- Изготовление элементов круглых и прямоугольных железобетонных труб
- Проекты
- Технология производства железобетонных труб
- Производство железобетонных труб – разновидности и технологии изготовления
- Применение труб из железобетона
- Разновидность железобетонных труб
- Технологии изготовления труб из железобетона
- Высокочастотное виброформование и подпрессовка
- Центрифугирование
- Поточно-агрегатный способ
- Вибропрессование
- Оборудование для производства труб
Изготовление элементов круглых и прямоугольных железобетонных труб

Изготовление элементов круглых и прямоугольных железобетонных труб. Способы строительства сборных и монолитных железобетонных труб. Конструкции и методы возведения металлических гофрированных труб
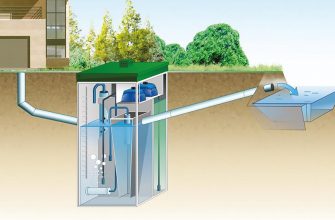
Водопропускные трубы являются искусственными сооружениями, которые предназначаются для пропуска под дорожными насыпями небольших водостоков, действующих постоянно либо периодически. В некоторых ситуациях использование труб происходит в качестве скотопрогона, тоннельного путепровода и т.д.
Классификация труб
Рис 1.Схема водопропускной трубы.
Трубы под насыпями можно классифицировать по следующим признакам:
по характеру протекания воды;
по форме поперечного сечения трубы;
по конструкции входной части трубы;
по материалу труб.
По характеру протекания воды различают трубы напорные, безнапорные и
полунапорные.
в напорных трубах вода заполняет все сечение трубы.
в трубах безнапорных поток на всем протяжении трубы имеет
свободную поверхность.
в полунапорных трубах входное сечение трубы затоплено, а на
остальном протяжении поток имеет свободную поверхность.
По форме поперечного сечения трубы бывают круглые, овальные, трапецеидальные,
прямоугольные, треугольные.
По конструкции входной части различают трубы:
с портальным оголовком;
с раструбным оголовком;
с воротниковым оголовком;
при воротниковом оголовке трубы срезаныв плоскости откоса насыпи, а потому их иногда называют трубами со скошеннымиоголовками;
По материалу трубы бывают железобетонные, металлические, деревянные,
бетонные, каменные и др.
Из различных вариантов конструкций оголовков (рис. 2): портальные; раструбные с коническими звеньями или без них; воротниковые и др., наиболее часто применяют раструбные, как обеспечивающие наилучшие условия пропуска, водотока.
Рис. 2. Оголовки труб:
а — портальный; б — раструбный с коническим звеном на входе; в — воротниковый
По сравнению с портальными, где отсутствуют откосные крылья, в раструбных оголовках практически исключено попадание грунта насыпи в трубу.
Исходя из условий обеспечения надежного опирания на грунт и противодействия сдвигу портальные стенки, откосные крылья и крайние звенья оголовков должны опираться на фундаменты, тип и глубина заложения которых зависят от нагрузки и вида основания: при пучинистых грунтах — на 0,25 м больше расчетной глубины промерзания, при непучинистых грунтах — не менее 1,25 м. В скальных грунтах глубину заложения фундаментов оголовков можно уменьшить, предусматривая конструктивные специальные мероприятия, которые обеспечат устойчивость оголовков и откосов насыпи.
По условиям унификации в типовых проектах труб рекомендуется применять входные и выходные оголовки круглых железобетонных труб одинаковыми, с коническими звеньями.
Строительный подъемтруб при высоте насыпи свыше 12 м следует назначать в соответствии с расчетом ожидаемых осадок от веса грунта насыпи.
При расчете осадок труб допускается использовать методику, применяемую при расчете осадок фундаментов.
Трубы под насыпями высотой 12 м и менее следует укладывать со строительным подъемом (по лотку), равным: 1/80h — при фундаментах на песчаных, галечниковых и гравелистых грунтах основания;
1/50h — при фундаментах на глинистых, суглинистых и супесчаных грунтах основания; 1/40h — при грунтовых подушках из песчано-гравийной или песчано-щебеночной смеси; здесь h — высота насыпи. Отметки лотка входного оголовка (или входного звена) трубы следует назначать так, чтобы они были выше отметок среднего звена трубы как до проявления осадок основания, так и после прекращения этих осадок.
