаций.
В последнее время я увлекся проектированием и строительством различных конструкций (беседок, гаражей, навесов для машин) из профилированных и обычных труб. И, хотя чаще я использую болтовые разъемные соединения, время от времени приходится прибегать к использованию сварочного аппарата.
Поэтому у меня возникла идея рассказать вам о том, как правильно варить трубы электросваркой.
И хотя для создания водопроводных инженерных сетей сейчас чаще всего используется пластик, этот навык, на мой взгляд, пригодится всем домашним мастерам, которые любят что-то делать своими руками.
А уж тем более если вы хотите сконструировать систему отопления дома с твердотопливным котлом, где высокая температура теплоносителя не позволяет использовать полимеры.
Вот такую красоту можно сделать своими руками, если прочитать мои советы и попрактиковаться в работе.
В общем, не буду отвлекать ваше внимание пространными обсуждениями, перейду сразу к сути вопроса.
Выбор электродов
Перед тем как варить трубы отопления электросваркой или использовать сварочный аппарат для возведения каркасных строений, необходимо выбрать электроды. От них, на мой взгляд, во многом будет зависеть, понравится ли вам результат вашей работы или вы постараетесь как можно быстрее продать сварочный аппарат и не вспоминать о нем больше.
Сварочные электроды – основной расходный элемент при выполнении сваривания.
Электрод, если кто не знает, это тонкий стальной стерженек, на который нанесено специальное покрытие. Оно не только защищает металл от коррозии, как думают некоторые, но и принимает непосредственное участие в процессе создания сварочного шва, дополнительно обеспечивая устойчивую дугу.
Существует несколько критериев классификации электродов, но я выделю два наиболее, с моей точки зрения, важных: тип сердцевины и вид покрытия.
Электроды с расплавляемой серединой.
По первому параметру электроды можно разделить на два вида:
- С плавящейся сердцевиной. Для ее изготовления используется сварочная проволока. Толщина бывает разной и зависит от вида предстоящих работ.
- С неплавящейся сердцевиной. Материалом для изготовления таких изделий служит вольфрам, электротехнический уголь или графит.
Электроды с вольфрамовой серединой используются для выполнения специальных сварочных работ.
Теперь по поводу защитного покрытия. Здесь все намного сложнее и все встречавшиеся мне электроды я классифицировал на группы, которые занес в таблицу. Думаю, так пользоваться информацией вам будет удобнее.
Электроды с основным покрытием идеально подходят для ручной сварки водопроводных стальных труб.
Перед тем как варить трубу электросваркой, не поленитесь поспрашивать у знакомых-сварщиков или сантехников, электродами какой марки они предпочитают выполнять сваривание металлических труб. Мне здесь конкретный советь дать трудно, поскольку в каждом городе существуют свои производители электродов для сваривания.
Перед покупкой электродов уточните у специалистов, какую марку и в каком магазине лучше приобретать.
Кроме того, узнайте, где именно они покупают электроды, чтобы избежать подделок и не приобрести некачественную продукцию. Потому что от качества именно этих расходных материалов во многом зависит качество и герметичность будущих швов.
Но сразу хочу предупредить. Мне еще никогда не встречались хорошие и, одновременно, дешевые электроды. Цена на качественны расходники будет достаточно высокой. Но оно того стоит.
Виды сварочных соединений
Соединение труб встык подходит для конструирования водопроводных систем.
С помощью электросварочного аппарата можно соединять металлические трубы несколькими способами:
- встык – детали соединяются друг с другом, располагаясь напротив;
- в тавр – в этом случае изделия располагаются перпендикулярно друг другу, образуя букву Т;
- внахлест – срез одной трубы развальцовывается таким образом, чтобы образовался раструб, надеваемый на срез другой трубы;
- угловая сварка – соединение деталей под определенным углом друг к другу (чаще всего 90 и 45 градусов).
Сварка труб внахслест применяется достаточно редко.
Сами швы тоже могут быть разными:
- горизонтальными – металлические трубы устанавливаются в вертикальном положении;
- вертикальными – для соединения таких труб используется горизонтальный шов;
- потолочными – в этом случае электрод будет находиться снизу детали, то есть над головой сварщика;
- нижними – наоборот, чем потолочный шов.
Сваривать стальные трубы необходимо встык, при этом проваривать соединение по всей толщине стенки трубы. Удобнее всего выполнять соединение с помощью нижнего поворотного шва.
