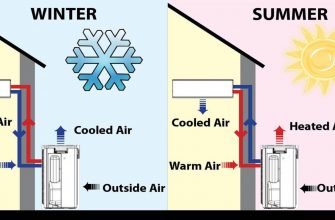
- Особенности сварки профильных труб
- Обобщенно о сварке профильной трубы
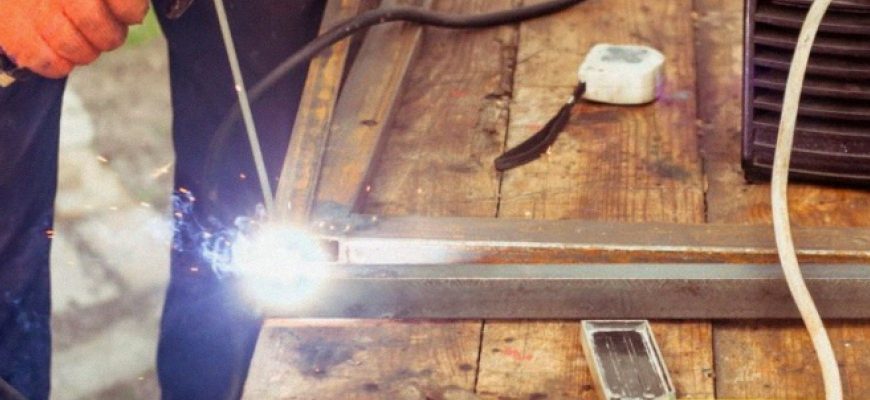
- Варим трубы электродуговым агрегатом
- Сварка трубы газовым оборудованием
- Подведем итоги
- Сварка профильной трубы
- Способы и методы сварки
- Сварка инвертором
- Газовая сварка
- Контактная сварка
- Электродуговая сварка
- Выбор режимов сварки
- Выбор электродов для сварки профильной трубы
- Технология сварки профильной трубы
- Сварка встык
- Сварка тонкой профильной трубы
- Сварка профильной трубы под 90 градусов
- Как не прожечь трубу во время сварки
- Сварка профильной трубы – видео инструкция технологии соединения, необходимые приспособления и какие электроды выбрать
- Особенности процесса
- Технология сварки + видео инструкция
- Как выбрать электроды
- Как выполняют соединения
- Инвертор
- Газовая сварка
- Соединение своими руками труб без сварки
- Краб-системы
- Преимущества использования краб-системы
- Хомуты
- Фитинги
- Как варить профиль без прожога
- Оборудование:
- Сварка металла 2 мм сплошным швом
- Сварка труб со стенкой 1,5 мм с отрывом
- Смотрите видео
Профильные трубы широко применяются при изготовлении легких по весу металлических конструкций, к примеру, каркасов теплиц и парников, опор заборов и ограждений для частных домов и т.п.
Особенностью трубного проката считают квадратное или прямоугольное сечение, поэтому сварка профильной трубы характеризуется определенным особенностями, без учета которых получить действительно качественно сварочное соединение не получится.
Особенности сварки профильных труб
Профильная труба представляет собой особую разновидность металлопроката, изготавливаемую из углеродистой или нержавеющей стали путем литья стальной трубы с круглым сечением и ее последующей формовки.
Сечение материала может меняться в пределах от 10х10 и до 500х400 мм, что позволяет подобрать актуальный вариант с учетом конкретной нагрузки на металлоконструкцию. Толщина стеночек тубы в зависимости от параметров ее сечения меняется в диапазоне 1-22 мм.
Трубный прокат ‒ это особенный вид строительного металлопроката, который актуален для возведения легких металлических конструкций.
 Чертеж профильной трубы.
Чертеж профильной трубы.
Основные достоинства материала:
- низкий вес, что позволяет снизить трудозатраты при монтаже металлической конструкции;
- широкое разнообразие размеров;
- стандартные размеры по типу труб, что облегчает их торцовую стыковку при сварке;
- равномерная толщина стеночек, ровная гладкая поверхность профильного проката снаружи и внутри.
Сваривание специальным оборудованием и электродом является наиболее популярным на отечественном рынке видом термообработки металлопроката.
Сварка профильных труб позволяет создать каркасы поликарбонатных теплиц, опоры заборов бытового назначения, ворота для гаражей и частных коттеджей, коммуникационные системы разного вида и назначения.
Но выполнять сварные операции важно с учетом особенностей этого материала, без знаний о том, как правильно создавать сварные швы на металлопрокате, отменных результатов работы ждать не стоит.