Рис. 3 Схема прямоугольной водопропускной трубы
Изготовление элементов круглых и прямоугольных железобетонных труб
По форме поперечного сечения железобетонные звенья труб подразделяются на круглые (ЗК), круглые с плоским основанием (ЗКП) и прямоугольные (ЗП). Круглые звенья (цилиндрические и конические) предназначены для дорожно-климатических районов с расчет ной температурой воздуха — 40°С и выше, прямоугольные звенья — для любых районов. Основные размеры звеньев должны быть в мм:
внутренний диаметр цилиндрических и меньший диаметр конических звеньев (в свету) — 500, 750, 1000, 1250, 1500, 2000;
ширина отверстия прямоугольных звеньев (в свету) — 1000, 1250, 1500, 2000, 2500, 3000, 4000;
длина звеньев:
круглых труб — 1000, 1500, 2000;
прямоугольных труб — 750, 1000.
Толщина стенок от 80 до 160 мм.
Самые известные технологии производства железобетонных труб – это центрифугирование и вибропрессование.
Центрифугирование– этот процесс распределяет и уплотняет бетонную смесь за счет динамических и центробежных сил. Процесс центрифугирования осуществляется в горизонтальной форме, иногда применяется вертикальная форма. Изготовление трубы начинается с подготовки формы.
Ее очищают, смазывают и собирают. Внутрь формы вставляются каркасы из арматуры и следом надевают днище. Затем готовую форму устанавливают на центрифугу, которая начинает вращение. В это время при помощи ложечного бетоноукладчика или ленточного питателя подают бетонную смесь.
Она ложится ровным слоем на всю поверхность внутреннего слоя. После укладки бетона, форма с изделием устанавливается в вертикальном положении раструбом вниз на пост пропаривания.
После приобретения проектной прочности бетона в 70 %, форму разбирают, извлекают готовую трубу и отправляют на склад.
Вибропрессование– это процесс уплотнения полусухой бетонной смеси в пресс-форме под воздействием вибрации сбоку или снизу при единовременном давлении сверху. Вибропрессование подразумевает использование прессов различной конструкции, назначения и мощности.
Затем форму подают на пост тепловой обработки, где ее накрывают чехлом для задержки тепла. В течение восьми часов схватывается бетон, после чего чехол снимают, обрезаются концы арматуры, и шлифуется раструб.
Эта технология достаточно высокопроизводительна, предусматривает большую степень автоматизации, при этом можно использовать жесткую смесь бетона, что придает высокую прочность и морозостойкость железобетонному изделию.
При недостаточной несущей способности грунтов трубы диаметром 1 м и более укладываю на специальные фундаменты (рис. 4)
Рис. 4. Фундаментные трубы:
а — с лекальным фундаментным блоком; б — с лекальным блоком и фундаментной плитой: в — с монолитным бетонным фундаментом; 1 — лекальный блок; 2 — монолитная или сборная плита; 3 — монолитный бетонный фундамент: 4 — щебеночная (гравийная) подготовка; 5 — обмазочная гидроизоляция
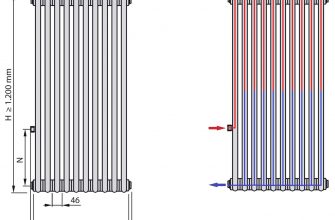
Сборные или монолитные фундаменты выполняют секциями длиной 1,5-3 м, иногда до 5-6 м. Арматурный каркас круглых труб выполняют из двух рядов рабочей арматуры, распределительной арматуры и хомутов. Лекальные блоки армируют конструктивно (рис. 5).