Электрод желательно располагать под углом в 45 градусов к горизонтали.
Могу дать еще несколько советов, чтобы выполненные сварные соединения были достаточно прочными и герметичными:
- Чтобы во внутреннее пространство трубы попадало как можно меньше расплавившегося металла, располагайте электрод под углом не более 45 процентов к горизонтали.
- Для сваривания труб встык и в тавр лучше использовать электроды 2 и 3-мм толщины. Сила тока, необходимая для выполнения соединения, должна находиться в промежутке от 80 до 110 ампер.
- Если вы собираетесь варить внахлест, нужно взять такие же электроды, однако силу тока увеличить до 120 ампер.
- В любом случае сваривание должно выполняться до тех пор, пока высота шва не достигнет примерно 3 мм над плоскостью трубы.
Сварка профилированных труб производится методом точечного нагрева с противоположных сторон.
Еще один момент, касающийся соединения профилированных (квадратных) труб. Их нужно сваривать точечно, выполняя нагрев не на одном участке, а по всему периметру. То есть, прихватить трубу с двух противоположных сторон квадрата, потом в других местах. И только после этого проваривать трубу по всему периметру.
Подготовка деталей
Перед началом работ по свариванию труб, необходимо подготовить кромки к выполнению соединения. Я всегда делаю это в такой последовательности:
Различные конфигурации кромок труб при сваривании деталей друг с другом.
- Проверяю трубы на соответствие тем параметрам, которые указаны в проекте инженерной системы (водопровода).
Инструкция требует соблюдения следующих параметров:
- геометрических размеров;
- сертификата соответствия (особенно для труб, по которым предполагается транспортировать питьевую воду);
- отсутствие дефектов в окружности (трубы должны быть идеально круглыми, а не овальными на срезе);
- отсутствие дефектов в толщине (стенки металлических труб должны быть одинаковыми по всей длине детали);
- соответствие химического состава металла тем требованиям, которые закреплены в ГОСТ России (это выясняется при лабораторном исследовании или из сопроводительных документов).
Зачистка торца трубы с помощью шлифовальной машинки перед свариванием.
- Готовлю трубы к соединению. Для этого лично я рекомендую выполнить следующие:
- проверить, чтобы срез кромки трубы был выполнен строго под углом в 90 градусов;
- зачистить кромку до металлического блеска (ширина зачищенного участка должна составлять до 10 мм от среза);
- обезжирить торец, удалить все следы масла, краски, ржавчины и так далее.
Для правильного соединения необходимо, чтобы угол раскрытия кромок среза трубы составлял около 65 градусов, а величина притупления 2 мм. Если это не так, необходимо выполнить дополнительную механическую обработку торца.
Для этого используются специальные фаскосниматели, шлифовальные машинки и торцеватели. Специалисты, конструирующие трубопроводы большого диаметра, используют фрезерные машины или особые способы подготовки (плазменные или газовые резаки).
Инструменты для обработки торцов труб помогут в работе любому начинающему мастеру.
Сваривание труб
Справившись с подготовкой, можно переходить непосредственно к работе. Сразу предупрежу, что для выполнения качественного соединения необходимо иметь немалый навык, который нарабатывается только практикой. Поэтому рекомендую перед началом работы потренироваться с отрезками труб, чтобы не испортить всю инженерную систему.
Особенности процесса
Круглые трубы свариваются непрерывным швом. То есть, начав работу, желательно вести дугу по всей трубе до тех пор, пока стык полностью не приварится. Для поворотных и неповоротных стыков используется многослойная сварка. Количество слоев шва зависит от толщины стенок трубы:
- при толщине до 6 мм, достаточно два слоя сварного шва;
- трубы толщиной от 6 до 12 мм свариваются тремя сварными швами;
- более толстые детали требуют наложения четырех сварочных швов.
Переходить к провариванию следующего шва можно только после того, как предыдущий полностью остынет. Кроме того, нужно предварительно очистить соединение от шлака.
Перед началом сваривания нужно правильно настроить сварочный аппарат.
Еще несколько моментов, о которых я не могу не упомянуть:
- Род тока (переменный или постоянный) и полярность зависит от толщины стенок изделий, марки материала и покрытия электрода. Более подробно можете узнать из справочного руководства к выбранным вами электродам.
- Сила тока для сварки определяется исходя из толщины электродов. Для расчета я умножаю диаметр на 30 или 40. В результате получается величина сварочного тока в амперах, которую нужно выставить регуляторами сварочного аппарата.