Обобщенно о сварке профильной трубы
Приведем общие сведения, которые должен уяснить мастер при работе с трубным прокатом:
- под воздействием высокой температуры трубы с профильным сечением в большей мере деформируются, чем круглые изделия;
- при расплавлении металла внутреннее пространство трубного проката может заполниться и перекрыться, если же пустотелость изделия крайне необходима, важно контролировать отсутствие капелек металла внутри трубы;
- при торцевом соединении металлопроката с профильным сечением из-за неравномерного нагрева или неправильного формирования валиков может появиться высокое напряжение на углах изделия.
Толщина стеночек металлопроката меняется в довольно широком диапазоне значений, но именно сварка тонкостенных труб требует от мастера наличия определенных знаний и навыков.
 Способы сварки профильных труб.
Способы сварки профильных труб.
Работа с тонким металлом не так проста в сравнении со сваркой инвертором толстостенных труб, так как при работе нужно учитывать ряд важных моментов:
- для создания сварных соединений на металлопрокате требуется ток от 10 до 60 А;
- электроды для сварки тонкостенного профиля должны иметь диаметр 0,5-2 мм, но никак не более;
- шов выполняется в один проход;
- качество соединения во многом определяется скорость сваривания;
- мастер должен успеть осуществить сварку профиля до того момента, пока рабочие кромки не остынут.
При внимательном изучении описанных рекомендаций, сварка ворот своими руками из профильной трубы не составит труда даже для малоопытного мастера. Если же выполнять такую работу без знания специфики металлопроката, конструкции не получатся надежными, прочными и долговечными.
- Не менее важно при работе с профильными трубами не ошибиться с выбором электрода, так как от этого зависят эксплуатационные параметры сварного шва.
- Сварщик должен обратить особое внимание на сечение сварной проволоки: чрезмерно тонкий электрод станет причиной нестабильности горения дуги, а электрод с большим сечением может прожигать тонкостенное изделие.
- Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
- если сечение трубы металлопроката не превышает 2-х мм, актуален электрод с диаметром 1,5 мм;
- профильная труба с сечением 2-3 мм варится электродом с диаметром 2 мм;
- металлопрокат с сечением 4-6 мм требует применения сварной проволоки с диаметром 4 мм.
Важно! Электроды бывают двух видов: плавящиеся и неплавящиеся. Последние используются при сварке металлопроката исключительно в тандеме со специальными присадками из сплавов олова, латуни и других металлов высокой мягкости с примесями фосфатов.
- Сварка фермы или иного рода конструкций из металлического профиля может осуществляться разными способами, но наиболее популярны из них следующие варианты:
- Расскажем об этом более подробно далее.
Варим трубы электродуговым агрегатом
Сварка квадратных труб электродуговым оборудованием своими руками не считается сложной технологией. Выполнить такую сварку просто даже мастеру с минимальным опытом сварных операций, поэтому данный метод соединения металлопроката очень востребован среди сварщиков.
Электродуговой агрегат позволяет без труда сваривать изделия в труднодоступных местах.
Важно! Посредством дуговой сварки можно варить металлические тубы любого сечения и любой толщины стеночек. Но если металлопрокат имеет стенки с толщиной, превышающей 4 мм, сварные операции с ним должны осуществляться при условии выполнения предварительной подготовки сварной кромки с торца изделия.
 Особенности сварки профильных труб.
Особенности сварки профильных труб.
Электродуговая сварка ферм своими руками из профильной трубы требует наличия сварного аппарата и электродов, а также защитной одеждой и специальных фиксаторов для профилей.
Технология может реализоваться разными методами:
- выполнение соединений встык;
- организация сварных швов внахлест;
- тавровые швы;
- соединения, выполненные под удобным углом.
На заметку! При сварке фермы из профильной трубы специалисты рекомендуют располагать швы в нижней позиции, если это допускают условия работы.
Изготовление разного рода металлоконструкций из профильных труб стоит организовывать в условиях специальных помещений. К примеру, сварку раздвижных ворот стоит выполнять в мастерской или просторном гараже, приспособленном под данную работу.
Концы свариваемых труб следует зачистить и обезжирить перед началом работы, чтобы обеспечить кромкам изделий максимальную цепкость.
Если толщина стеночек металлического профиля превышает 4 мм, следует подготовить кромку посредством фаскоснимателя. Это позволит сформировать шов в несколько слоев и сделать стык более долговечным и надежным.
Металлопрокат с меньшей толщиной варят в один шов. При этом детали важно зафиксировать на специальном столе. Трубу с меньшей толщиной стенок нужно сваривать в один шов, также закрепляя детали на специальном столе.
Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку. Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия.
 Схема сборки стыка профильных труб.
Схема сборки стыка профильных труб.
Чрезмерно медленная скорость ведения электрода приводит к прожигу при сварке тонкостенного металла. Электрод двигают елочкой или из стороны в сторону.
Режим дуговой сварки профильных труб полностью зависит от типа и силы тока, диаметра сварной проволоки, а также выбранной полярности. При этом силу тока подбирают в пределах 20-90 А, учитывая сечение сварного электрода.
Если профилированные трубы варят электродом малого сечения, понадобится постоянный ток с обратной полярностью. При выполнении сварного шва на поверхности образуется шлак, который нужно периодически сбивать.
Также следует учитывать, что зачищенный после остывания сварочный шов будет более надежным, если обработать его специальными антикоррозийными средствами.
Проблематика вопроса заключается в том, что разогретый до высокой температуры сварной шов гораздо быстрее покрывается ржавчиной, теряя прочностные характеристики. Обработка антикоррозийным составом не займет много времени, но значительным образом продлит срок службы металлоконструкции из профильной трубы.
Сварка трубы газовым оборудованием
Газовая сварка профильного металлопроката реже применяется мастерами, нежели электродуговая, так как данный способ отличается высокой затратностью, повышенной опасностью из-за применения газа ацетилена, необходимостью специальной подготовки сварщика к выполнению данных операций на практике.
Но если отсутствует возможность подключить сварное оборудование к электричеству, для сварки тонкостенных труб приходится применять газовый агрегат.
 Подготовка и сварка труб по шаблону.
Подготовка и сварка труб по шаблону.
Существуют две технологии применения газосварочного оборудования:
- Мастер должен двигать присадкой по направлению за горелкой слева на право, поэтому такую технологию называют правой.
Достоинства такого метода заключается в хорошем прогревании зоны сваривания и прекрасной видимости рабочей зоны, что позволяет добиться высокой производительности и снизить расход газа. Но применяют правую технологию только для профильных труб с толщиной стенок не менее 5 мм. - Левый способ предусматривает движение горелки справа налево и актуален для тонкостенного металлопрофиля.
При этом проволоку перемещают впереди горелки.
Газовая сварка выполняется поэтапно.
На начальном этапе работы требуется подготовить следующие материалы:
- баллоны с ацетиленом и кислородом;
- редуктор;
- присадку;
- газовую горелку и наконечники для нее;
- шланги, обеспечивающие подачу газа к месту сваривания металла;
- флюс.
Важно! Газосварка не рекомендуется к применению, если объектом сварных работ выступает профильная труба с тоненькими стенками. При таких условиях герметичность сварного шва слишком часто вызывает сомнения, так как чрезмерно высок риск быстрого расплавления металла.
 Использование газовой сварки для соединения профильных труб.
Использование газовой сварки для соединения профильных труб.
На следующем этапе работы нужно обезжирить подготовленные металлические детали и зафиксировать их на специальном столе. Кромку изделия обрабатывают флюсом в виде пасты, чтобы предотвратить образование окиси в процессе сварки.
Специалисты настаивают, что угол скоса кромки непременно должен равняться 30 градусам, чтобы появилась возможность организовать несколько высококачественных рядов сварного шва.
Подача пламени обеспечивается смесью из ацетилена и кислорода. Между свариваемых металлических труб подают присадочный материал перед пламенем горелки. От высокой температуры пламени металл профильной трубы и присадки начнет плавиться, вследствие чего образуется качественный сварной шов.
Горелку при этом нужно двигать справа налево. При сварке трубопроводов встык с толстыми стенками пруток нужно подавать за пламенем горелки, а саму горелку двигают слева направо.
Важно подобрать нужные по размеру электроды для сваривания профильной трубы, чтобы выполнить сварные операции максимально качественно.
На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия.
Подведем итоги
- Чтобы создавать конструкции по типу каркасов парников, ворот для гаражей или частных домов из металлопроката, важно знать, какими электродами стоит варить профильную трубу, выбрать наиболее подходящий условиях работы метод сварки и ознакомиться с нюансами работы с таким материалом.
- Соблюдайте правила работы с металлопрокатом, чтобы получить наилучшую свариваемость металла и максимально долговечные и прочные сварные швы.
Сварка профильной трубы
Так называемая профильная труба получила достаточно широкое распространение в различных областях.
Она используется в строительстве и создании металлоконструкций, прокладке трубопроводов, изготовлении декоративных изделий (в том числе мебели). Во всех сферах применения требуется сварка профильной трубы.