Рис. 5. Армирование круглых труб:
а — армирование звена; б — армирование лекального блока; в — лекальный блок конусного звена; 1 — наружная рабочая арматура; 2 — внутренняя рабочая арматура; 3 — распределительная арматура; 4 — хомуты
На рис. 6 приведена более технологичная в производстве работ, но более трудоемкая в изготовлении, конструкция трубы с плоским основанием.
По сравнению с круглыми звеньями трубы с плоским основанием имеют следующие преимущества: при фиксированном положении трубы выполнение армирования более экономично; достигается высокое качество уплотнения грунта около трубы; отсутствие лекальных блоков; удобство при Производстве гидроизоляционных работ.
Рис. 6. Армирование круглой трубы с плоским основанием:
1 — наружная рабочая арматура; 2-внутренняя рабочая арматура; 3 — распределительная арматура основания; 4 — хомуты; 5 — распределительная арматура тела трубы.
Дата добавления: 2017-10-04; просмотров: 1220;
Источник: https://poznayka.org/s97384t1.html
Проекты

ПОЛИТИКА ООО «ЮНИКОН-ЗСК» В ОБЛАСТИ
ОБРАБОТКИ И ОБЕСПЕЧЕНИЯ
БЕЗОПАСНОСТИ ПЕРСОНАЛЬНЫХ ДАННЫХ
1. ОБЩИЕ ПОЛОЖЕНИЯ
С целью обеспечения выполнения положений Федерального закона от 27.07.2006 года № 152-ФЗ «О персональных данных» ООО «ЮНИКОН-ЗСК» (далее Общество) считает важнейшей задачей обеспечение легитимности обработки и безопасности персональных данных (далее – ПДн) субъектов в бизнес-процессах.
Для решения данной задачи в Обществе введена, функционирует и проходит периодический пересмотр (контроль) система защиты персональных данных.
Обработка персональных данных основана на следующих принципах:
— законности целей и способов обработки персональных данных и их добросовестности;
— соответствия целей обработки персональных данных целям, заранее определенным и заявленным при сборе персональных данных, а также полномочиям Общества;
— соответствия объема и характера обрабатываемых персональных данных, способов обработки персональных данных целям обработки персональных данных;
— достоверности персональных данных, их актуальности и достаточности для целей обработки, недопустимости обработки избыточных по отношению к целям сбора персональных данных;
— легитимности организационных и технических мер по обеспечению безопасности персональных данных;
— непрерывности повышения уровня знаний работников в сфере обеспечения безопасности персональных данных при их обработке;
— стремления к постоянному совершенствованию системы защиты персональных данных.
2. ПРАВОВЫЕ ОСНОВАНИЯ И ЦЕЛИ ОБРАБОТКИ ПЕРСОНАЛЬНЫХ ДАННЫХ
В соответствии с принципами обработки персональных данных, в Обществе определены состав и цели обработки персональных данных:
— рассмотрение резюме (в т.ч. получение дополнительной информации) и подбор кандидатов для трудоустройства на вакантную должность в Общество;
— проверка добросовестности кандидатов для трудоустройства на вакантную должность до приема на работу в Общество;
— заключение, сопровождение, изменение, расторжение трудовых договоров, которые являются основанием для возникновения или прекращения трудовых отношений между работником и Обществом, и исполнение обязательств, предусмотренных распорядительными документами, локальными нормативными актами и трудовыми договорами;
— оформление полисов обязательного, добровольного медицинского страхования для работников и содействие в разрешении спорных ситуаций при наступлении страховых случаев;
— организация пропускного и внутриобъектового режима на территории Общества;
— оформление и представление полномочий на предоставление интересов Общества работникам и иным лицам;
— заключение изменение, расторжение договоров гражданско-правового характера, которые являются основанием для возникновения, изменения или прекращения отношений с Обществом, и исполнение обязательств, предусмотренных гражданско-правовыми договорами;
— проверка добросовестности контрагентов и проверка полномочий лиц, подписывающих договоры гражданско — правового характера;
— взаимодействие с контактными лицами контрагентов в процессе заключения, сопровождения, изменения, расторжения договоров гражданско – правового характера, которые являются основанием для возникновения, изменения или прекращения отношений с Обществом;
— исполнение обязательств, предусмотренных действующим законодательством Российской Федерации.