- Скорость сварки можно выбирать произвольно. Однако не передержите дугу на одном месте, иначе может прогореть кромка, придется соединять деталь заново.
Чтобы было проще варить, я лично всегда сначала выполняю так называемую сборку соединений, про которую хочу рассказать ниже.
Сборка стыков
Итак, по поводу сборки стыков. Тут я для себя набросал небольшую инструкцию, которой хочу поделиться с вами, мои читатели. Она мне очень помогает, думаю и вам будет полезной:
- Сначала нужно закрепить трубы в каком-нибудь приспособлении встык и прихватить соединение электродом в двух-трех точках. Если в двух – расположите их на разных краях трубы (противоположных точках круга).
- Можно прихватить и в одном месте, но тогда обваривание шва нужно начинать со стороны, противоположной точке прихвата.
- Если вы работаете с трубами, толщина стенок которых не превышает 3 мм, прихватывать стык можно электродом диаметром не более 2,5 мм.
Сборка стыка помогает выполнить правильное соединение труб друг с другом.
И несколько моментов по поводу выполнения основных швов:
- Трубы со стенками толщиной больше 4 мм провариваются двумя швами: корневым, захватывающим всю толщу металла, и валковым, образующим сверху защитный валик высотой около 3 мм.
- Вертикальные швы при соединении труб диаметром 30-80 мм выполняются в два этапа: сначала проваривается 3/4 шва, а потом все остальное.
- При приваривании нескольких слоев горизонтального шва движение электрода должно выполняться в противоположные стороны.
- Замковые точки (конец шва) каждого последующего слоя должны располагаться в разных местах относительно предыдущего.
Многослойный сварной шов после зачистки от шлака.
Сваривание поворотных и неповоротных стыков
С общими правилами вроде разобрались, теперь хочу вам рассказать о том, как соединяются поворотные и неповоротные стыки.
Вращатель поможет быстро и качественно выполнить поворотное соединение труб.
Тут тоже могу поделиться несколькими правилами, которые, несомненно, будут вам очень полезны:
- Сваривание поворотного стыка может выполняться в специальном устройстве – вращателе. В этом случае позаботьтесь о том, чтобы скорость работы этого прибора соответствовала скорости выполнения вами сварного шва.
- Сварочная ванна (точка непосредственного контакта дуги с металлом) должна быть не в самой верхней точке окружности трубы, а на 30 градусов ниже, если смотреть в противоположную от вращения сторону.
- Если вращателя у вас нет (как и у меня дома, впрочем) нужно поворачивать трубу руками, проваривая каждый раз сектор круга величиной в 60-110 градусов. Тогда шов всегда будет располагаться в самом удобном для работы положении.
Источник: https://pravilnoli.ru/kak-pravilno-svarivat-truby-elektrosvarkoj
Электросварка электродами для начинающих: как правильно варить
Почти каждый человек сталкивался с ситуацией, когда необходимо было заварить какую-нибудь металлическую деталь. Чаще всего это происходит при строительных работах.
Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов.
Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.
Сварка на сегодняшний день — самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Принцип ее работы таков: она разогревает металл в определенной небольшой зоне до температуры плавления. Называется такая сварка электродуговой.
При образовании электрической дуги может использоваться как постоянный, так и переменный ток. При переменном применяются трансформаторы, при постоянном — инверторы.
Проще работа обстоит с инверторами, т. к. они работают от сети 220 В. Отличаются небольшими размерами и весом, порядка 4−8 кг. Почти не издают шума и не влияют на напряжение.
Гораздо труднее обстоит работа с трансформаторами, т. к. ток переменный, он оказывает влияние на скачки напряжения, чему обычно не очень рады соседи и бытовая техника. Аппарат при этом большой и тяжелый.
Таким образом становится очевидно, что для новичков больше подойдет сварочный инвертор.
Необходимые инструменты
Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Не стоит забывать и о защите. Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь. Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
Технология работ
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.
Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще необходимо следить за углом наклона и параметрами тока. После остывания металла на нем остается корка шлака, которая защищает металл от окисления. Шлак затем отбивают при помощи молотка.
Как научиться варить
В первое время проводить сварочные работы необходимо под надзором опытного сварщика, он покажет как научиться варить сваркой, даст совет и поможет в случае проблем. Можно попрактиковаться на куске металла.