Особенностью этого процесса является различие формы сечения и применяемой стали для их изготовления.

Способы и методы сварки
Все профильные трубы изготавливают из стали, которая применяется для изготовления аналогичных изделий круглого сечения. К ним применимы такие же технологии соединения. Наиболее распространёнными считаются следующие виды сварки:
- электродуговая (плавящимся или неплавящимся электродом);
- газовая.

Два этих метода реализуются с применением различных сварочных аппаратов.
Сварка инвертором
Такой электросварочный аппарат получил своё название благодаря процессу преобразования стандартного переменного напряжения 220 В частотой 50 Гц в напряжение постоянного тока. Сварка профильной трубы инвертором считается наиболее простым и надёжным способом соединения двух заготовок. Основными преимуществами используемого агрегата считаются:
- хорошо отработана методика проведения работ;
- применим для начинающих сварщиков;
- исключает залипание электродов;
- обеспечивает высокое качество дуги;
- удаётся получить хорошее качество шва;
- все элементы сварочного аппарата доступны для применения даже для домашней мастерской;
- широкая область применения для сварки металлических конструкций.

Его применяют для производства каркаса из профильных труб толщиной от 2 мм. Используя этот метод из профильной трубы можно получить основу для теплиц или мебели.Свариваемыми элементами могут быть заготовки любой длины.Инвертор позволяет сваривать заготовки из различных марок металла с применением соответствующих электродов.
В зависимости от толщины стенки, размера профиля трубы выбирают инверторные аппараты, способные обеспечить необходимый режим протекания процесса. Применение инверторных агрегатов используется для прокладки трубопроводов, как внутри, так и снаружи помещения. Благодаря универсальности инверторных аппаратов можно производить сварку под любым необходимым углом.
Одним из оптимальных режимов считается работа под углом 90 градусов. В этом случае необходимо применять инструменты и приспособления, обеспечивающие сохранение вертикальность угла в течение всего периода работы.
Для получения профиля заданной конструкции с применением трубы 2 мм необходимо аккуратно работать электродом, чтобы не допустить повреждения края заготовки и тем более прожога.
Газовая сварка
Для создания необходимой температуры в месте соединения применяется смесь газов. Реализация этого метода осуществляется с применением следующего оборудования:
- редуктора;
- кислородного и ацетиленового баллонов;
- горелки;
- набора соединительных шлангов;
- прутков для обеспечения сплавления двух краёв деталей.
Сущность метода заключается в создании в районе рабочей зоны (края металла с присадкой) необходимой температуры для их плавления. Это производиться при горении смеси кислорода и ацетилена.
Присадка плавится и заполняет рабочую зону, формируя сварной шов. В газовой сварке различают два метода. Они определяются направлением движения горелки. Первый – слева направо. Второй наоборот, справа налево.
Каждый из них имеет свои достоинства и недостатки.
Контактная сварка
Этот тип соединения применяется на крупных предприятиях, когда необходимо обеспечить большое количество изготавливаемых конструкций. Контактный способ предполагает наличие дорогого оборудования.
Сложность процесса производства таких работ требует высококвалифицированных специалистов. Сущность метода заключается в создании высокого давления на электроды без применения присадочных материалов.
Электродуговая сварка
Такой вид сварки использует следующие методы:
- соединение встык;
- соединение внахлёст;
- метод тавровых швов;
- работа под заранее заданным углом.
Она позволяет сваривать профильные трубы различных размеров. Для этого необходимо выполнить определённую последовательность работ.
- Подготовить концы труб. Они должны быть зачищены (удаляется, грязь, ржавчина и старая краска). Непосредственно перед началом работы поверхность обезжиривают.
- Выбрать электроды, соответствующие типу проводимых работ.
- Используя специальное оборудование снять фаску. Будет формироваться более ровный шов.
- Технологический процесс зависит от толщины стенки. Тонкие трубы соединяют одним слоем, чтобы не допустить прожога. Элементы с толстыми стенками варят в несколько слоёв, для увеличения жёсткости соединения. Кроме учёта этих особенностей необходимо выбрать скорость прохода электродом.
- Выбираемый режим зависит от параметров подаваемого тока. Его величина не должна превышать 90А. Полярность напряжения зависит от решаемых задач.
- После проведения сварочных работ необходимо аккуратно удалить образовавшийся на поверхности шва шлак. После этого профессионалы советуют провести антикоррозийную обработку.

При правильном выполнении предъявляемых требований получают надёжный и красивый шов.