3. ПРАВИЛА ОБРАБОТКИ ПЕРСОНАЛЬНЫХ ДАННЫХ
В Обществе осуществляется обработка только тех персональных данных, которые представлены в утвержденном Перечне персональных данных.
В Обществе осуществляется обработка следующих категорий субъектов персональных данных:
— кандидаты для трудоустройства на вакантную должность;
— работники;
— близкие родственники кандидатов для трудоустройства на вакантную должность и работников;
— третьи лица (физические и юридические) для оформления и выдачи доверенностей от имени Общества;
— исполнители и иные лица, являющиеся стороной по договорам гражданско-правового характера (физические лица, индивидуальные предприниматели);
— посетители территорий Общества;
— руководители организаций – контрагенты по договорам гражданско- правового характера;
— прочие лица, совершающие действия и осуществляющие иные взаимоотношения с Обществом.
В Обществе не допускается обработка категорий персональных данных, касающихся расовой, национальной принадлежности, политических взглядов, философских, религиозных убеждений, интимной жизни, а также сведения о судимости.
Обработка персональных данных, касающихся состояния здоровья работников Общества, допускается исключительно в случаях, предусмотренных трудовым законодательством, включая законодательство об охране труда, законодательством о социальной защите инвалидов, а также в иных случаях при наличии письменного согласия работников на такую обработку. Обработка данных, касающихся состояния здоровья работников Общества, производится без использования средств автоматизации. Обработка персональных данных, касающихся состояния здоровья остальных категорий субъектов персональных данных, в Общество не осуществляется.
В Обществе осуществляется обработка биометрических персональных данных (сведений, которые характеризуют физиологические и биологические особенности человека, на основании которых можно установить его личность) – фотографий работников Общества в целях организации надлежащего пропускного и внутриобъектового режима, создания и функционирования сайтов, корпоративного портала Общества. Обработка указанных биометрических персональных данных осуществляется исключительно на основании согласий субъектов, полученных в письменной форме.
В Обществе осуществляется трансграничная передача персональных данных (передача персональных данных на территорию иностранного государства органу власти иностранного государства, иностранному физическому лицу или иностранному юридическому лицу).
Общество не размещает персональные данные субъекта в общедоступных источниках без его предварительного согласия.
В Обществе запрещено принятие решений относительно субъектов персональных данных на основании исключительно автоматизированной обработки их персональных данных.
Каждый новый работник Общества, непосредственно осуществляющий обработку персональных данных, знакомится с требованиями законодательства Российской Федерации по обработке и обеспечению безопасности персональных данных, с настоящей Политикой и другими локальными нормативными актами Общества по вопросам обработки и обеспечения безопасности персональных данных и обязуется их соблюдать.
Общество в ходе своей деятельности может предоставлять и (или) поручать обработку персональных данных другому лицу с согласия субъекта персональных данных, если иное не предусмотрено федеральным законом.
При этом обязательным условием предоставления и (или) поручения обработки персональных данных другому лицу является обязанность сторон по соблюдению конфиденциальности и обеспечению безопасности персональных данных при их обработке.
Общество может предоставлять персональные данные субъектов третьим лицам на основании заключаемых с ними договоров или государственным и муниципальным органам в соответствии с требованиями законодательства Российской Федерации.
Передача персональных данных осуществляется с согласия субъекта персональных данных, за исключением случаев, когда для передачи персональных данных имеются иные правовые основания, предусмотренные Федеральным законом от 27.07.
2006 № 152-ФЗ «О персональных данных».
Общество обязуется и требует от иных лиц, получивших доступ к персональным данным, не раскрывать третьим лицам и не распространять персональные данные без согласия субъекта персональных данных, если иное не предусмотрено федеральным законом.