Для начинающих сварщиков больше всего подойдет 3 мм электрод. Он стоит немного дороже, но с ним проще работать. Позже, как будет получен опыт, можно будет перейти к другим вариантам. Зафиксировать его можно в специальном держателе, который бывает пружинный и винтовой и крепится к одному из кабелей. После фиксирования электрода можно приступить к соединению кабелей.
На сварочном аппарате имеется два выхода: положительный и отрицательный. Также есть два кабеля, один из них заканчивается держателем, куда вставляется электрод, другой — специальным зажимом.
Процесс электросварки
После приготовления всех деталей и приборов можно приступать к работе. Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.
Зажигается электрическая дуга. Чтобы это сделать, нужно слегка дотронуться электродом до металла, при этом должны брызнуть искры. После первого контакта электрод прикасается к металлу и приподнимается на высоту, равную 5 мм.
Высоты 5 мм нужно придерживаться на протяжении всей операции. По ходу процесса должен выгорать электрод и его нужно будет менять. Также он может периодически прилипать к металлу, в этом случае необходимо слегка качнуть им.
После зажигания дуги можно перейти к наплавлению валика. Делается это легкими колебательными движениями, плавно перемещая электрод. В результате операции должен получиться шов с небольшим наплавлением металла.
Движение электрода может протекать по трем направлениям:
- Поступательное.
- Поперечное.
- Продольное.
Некоторые нюансы
Недостаточно просто водить электродом по металлу. Необходимо знать некоторые нюансы сварки и как правильно сварить определенный металл. Один из них заключается в том, что шов «тянет» деталь, из-за чего их может повести.
И в итоге получится совсем не тот результат, что ожидал мастер. Чаще всего избежать этой проблемы можно, прихватив деталь в нескольких местах, примерно через каждые 10 см.
Делается это с двух сторон, после чего начинается основная работа.
Как правильно выбрать ток
Помимо скрепления металла перед сваркой, нужно знать, какое значение тока выставлять в определенных ситуациях. Все зависит от толщины металла, над которым производится работа и диаметра электрода.
Но иногда может внезапно упасть напряжение, инвертор не сможет сам среагировать на эту ситуацию. В этом случае нужно просто замедлить передвижение электрода, добиваясь прогрева. Еще может помочь повторное проведение электродом по швам. Если и это не помогает, можно поставить электрод меньшего диаметра.
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е.
после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки.
Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Источник: https://tokar.guru/hochu-vse-znat/svarka-elektrodami-kak-pravilno-varit-nachinayuschim.html
Как варить трубы электросваркой: пошаговая инструкция

Применение электросварки является одним из доступных способов соединения металлических труб. Благодаря использованию этого метода можно получить герметичное и прочное соединение элементов в систему, которое способно выполнять свои функции на протяжении длительного времени.
Однако для того чтобы именно так и было, сварочный шов должен быть максимально качественным. Успешность выполнения работ находится в зависимости от целого ряда факторов, в числе которых можно упомянуть и качество самих труб, и правильный выбор электродов и квалификация сварщика.
Описание работ
Приваривание фланца к трубе
Прежде всего, необходимо в общих чертах определить суть предстоящих работ. Электродуговой сваркой принято называть процесс соединения металлических изделий между собой, благодаря локальному нагреванию металлов до температуры плавления. Суть метода заключается в следующем:
- Сварочный аппарат подключается к источнику электропитания.
- После преобразования тока он поступает к электроду.
- При приближении электрода к свариваемому элементу возникает электрическая дуга, температура которой составляет около 7000ºC, что превышает температуру плавления большей части металлов.
- Под воздействием электрической дуги, металл свариваемых частей и металл, входящий в состав электрода, начинают плавиться.
- Образуется так называемая сварочная ванна, в которой расплавленные части материалов смешиваются, а появившийся при расплавлении шлак всплывает.
- По мере остывания места воздействия электрической дуги образуется сварочный шов.
Что касается вариантов осуществления рассмотренного процесса, то можно выделить ручной, полуавтоматический и автоматический способ.
Немалое значение имеет правильный выбор электродов в зависимости от толщины стенок свариваемых элементов и в некоторой степени ширины шва. Здесь нужно сказать, что для того чтобы определиться с этим параметром стоит знать, что для сваривания трубы с толщиной стенок 1,5 мм подойдет электрод Ø 2–3 мм.
Силу тока можно изменять в больших параметрах
А также нелишним будет упомянуть, что в зависимости от выбранного диаметра электрода должна выбираться и сила тока, к нему подаваемая. Так, например, если диаметр составляет 2,5 мм, то необходимо создать ток, силой не менее 80 ампер.
Если же диаметр равен 3 мм, то сила тока должна составлять уже 110 ампер. Если условия нарушить в меньшую сторону, то есть не подать ток достаточной силы, то электрод не будет плавиться, а значит, не произойдет сваривания.
Если же подать ток большей, чем нужно силы, то стержень электрода начнет плавиться быстрее, что повлечёт увеличенный расход материала и создаст определенные неудобства в работе.
Виды сварочных швов
К трубе приварена заплатка
Качество сварочного шва зависит от направления и величины дуги. Слишком длинная дуга вызовет разбрызгивание металла по поверхности трубы, а шов получится пористым.
Такой шов не подойдет для водопровода или отопления, так как через образовавшиеся поры будет протекать вода. Во время сварки существует три направления дуги.
Давайте рассмотрим, как правильно их выбирать:
- Первый метод направлен на поступательное движение электрода по оси. В этой ситуации дуга между трубой и электродом выполняет оптимальные условия для качественного шва. Зажженный электрод должен иметь постоянную длину дуги и двигаться вдоль оси.
- В продольном перемещении электрода на сварочном шве образуется бугорок в виде канатика вокруг трубы. Ширина шва на 3 мм больше диаметра электрода, а толщина прямо пропорциональна скорости перемещения электрода. Но такой узкий вид шва не очень крепкий, поэтому во время сварки электрод надо водить и по горизонтали, добавляя поперечный шов.
- Поперечный шов получается во время движения электродом поперек свариваемого стыка труб, в виде колебательных движений. Ширина шва определяется индивидуально для каждого стыка. Поперечный шов от электросварки может быть в 5 раз больше диаметра используемого электрода.
При стыковке двух краев должны быть кромки. Во время сварки кромка проплавляется, и получается крепкий шов.
Проведение работ
Спецодежда для сварщиков
Перед началом сварочных работ надо надеть спецодежду, подготовить сварочную маску и перчатки. Подготовьте место для сварки. Уберите все легковоспламеняющиеся предметы. Вам потребуется щетка по металлу для зачистки поверхности трубы и молоток, чтобы оббивать шлак. Ну и, естественно, сам сварочный аппарат, и правильно подобранные электроды.
Во время покупки электродов прочтите инструкцию на упаковке. Завод-изготовитель указывает на своем товаре правила работы и назначение данного вида электродов. Диаметр электрода и силу тока подбирают путем расчета.
На каждый 1 мм толщины электрода требуется сила тока, составляющая от 30 до 40 ампер. Что касается инверторных сварочных аппаратов, то в этом случае для 3 мм электрода необходимая сила тока составит 80 А.
Эти параметры подойдут для сваривания металла, а для его резки надо увеличивать силу тока до 100 А.
Схема наложения шва электросваркой
Начинать работу надо с закрепления обеих труб, чтобы избежать смещения шва. Вставленным в держатель электродом зажгите дугу и попробуйте проварить короткий участок.
Электрод должен иметь угол наклона 70º по отношению к свариваемой поверхности и зазор около 2–4 мм.
Сразу необходимо оговориться, что эти показатели носят весьма приблизительный характер и оптимальные значения в конкретном случае подскажет лишь опыт.
Виды сварных швовЧто касается непосредственно процесса наложения шва, то здесь можно добавить, что для соединения труб можно использовать вариант, при котором электрическая дуга равномерно смещается вдоль свариваемого стыка, при этом электрод совершает подковообразные движения.
Каждый следующий «виток» шва, располагается чуть ниже предыдущего. При правильном проведении работ получается прочное и герметичное соединение.
Перед тем как принять решение о проведении работ, необходимо максимально подготовиться.
Здесь не будет лишним ни изучение теоретической стороны вопроса, ни просмотр соответствующих видео, ни личные консультации со специалистами.
Видео: как приварить отвод к трубе
Источник: http://kanalizaciyavdome.ru/kak-varit-truby-elektrosvarkoy/
Как правильно варить электросваркой
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать.
И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется.
О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур.
Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади.
Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор.
Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение.
Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать.
Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом.
Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры.
Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика.
Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак.
Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой.
Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете.
В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну.
У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток.
Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может.
Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту.
Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
Источник: http://stroychik.ru/tools/kak-pravilno-varit-svarkoj