Выбор режимов сварки
Качество ожидаемого шва во многом зависит от правильности установки параметров режима. Его выбор предполагает уточнение следующих параметров:
- какие электроды планируется применять для работы (их характеристики и диаметр);
- значения параметров подаваемого тока (в том числе и его тип: постоянный или переменный);
- напряжение сварочной дуги;
- скорость протекания процесса;
- количество проходов, необходимое для заполнения шва.
Во многом качество соединения зависит от того какими будут выбраны эти параметры. В зависимости от марки металла, из которого изготовлена труба и толщины её стенок, выбирают какими электродами производить соединение. При правильном выборе режима сварки шов будет хорошим и надёжным.
Выбор электродов для сварки профильной трубы
От правильного выбора электродов для сварки профильных труб во многом зависит качество проведенных работ и надёжность полученного соединения. Для сварки профильных труб профессионалы рекомендуют следующие электроды:
- АНО-4 (отличаются своей универсальностью, что позволяет применять их в различных агрегатах);
- УОНИ-13/55 (в основном применяются сварщиками профессионалами, обладающими высокими навыками, в том числе профильных труб);
- МР-3С (обеспечивают наивысшее качество шва);
- в отдельных случаях могут применяться электроды ОЗС-12 (они обеспечивают приемлемое качество шва, но обладают слабой устойчивостью к повышенной влажности).

Многообразия форм и материалов у профильных труб требует тщательный подход к выбору, какими электродами варить профильную трубу. При выборе электродов следует пользоваться существующей справочной информацией, рекомендациями опытных сварщиков.
Технология сварки профильной трубы
Наибольшее распространение получили отработанные технологии: электродуговая, газовая и контактная сварка.
Это возможно благодаря тому, что практически каждая заготовка изготовлена из низколегированной или углеродистой стали.
Каждая из этих технологий предполагает применение соответствующего оборудования и способов соединения и позволяет получить надёжный шов и создать новый профильный элемент конструкции.
Сварка встык
Для увеличения длины конструкции, делается сварка профильной трубы встык. Основной проблемой такой операции является соблюдения точной стыковки торцов обеих заготовок.
С этой целью изготавливают специальные прихватки, которые крепятся по всем углам. После фиксации производят наложение шва по периметру стыка.
Для изделий с толстыми стенками такую обварку проводят дважды, что обеспечивает надёжность шва.

Сварка тонкой профильной трубы
Особой аккуратности и хороших навыков требует работа по соединению тонкостенных труб. Эта операция достаточно трудоёмкая и сложная. Успешно решить эту задачу можно используя тонкий электрод.
Его диаметр варьируется от 1,5 до 2 мм. Наиболее приемлемыми считаются электроды марок АНО-21 или МР-3С. Электронная схема аппарата должна обеспечивать силу тока, не более 60 А.
Профессионалы советуют применять технологический приём сварка точками (с отрывом).
Сварка профильной трубы под 90 градусов
Во многих конструкциях требуется произвести соединение деталей под прямым углом. Эта задача легко решается, если следовать простым рекомендациям, разработанным опытными сварщиками:
- сварка профильной трубы под 90 градусов начинается с точной разметки углов среза;
- провести точный срез (его можно произвести на ровной поверхности с фиксацией заготовки);
- применять готовые шаблоны и профессиональные угольники;
- процесс сваривания разделить на несколько этапов (сначала произвести черновое сваривание, затем произвести проверку и убедиться, как точно выдержан заданный угол, затем произвести чистовую сварку).
Соблюдение этих советов позволит получить прямой угол.
Как не прожечь трубу во время сварки
Это негативное явление возникает при работе с тонкостенными заготовками, толщина которых не превышает двух миллиметров. Чтобы не допускать этого, необходимо применять тонкие электроды. Кроме этого при установке режимов сварки следует понизить величину тока до минимальных значений. Неопытным сварщикам необходимо изучить разработанные инструкции для работы с тонкостенными изделиями.
Сварка профильной трубы – видео инструкция технологии соединения, необходимые приспособления и какие электроды выбрать
 Сам процесс сварки профильных трубопрокатных изделий занимает намного меньше времени, чем подготовительная работа к нему.
Сам процесс сварки профильных трубопрокатных изделий занимает намного меньше времени, чем подготовительная работа к нему.- Значительную часть подготовительного процесса занимает сборка конструкций и подготовка приспособлений, которые фиксируют заготовки в необходимом положении.
- Как осуществляется сварка профильной трубы – видео уроки и фото пособия вы найдете в этой статье.
Есть много разных приспособлений, которые предназначаются для сварочных мероприятий. На промышленных предприятиях, где идет серийное и массовое изготовление, применяют специальное механическое и автоматическое оборудование.