4. РЕАЛИЗОВАННЫЕ ТРЕБОВАНИЯ ПО ОБЕСПЕЧЕНИЮ БЕЗОПАСНОСТИ ПЕРСОНАЛЬНЫХ ДАННЫХ
С целью обеспечения безопасности персональных данных при их обработке в Обществе реализуются требования следующих нормативных документов РФ в области обработки и обеспечения безопасности персональных данных:
— Федеральный закон от 27.07.2006г. № 152-ФЗ «О персональных данных»;
— Постановление Правительства РФ от 01.11.2012 г. № 1119 «Об утверждении требований к защите персональных данных при их обработке в информационных системах персональных данных»;
Источник: https://unicon-engineering.ru/projects/oborudovanie-dlya-proizvodstva-beznapornykh-betonnykh-i-zhelezobetonnykh-trub-na-osnove-truboformovo/
Технология производства железобетонных труб

Производство железобетонных труб началось еще на заре 20 века. С тех пор технологии совершенствовались, менялось в лучшую сторону качество изделий и, соответственно, увеличивался их эксплуатационный срок. Что представляет собой железобетонная труба?
Как уже понятно из названия, это изделие из бетона на арматуре. Такая конструкция обладает повышенными прочностными свойствами. Бетонный материал оберегает металл арматурного каркаса от внешних коррозийных воздействий и, вместе с тем, принимает на себя сжимающие напряжения. Второй компонент – арматура берет на себя растягивающие усилия.
Сам бетон для труб изготавливается из цемента и воды, как и везде. В результате смешивания этих компонентов образуется цементный камень, закрепляющий зерна цемента в цельный монолит.
Данный материал называют инертным. При этом свойства и структура бетона зависят от заполнителя, которым могут выступать крупный щебень горных пород или мелкий кварцевый песок.
Для арматуры же используют пучки проволоки или прутья металла.
Самые известные технологии производства железобетонных труб – это центрифугирование и вибропрессование.
Центрифугирование – этот процесс распределяет и уплотняет бетонную смесь за счет динамических и центробежных сил. Процесс центрифугирования осуществляется в горизонтальной форме, иногда применяется вертикальная форма. Изготовление трубы начинается с подготовки формы.
Ее очищают, смазывают и собирают. Внутрь формы вставляются каркасы из арматуры и следом надевают днище. Затем готовую форму устанавливают на центрифугу, которая начинает вращение. В это время при помощи ложечного бетоноукладчика или ленточного питателя подают бетонную смесь.
Она ложится ровным слоем на всю поверхность внутреннего слоя. После укладки бетона, форма с изделием устанавливается в вертикальном положении раструбом вниз на пост пропаривания.
После приобретения проектной прочности бетона в 70 %, форму разбирают, извлекают готовую трубу и отправляют на склад.
Вибропрессование – это процесс уплотнения полусухой бетонной смеси в пресс-форме под воздействием вибрации сбоку или снизу при единовременном давлении сверху. Вибропрессование подразумевает использование прессов различной конструкции, назначения и мощности.
Затем форму подают на пост тепловой обработки, где ее накрывают чехлом для задержки тепла. В течение восьми часов схватывается бетон, после чего чехол снимают, обрезаются концы арматуры, и шлифуется раструб.
Эта технология достаточно высокопроизводительна, предусматривает большую степень автоматизации, при этом можно использовать жесткую смесь бетона, что придает высокую прочность и морозостойкость железобетонному изделию.
По материалам — http://www.sbtbeton.ru
Автор Михаил Путилов, опубликовано 30.11.2009
Источник: https://www.vd-vd.ru/raznoe/obo_vsem/tehnologiya_proizvodstva_jelezobetonnyh_trub
Производство железобетонных труб – разновидности и технологии изготовления

В современном строительстве железобетонные трубы достаточно широко используются при прокладке водоотводных и канализационных магистралей. Их устанавливают на бытовые и промышленные сети канализации, для транспортировки атмосферных осадков и агрессивной жидкости. Производство железобетонных труб считается прибыльным бизнесом.