КАК ЗАВАРИТЬ ПРОФИЛЬНУЮ ТРУБУ И НЕ ПРОЖЕЧЬ!
Это транспортные устройства и механизмы для установки и кантовки. В домашнем быту применяют приспособления, сделанные своими руками. Как правило, это универсальные конструкции, которые можно быстро собрать, и надежно зафиксировать в них элементы.
Смотрите пошаговую видео инструкцию как самостоятельно сварить калитку из профильной трубы.
Процесс сваривания профильной трубы своими руками является довольно сложным делом, на видео можно наглядно проследить все тонкости этого действия. С этой работой не просто справиться даже мастеру с большим опытом.
Получить прочное соединение, соответствующее нужным габаритам не просто. Для того чтобы получить качественный результат необходима длительная подготовка.
Особенности процесса
Сразу следует заметить, что профильные трубы для сваривания очень удобные:
- Они изготовлены со стандартными размерами, поэтому их легко совмещать.
- Разновидности сечений дают возможности выбрать деталь для всякого строения.
- Равномерность толщины металла.
- Сварка профильных трубопроводов своими руками проводится с ровненькой кромкой и гладкою поверхностью.
Трудности, которые возникают
- При нагревании заготовки меняют конфигурацию.
- При соединении торцов появляются места высокого напряжения в местах углов углах.
- Частично может перекрываться просвет трубопрокатного изделия застывшим после раскаливания металлом.
Если внимательно изучить все сложности технологии, то выполнять варку профиля своими руками можно без затруднений.
Технология сварки + видео инструкция
Качественные результат во многом зависим от того, в какой степени выполнена подготовка. Этот этап включает в себя:
- Подбор деталей с нужным размером и сечением. Подрезание по параметрам выполняют пилой по металлу. После сварочного аппарата кромка не выходит ровной, и в итоге становится сложно работать.
- Далее все трубы необходимо выровнять. На искривленных участках их может «водить».
- Места соединений нужно почистить от ржавых образований. Их чистят до блеска, применяя щетки по металлу. Можно это сделать машинкой для шлифовки.
- Кромку нужно выравнивать так, чтобы при соединении не было больших зазоров. Если это сделать тщательно, то при сваривании не придется тратить много усилий.
- После этого, части нужно уложить в таком положении, в котором они будут располагаться в готовой конструкции. Для проведения сварочных мероприятий монтируемые запчасти желательно дополнительно закрепить в специальном приспособлении. А убирать крепеж можно после того, когда шов остыл.
Когда все детали подготовлены, можно приступать к делу. Здесь применяют два способа:
- Газовая сварка.
- Электрическая сварка.
Как варить профильную трубу 1.5 мм
Как выбрать электроды
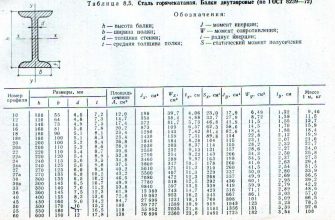
Выбрать электроды для сварки профильной трубки поможет нижеприведенная таблица:
| Толщина стенки трубопрокатного изделия (мм) | Диаметры электродов (мм) | Выставляемый ток на аппарате (А) |
| 2 | 1,5 | до 50 |
| 2 или 3 | 2 | от 40 до 80 |
| 2 или 3 | 2,5 | от 60 до 100 |
| 3 или 4 | 3 | от 80 до 100 |
| От 4 до 6 | 4 | от 120 до 200 |
| От 6 до 8 | 5 | от 175 до 250 |
| От 10 до 24 | 5 или 6 | От220 до 300 |
| От 24 до 50 | 8 | от 300 до 400 |
Обратите внимание, данные значения являются рекомендательными!
Перед началом работы стоит провести тестовое сваривание на отдельном участке трубы, чтобы проверить, насколько качественным получиться произведенный шов. И после этого вам будет ясно, какие электроды для сварки подходят.
Как выполняют соединения
- Деталь фиксируется своими руками на вспомогательном приспособлении.
- Вначале производиться точечное сваривание и трубы прихватываются друг к дружке. Как правило, достаточно это сделать максимум в четырех местах.
- После «прихватки» проверяется положение частей. Если нужно, то позиция меняется ударами молотка.
- После этого варятся стыки соединяемых изделий. При этом валик разогретого металла оформляют в виде шва для сварки.
- Дуга проводится таким путем, чтобы кромка успела расплавиться, а метал при этом, не должен просаживаться.
Смотрите видео уроки для того чтобы иметь наглядное представление о процессе.
Учебное пособие по сварке профильных труб для начинающих сварщиков!
Инвертор
Сварка профильных трубопроводов инвертором признана самым надежным способом. Инверторы для сварки – это самый прогрессивный источник питания сварочной дуги.
Преимущества этих аппаратов состоят в их небольших габаритах и небольшой массе, это значительно меньше, чем у аппаратов, изготавливаемых ранее.
Эта технология сварки профильных трубопроводов позволяет ускорить процесс работы и качество готовых сооружений.
Газовая сварка
Соединение своими руками профильных труб газовой сваркой, очень отличается от электрической. Подготовительная работа к процессу оналогичная. Только все поверхности для состыковки покрывают порошком-флюсом. И готовят присадочную проволоку.
Соединение. Его выполняют двумя способами:
- Тонкостенные изделия соединяют справа налево.
- Если стенки свыше 5 мм – слева направо.
При работе постоянно нужно контролировать положение деталей. Когда трубы остывают, шов зачищается абразивом и на него наносится антикоррозийное покрытие.
Топ 2 ошибки при сварке профильной трубы.Решение здесь!!!
Соединение своими руками труб без сварки
Малогабаритные каркасные сооружения собирают без сваривания. При этом соединение профильной трубы без сварки производят с использованием специального приспособления.
Краб-системы
Представляют собой устройства в виде специального хомута в форме краба, который ставиться в конкретное место и соединяет определенный участок профиля. Такое устройство состоит из двух частей, они соединяются гайками и болтами.
 В собранном варианте такое устройство образует прямоугольную или квадратную форму, его размеры позволяют плотно обхватывать трубопрокатное изделие со всех сторон.
В собранном варианте такое устройство образует прямоугольную или квадратную форму, его размеры позволяют плотно обхватывать трубопрокатное изделие со всех сторон.
Самые популярные хомуты с размером 95х95 мм. Они дают возможность произвести надежные соединения, и гарантируют качественный и прочный крепеж сооружений.
Изготавливают эти приспособления из оцинкованного, или покрытого составом порошка металла.
Преимущества использования краб-системы
Они дают возможность за короткое время собрать или разобрать сооружение. Все трубопроводы с такими соединением превращаются в разборные.
Крепление профильной трубы без сварки краб-системами, пользуются большой популярностью. С такими соединениями сооружение можно не только быстро переместить, но и сконструировать что-то новое.
По показателям прочности такие хомуты-крабы не уступают сварному варианту стыка, но после сварки крепление разобрать нельзя.
Также к достоинствам этих крепежей относят и то, что строение возводиться с небольшими финансовыми вложениями.
Как, недостаток можно выделить тот момент, что крепить им можно трубы небольших размеров.
Хомуты
Используется для профиля к постройке-изгороди. Устройство имеет прямоугольную форму и его составляют две части. Одну из них вкручивают в стенку и вставляют туда трубу. Второй частью труба фиксируется (хомутом и болтами).
Фитинги
 Еще одним способом, как соединить профильные трубы без сварки, являются фитинги. Их применяют в тех ситуациях, когда нужно сделать ответвление и загибы. Они являются неподвижным крепежом для стыка и торца. Эти крепежи могут быть таких видов:
Еще одним способом, как соединить профильные трубы без сварки, являются фитинги. Их применяют в тех ситуациях, когда нужно сделать ответвление и загибы. Они являются неподвижным крепежом для стыка и торца. Эти крепежи могут быть таких видов:
- Тройники и крестовины. Их используют для ответвления, и они соединяют изделия разного и одинакового размера.
- Угольники. Их применяют, когда нужно изменить направление трубомагистрали.
- Муфты. Они ставятся в месте стыковки.
Теперь вам известно, как осуществить сварку профильной трубы, а видео уроки помогут дать наглядное представление. Так же мы разобрали, какие способы соединения существуют. Используя данную информацию, вы справитесь с работой легко и быстро.
Как варить профиль без прожога

Навыки сварщика накапливаются с опытом. Вполне нормально, если на первых порах при сварке тонкостенный металл прожигается, швы ложатся неровно, получаются неаккуратные наплывы. Чтобы сварка вышла приемлемой уже с первого раза, нужно придерживаться нескольких советов.
Оборудование:
- сварочный аппарат;
- маска сварщика;
- электроды 3 мм.