Продукция пользуется постоянным устойчивым спросом и имеет огромный рынок сбыта по всей стране. Отдельную нишу занимают компании, выпускающие различное оборудование, отвечающее за изготовление труб, колодезных колец, днищ и крышек. Оно позволяет оснастить завод любого уровня, начиная от мини-цеха и заканчивая масштабным производством.
Применение труб из железобетона
Большие города имеют развитую инфраструктуру подземных канализационных и водоотводных сетей.
Для их устройства используют различный трубный материал:
- из металла (стали или чугуна);
- из керамики;
- из асбестоцемента;
- из пластмассы.
Прокладку придомовых трубопроводов небольшого диаметра (до 250мм) допускается выполнять из пластика, но для магистральных сетей с размером поперечного сечения трубы от 300мм и более выбор останавливают на железобетоне, керамике или бетоне.
Железобетонным трубам не страшны прокачки под большим давлением, использующиеся для избавления от отложений и наносов. Пластик при подобных воздействиях деформируется и теряет герметичность, а железобетонные изделия не меняют ни формы, ни размеров.
В условиях России трубы, изготовленные из железобетона, применяют в следующих основных областях:
- для напорных водоводов;
- для безнапорных сетей промышленной, дождевой, либо бытовой канализации;
- для систем инженерных коммуникаций.
Разновидность железобетонных труб
Одними из основных отличий труб из железобетона является их:
- внешний вид – раструбные и безраструбные;
- назначение – напорные, либо безнапорные;
- сечение – круглое, овальное, овоидальное, с подушкой;
- способ изготовления.
Напорные трубы устанавливают на трубопроводах, где жидкости транспортируются под давлением. В основном, это магистрали большого диаметра, но в черте города используют трубы и средних диаметров. Виброгидропрессованные напорные трубы изготавливают по ГОСТ 12586.0-83, со стальными сердечниками – по ГОСТ 26819-86.
Безнапорные трубы выпускают в 2 модификациях по ГОСТ 6482-88:
Их монтируют на самотечные сети, а для прокладки водоотводов под автодорогами и железнодорожными насыпями используют прочные усиленные трубы из железобетона. Относительно небольшая длина изделий упрощает монтаж трубопроводов и точность стыковки торцов при укладке.
Параметры и основные типы железобетонных труб определяются нормативами ГОСТ 22000-86.
К безнапорным трубам относят:
- Т (ТП) – с круглым отверстием и раструбом (с подошвой);
- ТС (ТСП) – с круглым отверстием, раструбом и ступенчатым стыком (с подошвой);
- ТБ (ТБП) – с круглым отверстием, раструбом и упорным буртиком, препятствующим выдавливанию резинового кольца из раструбной части, (с подошвой);
- ТФП – с круглым отверстием, подошвой, без раструба;
- ТЭ (ТО) – фальцевые с подошвой и отверстием в виде эллипса (с овоидальным, или яйцевидным, отверстием).
К напорным трубам относят:
- ТН – с круглым отверстием и резиновыми кольцами на стыках;
- ТНП (ТНС) – с полимерным (стальным) сердечником.
ГОСТ определяет диаметр условного прохода для железобетонных труб в зависимости от их типа. Размер составляет от 400 до 2400мм. По длине изделия выпускают – от 2500 до 5000мм, а со стальным сердечником – до 10000мм.
Технологии изготовления труб из железобетона
На сегодня производство железобетонных труб происходит с использованием прогрессивных технологий несколькими методами:
- центрифугированием;
- радиальным прессованием;
- виброгидропрессованием;
- поточно-агрегатным способом;
- виброформованием с подпрессовкой и др.
Важно знать, что вибропрессование считается более эффективным, по сравнению со статическим процессом прессования, предусматривающим уплотнение бетонной массы без вибрационной составляющей. В первом случае не потребуется наличия мощных и достаточно тяжелых прессов.
Схематично процесс изготовления железобетонных труб выглядит следующим образом.
- Подготовленная пресс-форма для трубы размещается на рабочей платформе, которая имеет возможность поворачиваться.
- Из бункера по конвейеру подают в форму бетонную смесь.
- Пресс-головка опускается внутрь. При этом платформа с пресс-формой постепенно вращается.
- «Тело» раструба уплотняют вибратором.
- После заполнения объема бетоном до необходимой длины, форму удаляют с рабочей платформы, а на ее место для наполнения ставят оболочку под другое изделие.
В разных странах существуют приоритетные методы производства труб из железобетона. К примеру, в Германии получил широкое распространение высокочастотный способ виброформования. Также, его используют в Дании и Австрии. В Италии и США трубы изготавливают по технологии радиального прессования.
Высокочастотное виброформование и подпрессовка
Положительными составляющими данного способа производства являются:
- высокая прочность изделий;
- короткий технологический цикл;
- однородное уплотнение;
- быстрота процесса;
- моментальная распалубка;
- полная автоматизация.
Для уплотнения бетонной массы здесь применяется вращающийся прессовый механизм, перемещающийся в радиальном направлении. Он одновременно:
- распределяет и прессует бетон;
- производит внутритрубную затирку поверхности.
Изготовление труб методом частотного виброформования относится к высокопроизводительному оборудованию и позволяет выпускать тонкостенные трубы за счет радиально-прессового способа уплотнения.
Центрифугирование
Традиционный метод производства труб из бетона и железобетона, предусматривающий распределение и уплотнение смеси благодаря действию центробежных сил, появляющихся в процессе вращения центрифуги. Для улучшения качества уплотнения дополнительно используют вибрирование или вибропрессование.
Центрифугированные трубы отличаются более низкой себестоимостью, чем металлические аналоги, и имеют продолжительный срок службы. Их армируют в двух направлениях. Продольные стержни предварительно напрягают (для напорных труб) и обвивают их спиральной арматурой из высокопрочной проволоки. Безнапорные трубы армируют сварными каркасами.
Поточно-агрегатный способ
Подобный метод производства железобетонных труб позволяет изготавливать продукцию более высокого качества, чем при центрифугировании.
Поточно-агрегатный метод имеет отличительную сторону по сравнению с другими аналогичными процессами.
Способ организации работы предусматривает возможность функционирования только необходимых в данный момент участков поточной линии и остановкой ненужных постов.
С участка на участок изделия передаются подъемно-транспортными средствами. Для ускорения твердения бетонной массы используют специальные камеры, работающие непрерывно или периодически. Они имеют сравнительно небольшие размеры, что позволяет ускорить загрузку-выгрузку отформованных полуфабрикатов и готовых труб.
Поточно-агрегатный метод отличается гибкостью и маневренностью, он позволяет изготавливать крупные партии железобетонных изделий. Линии работают эффективно, что важно в условиях выпуска большого ассортимента продукции.
Вибропрессование
Данный процесс подразумевает уплотнение в пресс-форме полусухой бетонной смеси. Вибрация производится снизу или сбоку при одновременном верхнем давлении. После наполнения, форму перемещают на участок тепловой обработки и выдерживают под чехлом в течение восьми часов, чтобы максимально добиться задержки тепла. Далее чехол снимают, лишнюю арматуру обрезают, а раструб – шлифуют.
Технология вибропрессования имеет высокую производительность, а оборудование – автоматизацию. Использование жесткой бетонной смеси позволяет получать прочные и морозоустойчивые изделия.
Оборудование для производства труб
Современные предприятия оснащают производственными линиями известных зарубежных компаний Германии, Дании, а также Франции. Они включают в себя:
- вибропрессовальные станки;
- пропарочные камеры;
- пресс-формы;
- участки для формирования каркасов и др.
Производственные линии приобретают и настраивают таким образом, чтобы они смогли обеспечить бесперебойное изготовление качественных железобетонных изделий, доступных по стоимости.
Но не каждый производитель готов перейти на современные технологии изготовления труб, поэтому в некоторых регионах страны строительным компаниям приходится сотрудничать с соседними областями, приобретая там столь необходимую продукцию.
Источник: http://semidelov.ru/mar/proizvodstvo-zhelezobetonnykh-trub-raznovidnosti-i-tekhnologii-iz/