Сварка металла 2 мм сплошным швом
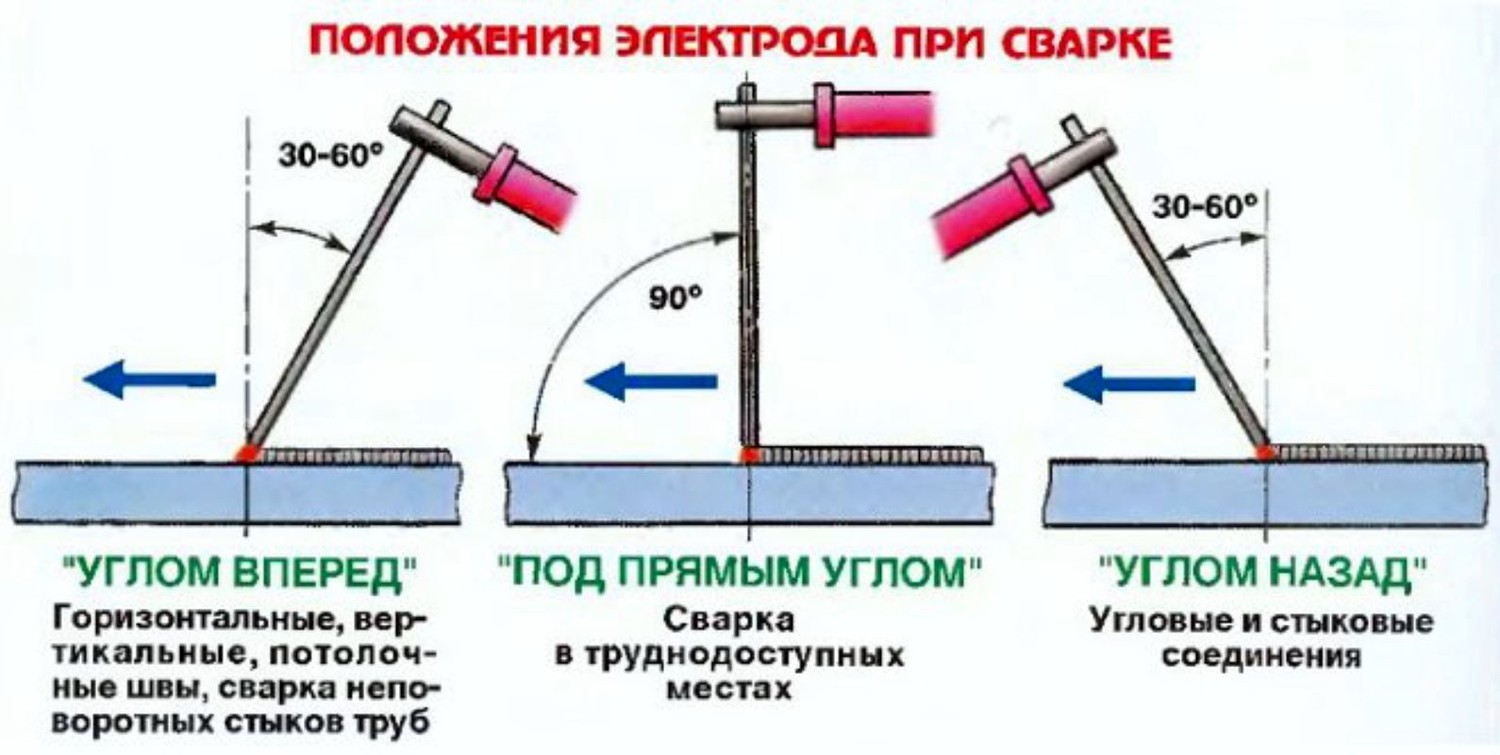
Для сварки профильных труб обычным инвертором, лучше использовать электроды 3 мм. Если толщина стенок металла всего 2 мм, то ток выставляется 85А. Торец сварочного электрода приставляется к свариваемым трубам под 45 градусов.
Дуга зажигается, и после того как электрод начнет плавиться, плавно ведется на себя. Дойдя то точки окончания шва, он отрывается от поверхности.
Сварка труб со стенкой 1,5 мм с отрывом
Для тонкостенных труб также используется электрод 3 мм, но на сварочном аппарате выставляется ток 75А. Если вести дугу по такому металлу, то он перегреется и прожжется. В таком случае начинать варить также нужно с дальней точки держа электрод под 45 градксов. После розжига дуги он ведется на себя 10 мм и отрывается на секунду.
Затем выполняется касание в месте разрыва, и шов тянется еще на 10 мм. Прерываясь таким образом, можно исключить перегрев металла и прожиг. Данный метод поможет, даже на более тонкостенных трубах.
Смотрите видео
Чтобы наглядно увидеть весь процесс с нюансами, смотрите видео: