- Всё о сварке оцинкованных труб
- Особенности сварки оцинкованных изделий
- Технология сварки
- Недостатки оцинкованных труб
- Технологии сварки оцинкованных труб
- Трудности сваривания
- Какие технологии применяют
- Выбор электродов
- Рутиловое покрытие
- Основное покрытие
- Нюансы процесса
- Последующая обработка стыка
- Применение газовой горелки
- Подготовка и пайка
- Нанесение флюса
- Завершающий этап
- Технология сварки оцинкованных труб
- Общие сведения о сварке
- Порядок действий
- Соединение при помощи флюса
- Технология цинкования
- Cварка оцинкованных труб и листа: какими электродами варить, технология
- Особенности соединения
- Технологические тонкости
- Подбор электродов
- Сварка оцинковки газовой горелкой
- Правила выполнения сварочных работ
- Итог
- Как провести сварку оцинкованных труб своими руками?
- Разрешена ли сварка оцинкованных труб?
- Меры безопасности
- Технология сварки с флюсом
- Электродуговая сварка, подбор электродов
- Соединение без сварки
- Особенности и виды сварки оцинкованных труб
- Особенности сварки оцинкованных труб
- Сварка оцинкованных труб при помощи газовой горелки
- Особенности и преимущества сварки оцинкованных труб с применением флюса
- Ручная электродуговая сварка оцинкованных труб
- Выбор электродов для сварки оцинкованных труб
- Основные правила сварки оцинкованных труб
- Творческая работа учащихся на тему: Технология соединения оцинкованных труб сваркой — статья на конференцию
- НЕДОСТАТКИ ОЦИНКОВАННЫХ ТРУБ
Всё о сварке оцинкованных труб
Сварка является наиболее простым и надежным способом соединения металлических изделий между собой. Она используется во всех отраслях промышленного производства. Не применяют тепловой метод соединения только в тех ситуациях, когда нельзя повредить концы металлических деталей. В этом случае используют резьбовое крепление или скручивают детали болтами.
Сварка оцинкованных труб является самым дешевым выходом при прокладке различных коммуникаций. Но она связана с множеством сопутствующих проблем, так что во время выполнения работ нужно соблюдать предельную аккуратность и внимательно следить за всеми нюансами протекания процесса.
Особенности сварки оцинкованных изделий
Соединение оцинкованных труб тепловым методом имеет свои особенности. Цинк при нагревании начинает активно испаряться, поэтому главная задача — уменьшить время сваривания при помощи увеличения силы тока.
Для этого потребуются специальные электроды, которые смогут выдержать повышенную нагрузку. Чаще всего используют элементы с рутиловым покрытием, которое позволяет выдерживать сильный ток в течение всего времени сварки.
Более высокая температура позволит быстрее довести металл до нужной кондиции, чтобы весь цинк не успел испариться.
При проведении сварочных работ нужно соблюдать меры предосторожности. Для защиты органов зрения понадобится специальная маска из диэлектрических материалов. Для защиты рук нужно обязательно работать в резиновых перчатках, покрытых слоем теплоизолирующей ткани.
Вред от сварки оцинкованных труб состоит еще и в том, что при испарении цинка человек может надышаться парами его оксида. Это может привести к сильной головной боли, тошноте, рвоте, диарее.
А у людей, особенно чувствительных к этому соединению, может начаться аллергическая реакция и отек органов дыхания.
При проявлении подобных симптомов нужно немедленно обратиться к врачу за получением квалифицированной помощи. А чтобы избежать описанных последствий, лучше работать в специальном респираторе, который можно купить в магазине спецодежды. Отравление при сварке оцинкованных труб не редкое явление, поэтому проще будет позаботиться о мерах предосторожности, чем потом бороться с последствиями.
Технология сварки
- 1. Для начала нужно подготовить концы соединяемых элементов. Сделать это можно двумя способами. В первом случае цинковый слой удаляют механическим путем, чтобы он не мешал при сваривании. Во втором — на концы труб наносят флюс, который будет защищать цинк от испарения во время тепловой обработки. По эффективности хороши оба метода, но с точки зрения последующей эксплуатации будет лучше, если цинк останется на своем месте, так как он служит для защиты от коррозии и в несколько раз увеличивает эксплуатационный срок службы.
- 2. Затем подготовленную поверхность обезжиривают специальным составом.
- 3. Материалы, толщиной менее трех миллиметров должны иметь специальные скосы и грат, что значительно повысит эффективность сварки. Для более толстых изделий это не обязательно. Они просто должны иметь заранее подготовленную кромку.
- 4. Далее заготовки прогревают при помощи газовой горелки. Причем эту процедуру нужно применять не только на месте будущего стыка, но и хотя бы еще на 20-30 сантиметрах в длину с каждой стороны.
- 5. Далее при помощи равномерного нагрева начинают плавить флюс, которым заполняется пространство между соединяемыми материалами. Нужно следить, чтобы нигде не оставалось необработанных участков. Если все сделано правильно, то труба будет иметь полную герметичность и соединение невозможно будет разрушить без применения грубой силы.
- 6. После завершения сварки можно удалять избыток флюса механическим способом. Но делать это нужно аккуратно, чтобы не убрать слишком много и не нарушить стык.
- 7. После остывания детали необходимо восстановить поврежденную от нагрева структуру сплава. Для этого используются специальные вещества, которые имеют коррозийную стойкость не ниже, чем у цинка.
Недостатки оцинкованных труб
Изначально оцинкованные детали подразумевалось соединять без использования тепловой обработки. Но затем были придуманы различные способы, позволяющие совершить и такую операцию. Стоит отметить, что качественно нанести цинк после его испарения или защитить металл от коррозии также хорошо, как это было сделано при производстве детали на заводе, уже не получится.
Цена сварки оцинкованных труб зависит от объемов работы. В целом процедура будет на несколько сотен рублей дороже стандартной сварки из-за необходимости использования дополнительных расходников.
Ссылка на promplace.ru обязательна
Источник: https://promplace.ru/metallicheskie-truby-staty/svarka-ozinkovannyh-trub-1900.htm
Технологии сварки оцинкованных труб

Стальные трубы без защитного покрытия быстро корродируют и выходят из строя. Поэтому была разработана технология нанесения защитного цинкового слоя, который увеличивает срок службы материала почти в десять раз.
Оцинкованные трубы сегодня используются повсеместно, они дешевле изделий из нержавейки и по техническим характеристикам им не уступят. Но есть негативный момент, связанный с температурой плавления цинка и другими свойствами этого металла.
Трудности сваривания
Когда производится сварка оцинкованных труб, то температура в зоне сваривания достигает +1200 ℃. Происходит выгорание цинкового слоя. Этот металл начинает закипать уже при +906 ℃. То есть, получается, что на участке стыка двух труб образуется зона без защиты. Но и это не все отрицательные стороны сварки оцинкованных труб.
Газообразный цинк вредное для человека вещество. Попав в дыхательные пути, он приводит к удушью. Поэтому сварка в помещениях без организации хорошо действующей вентиляции запрещена. К тому же по техники безопасности сварщик должен надеть под маску респиратор.
При высокой температуре цинк начинает интенсивно испаряться, что приводит к образованию внутри стали раковин и пор. А это снижение качества места соединения и прочности стыка двух оцинкованных труб.
Какие технологии применяют
Учитывая все выше упомянутые минусы сваривания оцинкованных труб, были разработаны две специальные технологии, в которых процесс сварки проводится так, чтобы оцинковка не разрушалась.
В первой технологии зона сварки обрабатывается специальным материалом – флюсом, который закрывает собою стык и не дает цинку выгорать, то есть, переходить в газообразное состояние.
Он на себя оттягивает часть тепловой энергии, а внутри под флюсом цинк расплавляется и становится вязко-жидким. Этот металл обволакивает собою соединение двух оцинкованных труб, равномерно покрывая их концы. Защитный слой, таким образом, не нарушается.
Во второй технологии используют специальные электроды, которые могут выдерживать ток большой силы. В основе этого метода лежит позиция сокращения времени сварки, в течение которого цинк не успевает испаряться.
То есть, процесс сварки производится настолько быстро и без снижения качества соединения, что защитное покрытие не успевает превращаться в газ.
Эти технологии сегодня используется повсеместно, когда дело касается сварки именно оцинкованных труб. И не только тех, которые собираются в трубопроводы для газа или в несущие конструкции в строительстве.
В водопроводе под действием проточной воды цинк растворяется и частично выводится наружу. Так что для здоровья человека он опасности не несет.
Выбор электродов
Как уже было сказано, процесс сварки сопровождается выделением тепловой энергии, поэтому цинк начинает интенсивно испаряться. Есть большая вероятность, что этот металл попадет в сварочную ванну и смешается со сталью.
А это приведет к образованию пор и трещин на уровне кристаллизации стали, и, как следствие, к снижению качества стыка соединяемых изделий. Поэтому основное требование к сварке оцинкованных труб – это удаление цинкового слоя в зоне соединения.
Если нет возможности удалить защитное покрытие, тогда для соединения оцинкованных труб используются именно специальные электроды. В принципе, сварка оцинкованного изделия практически ничем не отличается от такого же процесса соединения обычной стали. Но есть и свои нюансы.
Во-первых, сам электрод для сварки представляет собой металлический стержень, покрытый порошком. Именно разновидность порошкового слоя влияет на то, какие металлы можно варить.
В случае со сваркой оцинкованных труб используются электроды или с рутиловым покрытием или с основным. Первый используется, если трубы изготовлены из углеродистых сталей (к примеру, сталь 20), второй, если изготовлены из низколегированной стали (С345).
Рутиловое покрытие
Применяются электроды с рутиловым покрытием. Рутил – это минерал в виде оксида титана. Он в порошковом покрытии применяется в виде концентрата с содержанием более 50%. В состав также входят алюмосиликаты и карбонаты.
Получаемый при сварке шлак имеет высокую щелочность, поэтому металл соединения обладает такими показателями, как высокая ударная вязкость и повышенная защита от образования горячих трещин.
Единственное требование к рутиловым электродам для сварки оцинкованных труб – это перед началом процесса просушить их в течение часа при температуре +200 °C. Но использовать расходники можно лишь через сутки.
Основное покрытие
Могут использоваться электроды с основным покрытием. Этот порошковый слой имеет сложную рецептуру, куда входит большое количество разных химических веществ: магний, кальций, шпат плавиковый и ферросплавы.
При сгорании внутри зоны сваривания порошок выделяет углекислый газ и окись углерода, которые защищают расплавленный металл от воздействия кислорода и водорода. Два последних снижают качество сварки. Обычно этими электродами проводят сварку трубопроводов из труб с толстой стенкой.
Нюансы процесса
Что касается самого процесса сварки, то в его основу ложится толщина стенки трубы. Если этот показатель не превышает 3 мм, то концы труб соединяются электродом без предварительной подготовки, оставляя между ними зазор 2-3 мм.
Конечно, чистота поверхностей (и внешней, и внутренней) должна быть идеальной, поэтому их очищают от загрязнений и обезжиривают спиртом или растворителем.
Если толщина более 3 мм, тогда на концах оцинкованных труб делают фаску с притуплением 1,5-2 мм в зависимости от толщины стенки. Пространство между фасками в процессе варки заполняют расплавленным металлом от электродного стержня.
Важно правильно подобрать силу тока на сварочном аппарате и диаметр электрода. Большой ток приведет к прожиганию соединяемых изделий.
То же самое касается электродов с большим диаметром. И наоборот, если ток небольшой величины или мал диаметр расходника, то произойдет непровар. А это снижение качества стыка.
Многое будет зависеть и от скорости движения электрода вдоль сварочной зоны. Здесь, как и в предыдущих случаях, медленное движение – это вероятность прожигание стали и оцинкованного слоя.
Большая скорость – это все тот же непровар. Подходящая скорость сварки приходит с опытом. И чем чаще приходится варить оцинкованные трубы, тем качественнее получается шов.
Последующая обработка стыка
После окончания сварки рекомендуется стык двух оцинкованных труб обработать антикоррозионным составом. Оно должно иметь три основных качества:
- хорошо скрепляться с металлической поверхностью;
- быть устойчивым к коррозионным процессам, хотя бы на уровне цинкового покрытия;
- легко наноситься без использования специального оборудования или инструментов.
Популярностью для покрытия стыка пользуется специальная краска, в состав которой входит более 94% цинковой пыли. По сути, это цинк в виде пыли, в который вносятся неомыляемые связующие компоненты.
Поэтому краска легко наносится кисточками или валиками на любые поверхности: горизонтальные, вертикальные или наклонные, где она хорошо держится и не стекает.
Применение газовой горелки
Соединить две оцинкованные трубы можно с помощью газовой горелки. Все чаще используют технологию под маркировкой «UTP», которую в свое время изобрели немцы.
Для этого они использовали флюс марки «HLS-B», защищающий цинковое покрытие от выгорания. Сегодня предлагаются по этой технологии стержни марки UTP-1 – это медно-цинковый припой в виде прутка толщиною 2 мм. С его помощью можно варить не только изделия из оцинковки, но и медные сплавы, чугун.
Подготовка и пайка
Подготовка к процессу идентично той, которую применяют для сварки оцинкованных труб электродами. Но есть определенные особенности и нормы, которые устанавливают ГОСТы и СНиПы.
Номер грелки выбирается на 1-2 позиции меньше, чем при сварке обычных стальных труб.
В ацетиленовое пламя добавляется больше кислорода. Это делается для того, чтобы кремний, который является компонентом припоя, соединялся с кислородом и образовал оксид.
Именно последний является главным защитным ингредиентом в процессе сдерживания испарения цинка. При этом пламя должно быть стабильным, оно не должно скакать, что приведет к перепадам температурного режима в зоне сварки.
Предварительно концы труб нагреваются на ширину до 5 см.
Что касается номера горелки, то здесь зависимость прямая от диаметра трубы:
- диаметр до 250 мм при толщине стенки 2-6 мм – номер горелки 1 или 2;
- больше 250 мм при той же толщине – номер горелки 3 или 4.
Сама пайка – это внесение прутка припоя в зону соединения, где он нагревается горелкой и расплавляется. При этом очень важно направлять огонь не на концы соединяемых оцинкованных труб, а на припойный стержень.
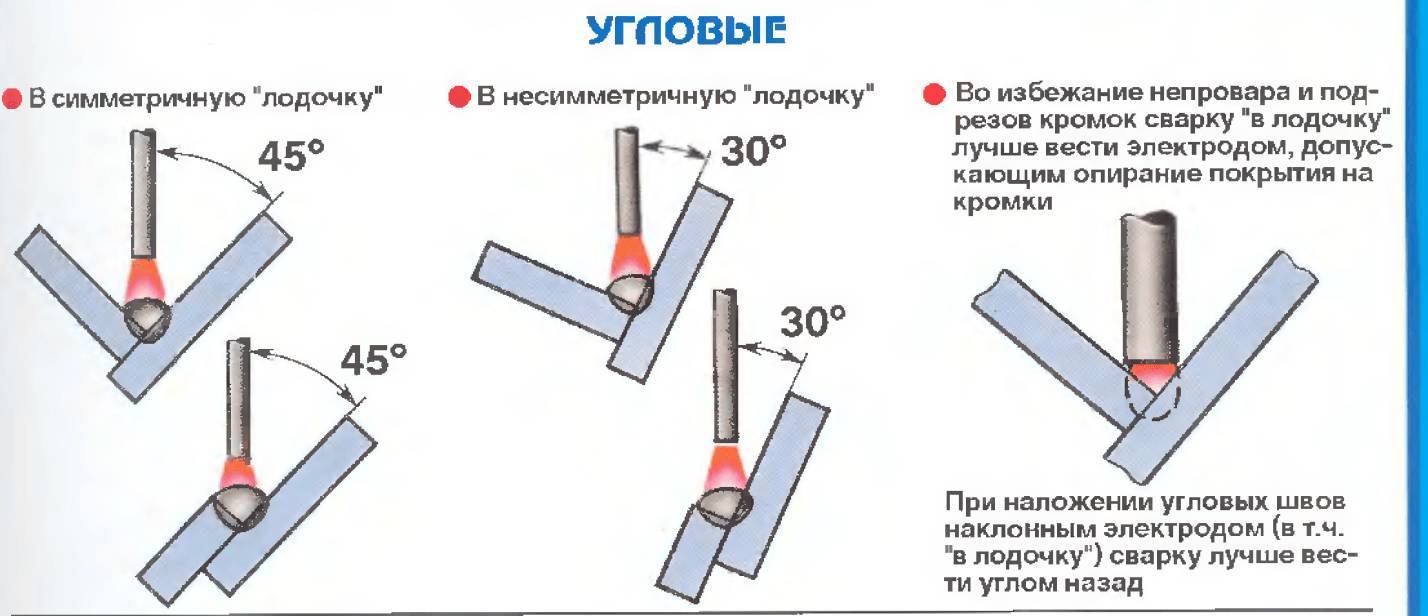
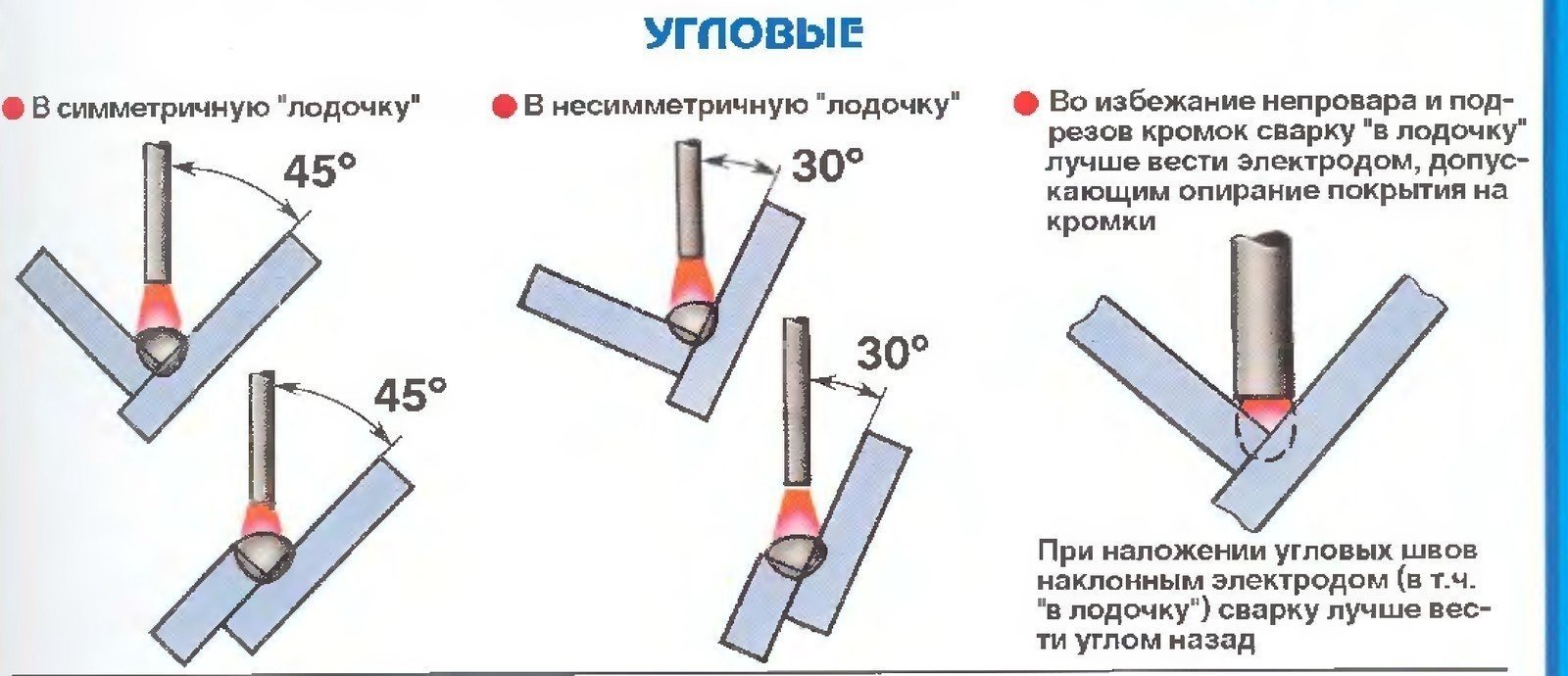
Для такой технологии лучше использовать сварку на себя, когда пруток движется перед горелкой. Кстати, она должна подноситься к месту стыка под углом 40°.
Нанесение флюса
Но перед сваркой место соединение двух оцинкованных труб заполняется флюсом «HLS-B». Это пастообразное вещество, которое наносится на концы так, чтобы им заполнился участок с каждой стороны стыка длиною не меньше 2 см.
При этом надо учитывать, что толщина слоя флюса должна быть в два или три раза больше, чем при пайке обычных труб.
Завершающий этап
Если пайкой соединяют оцинкованные трубы толщиною до 4 мм, то сварка проводится за один проход. Если больше данного показателя, то за два или три. После завершения работ и остывания стыка флюс, который остался поверх соединения, удаляют водой и металлической щеткой.
Усердствовать не надо, чтобы не повредить цинковое покрытие. Внутренняя поверхность соединенных изделий промывается водой, которой заполняется трубопровод на сутки.
Сварить оцинкованные трубы не так просто, как может показаться на первый взгляд. Небольшое отступление от норм и правил приведет к серьезным дефектам, которые отразятся на качестве конечного результата.
Источник: https://svaring.com/welding/detali/svarka-ocinkovannyh-trub
Технология сварки оцинкованных труб
 Чтобы правильно выполнить сварку оцинкованных труб, следует предварительно ознакомиться с рекомендациями специалистов
Чтобы правильно выполнить сварку оцинкованных труб, следует предварительно ознакомиться с рекомендациями специалистов
Сварка труб востребована как в промышленности, так и в коммунальном хозяйстве.
Оцинкованные трубы отличаются повышенной устойчивостью и могут эксплуатироваться довольно долго, к тому же они являются достаточно дешёвым способом при проведении различных коммуникаций.
Дополнительный плюс заключается в том, что оцинкованные покрытия защищают металлические изделия от коррозии.
Общие сведения о сварке
Сварка труб используется при монтаже газовых, отопительных и водопроводных сетей. Сами сварочные работы должны соответствовать требованиям СНиП. Они направлены на соблюдение рабочего процесса и выбор материала.
При сварке следует использовать защитную экипировку
Так, ГОСТ 16037-80 указывает на:
- Конструктивные особенности швов;
- Использование конкретных видов сварочных соединений.
При газопламенной сварке нужно использовать особый вид проволоки, ее диаметр должен быть 0.8-1.2, а в составе обязательно должен присутствовать селен. Исполнение соединения допускается электродами, которые могут быть рутиловые или кольцевые в покрытии.
Это могут быть накидные гайки, фланцы. Но все же эти правила носят рекомендательный характер и не являются обязательными к выполнению.
Порядок действий
При проведении сварочных работ существует определенный порядок действий, который необходимо выполнять.
Алгоритм выполнения сварки деталей:
- При выполнении работ нужно следить за тем, чтобы цинк не перегревался. Это связано с тем, что таким образом будет обеспечена лучшая антикоррозийная защита;
- Все места, предназначенные для соединения, должны быть предварительно зачищены и обезжирены;
- Нужно брать на один номер горелки меньше, чем при аналогичной сварке стальных изделий;
- Все заготовки заранее прогреваются на немного большую ширину, чем предполагаемое место сварки;
- На место стыка устанавливается пруток со специальным покрытием.
Также нужно учитывать, что при использовании газосварки пламя необходимо выставлять таким образом, чтобы был небольшой избыток кислорода.
Для сварки лучше применять качественные электроды
По завершении сварочных работ флюс удаляется. Соблюдение вышеуказанных требований позволит качественно спаять детали и обезопасить сам рабочий процесс.
Соединение при помощи флюса
Наиболее распространенным и подходящим вариантом считается технология соединения флюсом. Благодаря этому веществу обеспечивается вязкий слой, который не будет пропускать воздух.
Перед началом работ флюс необходимо привести в жидкое состояние. Вещество нужно наносить только в местах соединения элементов. В процессе сварки оно будет плавиться и занимать всю необходимую площадь. Благодаря этому цинк не будет отслаиваться.
Использовать трубу следует только после того, как остынет сварочный шов
Перед соединением кромки труб их нужно:
- обезжирить;
- зачистить до состояния металлического блеска.
Делать очистку нужно как на внутренней, так и на наружной поверхности. Для качественной сварки изделий, толщина стенок которых составляет 3 мм, нет необходимости в дополнительной подготовке кромок. Между концами ширина зазоров должна быть равной 3 мм.
Количество используемого материала при сварке флюсом должно быть как минимум вдвое больше, чем при соединении стальных обычных изделий. Главное назначение флюса – забрать на себя избыточное тепло от аппарата, что будет препятствовать испарению с кромок цинка.
В процессе нагревания флюс будет менять свой цвет на белый с исходного желтого. Когда же стык оцинковки достигнет температуры пайки, то он изменится в прозрачный. В итоге по состоянию флюса легко определить время, когда началась пайка.
Технология цинкования
На практике применяется несколько способов цинкования поверхностей листа стали. Так, гальванический способ покрытия включает в себя процесс осаждения на изделие защитного металла при помощи электрического тока.
Данный способ является самым популярным, поскольку за счет его применения получается покрытие хорошего качества, при этом оно легко может изменять толщину в защитном слое. Но гальванический способ считается не лучшим для трущихся поверхностей, поскольку не происходит увеличение сопротивляемости.
Если вы не уверены в своих силах, то лучше обратиться к профессионалам
Делается распыление расплавленного металла на покрываемую поверхность. Для этого цинковую проволоку закладывают в пистолет, где она плавится, а затем выбрызгивается на изделие. Попавшие на поверхность капли застывают, после чего приобретают вид мелких чешуек, формирующих покрытие.
Напыление можно проводить:
- В условиях промышленного цеха;
- Непосредственно при проведении монтажа изделия.
Горячее цинкование относится к крупномасштабному способу, в полевых условиях такая работа невозможна и запрещена. Изделие погружают в ванную с расплавленным цинком. Перед началом основного процесса детали проходят подготовительный разогрев и флюсование.
Для сваривания труб лучше применять специальные электроды, чтобы они могли выдерживать повышенные токи. Чтобы качественно сваривать электросваркой, нельзя допускать, чтобы в угловых и стыковых швах появлялись поры. По этой причине важно следить за скоростью процесса.
Сегодня рынок предлагает множество таких сварочных аппаратов различной марки. Если необходимо будет сварить большое количество оцинкованных труб, можно применять электродуговую ручную сварку.
Источник: https://kanaliza.ru/truby/tehnologija-svarki-ocinkovannyh-trub-2-sposoba
Cварка оцинкованных труб и листа: какими электродами варить, технология

Оцинкованная сталь является надежным материалом для создания или скрепления различных конструкций. Её применяют в промышленной и строительной сферах. Детали из подобного материала обладают устойчивостью к коррозии и являются более дешевыми, нежели нержавеющая сталь.
Сварка оцинкованных труб активно применяется дизайнерами в создании интерьера, так как после обработки материал сохраняет свой первоначальный эстетичный вид во время работы. Процесс достаточно легкий и простой, однако необходимо учитывать особенности скрепления, правила использования и другие нюансы.
Особенности соединения
Когда обустраивают инженерные коммуникации, то сварка оцинкованной стали становится весьма востребованной процедурой.
Но сплавление таких изделий благодаря резьбе является проблематичным процессом из-за свойства строительного материала. Это добавляет сварке оцинкованных изделий большей стоимости на выполнение работы.
Напыление цинка при помощи газовой горелки.
Для оцинкованной сварки зачастую используют классические сварочные инструменты, но к их выбору необходимо подходить внимательно, поскольку любое неверное движение может привести к повреждению поверхности, а это провоцирует появление коррозии.
Необходимо отметить, что для того чтобы защитить оцинкованные детали нужно постараться минимизировать работу сварочного инструмента, тогда материал не будет испаряться.
Для этой процедуры специалисты зачастую используют электрод, который может выдержать большую частоту тока. Это дает возможность пользоваться более высокой температурой, нежели в обычной ситуации.
Электроды для сварки цинка также обладают определенными преимуществами, которые облегчают рабочий процесс:
- повышают безопасность в момент эксплуатации;
- доводят материал до нужных условий за максимально короткое время;
- не дает материалу возможности испариться.
Технологические тонкости
Технология сварки оцинкованных труб подразумевает под собой использование специальных приборов, которые могут сварить несколько деталей, не повреждая при этом поверхность.
Чтобы работа была качественной на предполагаемое место сварки необходимо нанести специальный флюсовый слой. С его помощью основной материал не выгорит во время плавления.
Таблица размеров труб для сварки.
Сварка оцинкованного листа происходит следующим образом:
- На поверхность свариваемого участка необходимо нанести флюс в вязко-жидком состоянии.
- Непосредственно в период работы поверхность материала с флюсовым слоем будет плавиться, но не испаряться или выгорать.
- После того, как сваривание будет окончено, флюсовый слой не позволит коррозии проникнуть на поверхность материала и повредить её.
Необходимо отметить, что данная технология используется при работе сварочных оцинкованных труб для водопроводной коммуникации. Если вдруг флюс попадает внутрь трубопровода, он не оказывает негативного влияния для людей, поскольку имеет свойство полностью растворяться в воде.
Также каждый специалист должен придерживаться всех мер безопасности, куда входит выполнение работы только в комнате, где присутствует хорошая вентиляция либо на улице.
Любой из способов сварки оцинкованных труб должен надеть резиновые перчатки с теплоизолирующей тканью и респиратор. Во избежание вспучивания цинковой поверхности рекомендовано наносить после всех обработок изделия соляную кислоту.
Подбор электродов
Когда цинк подвергается плавлению, он имеет свойство издавать пар, поскольку кипение начинается при температуре 906°С. При попадании цинковых паров в сварочную ванну, шов может иметь поры либо микроскопические трещины, и будет некачественным и ненадежным.
С этой целью необходимо очистить всю поверхность материала. Стоит отметить, что не всегда можно удалять слой цинк, поэтому существуют иные способы, благодаря которым можно получить качественный сварной шов. Если мастер использует дуговую ручную сварки, то ему понадобятся электроды для оцинкованных труб.
При варении углеродистой стали, электрод необходимо подбирать меньше диаметра трубы. В некоторых случаях в роли электрода может выступать деталь, имеющая рутиловое покрытие. Чтобы сварить запчасти, изготовленные из низколегированной стали, электрод может быть с основной поверхностью.
Существует несколько преимущественных свойств электродов:
- его химический состав позволяет детали разгораться за короткое время без каких-либо усилий;
- плавленый материал не разбрызгивается в разные стороны;
- сварные швы в результате получаются высококачественными без возникновения трещин, сколов или вздутий.
Иногда для пониженной удельной массы углеродистого раствора, находящего в поверхности из цинка и для повышения сопротивляемости изделия к возникновению повреждений, рекомендуется в рутил добавлять немного железа в виде порошка.
Чтобы швы и поверхность в свариваемых трубопроводах и оцинкованных трубах не вздувались, специалисты увеличивают подачу тока и снижают скорость варения.
В жаркой окружающей среде, где будут находиться трубы, цинк не будет негативно влиять на заделанные швы. Чтобы скрепить несколько частей трубопровода с цинковым покрытием, не повредив поверхность, используют пайку.
Достоинства этого метода заключаются в следующем:
- изделие имеет хорошую стойкость к возникновению коррозии, шов герметичен;
- монтажные работы по времени занимают минимальное количество времени;
- цена за такую услугу относительно низкая.
Сварка оцинковки газовой горелкой
Распространенной технологией без нарушения цинкового слоя является использование электродов для сварки оцинкованных труб. Для её основы берут специальный флюс.
Схема способов сварки труб.
Сварка оцинковки по черному металлу выполняется согласно следующим этапам:
- В первую очередь подготавливают свариваемые заготовки.
Их необходимо очистить от жира, грязи и пыли. - После этого на заготовленную поверхность наносится флюс.
Он должен покрывать всё место, где будет находиться сварной шов. Только благодаря этому оцинкованное покрытие будет полностью защищено от перегрева и испарений. - Затем на месте предполагаемого скрепления свариваемой оцинковки применяют электроды из стали, которые имеют специальное покрытие.
Для более надежного крепления двух частей их следует немного подплавить. Это можно сделать газовой горелкой – нагревается определенный участок трубы, который не имеют флюсового слоя. - Если при проведении сварочной работы была нарушена структура сплава, который защищал поверхность, то покрытие нуждается в срочно восстановлении, дабы не возникла коррозия.
Вначале заготовка полностью охлаждается и на разрушенный участок необходимо нанести специальное антикоррозионное средство.
Правила выполнения сварочных работ
Для того, чтобы грамотно провести процесс цинкования при помощи сварочного инструмента, каждому мастеру необходимо придерживаться определенных правил выполнения сварочных работ.
- Во время рабочего процесса необходимо контролировать цинк.
Его температура не должна превышать положенную норму. Это дает возможность защитить трубопроводу от коррозийного налета. - Для крепкой сварки оцинковки используют электроды.
Перед началом работы необходимо поверхность почистить от пыли и грязи, а также обезжирить. Для защиты цинкового слоя в момент сварки наносят флюс. Его количество должно превышать в несколько раз больше, нежели при классическом скреплении. - При сваривании труб со стенками меньше, чем 3 миллиметра, специально обрабатывать материал необязательно.
Можно ограничиться скосами и гартами. - Сварочный инструмент для оцинковочных работ должен иметь меньший размер, чем при работе со сталью.
- Используя газовую горелку, огонь необходимо подрегулировать таким образом, чтобы кислорода было немного больше полагаемого количества.
- Прежде чем сваривать детали, их нужно немного прогреть.
Желательно захватить большую часть поверхности. - Для сварки оцинкованных труб необходимо поставить уголок на том участке, где планируется скрепить части.
Он нужен, чтобы защитить поверхность и материал от воздействия огня горелки. - После того, как все сварочные работы будут закончен флюсовый слой необходимо снять.
Итог
Чтобы оцинковка легко сваривалась простым способом и швы были ровными, можно использовать электроды. Для тех, кто не сильно разбирается в теме, одним из важных вопросов является: какими электродами варить оцинкованную трубу.
Очень важно, чтобы они имели хорошее сцепление с основным материалом и могли выдерживать защитный слой.
Источник: https://tutsvarka.ru/vidy/svarka-otsinkovannyh-trub
Как провести сварку оцинкованных труб своими руками?

Сварка оцинкованных труб в современных условиях востребована в коммунальном хозяйстве и строительной отрасли.
Представленные изделия отличаются надежностью и продолжительностью эксплуатации, а также являются одним из самых дешевых способов установки сетей коммуникаций различных видов.
Покрытие из цинка способно защитить металлические элементы от поражения коррозией, что увеличивает срок их эксплуатации. Однако стоит разобраться, приносит ли сварка вред здоровью, разрешена ли она для применения и как она проводится.
Разрешена ли сварка оцинкованных труб?
Данная операция применяется в процессе монтажа газовых, водопроводных и отопительных систем. Она регламентируется рядом документов:
- Одним из самых важных является СНиП 3.05.01-85 «Внутренние санитарно-технические системы». В соответствии с ним, в процессе сварки труб рассматриваемого вида необходимо исполнять требования, изложенные в ряде стандартов. Они направлены на определение очередности использования материалов и регулировку процесса выполнения работ.
- В свою очередь, ГОСТ 16037-80 указывает на применение конкретных видов сварного соединения, конструктивные особенности швов и другие важные требования.
- В соответствии с СП 73.13330.2012 оцинкованные трубы и другие металлические компоненты должны соединяться на резьбе с использованием оцинкованных соединительных деталей: на фланцах, накидных гайках или пресс-фитингах. Однако данное условие является лишь рекомендацией, а не требованием, обязательным к выполнению.
При газопламенной сварке необходимо применять специальную сварочную проволоку марки Св-15ГСТЮЦА, которая имеет диаметр от 0,8 до 1,2 мм, а также в качестве одного из компонентов содержит селен.
Допускается исполнение соединения электродами, которые содержат рутиловые или V300 кольцевые соединения в покрытии. Диаметр нужно подбирать в зависимости от толщины стенок соединяемых компонентов.
Меры безопасности
В процессе создания трубопроводной сети необходимо предварительно собрать монтажные блоки. Сварку требуется осуществлять в помещении, в котором используются воздухоотсосы с целью устранения продуктов сгорания цинкового покрытия. В других условиях работы строго запрещены, так как будут опасными для здоровья.
При проведении сварки оцинкованных труб необходимо следовать следующим правилам:
- Выполнение работ требует слежения за тем, чтобы цинк не перегревался. Это позволит обеспечить эффективную защиту от коррозии.
- Места, которые предназначены для соединения труб, должны предварительно защищаться до блеска и обезжириваться. На них также наносится флюсовый слой, что позволяет защитить металл.
- Горелка должна быть на 1-2 номера меньше, нежели аналогичное устройство для стальных изделий.
- Если применяется газосварка, пламя нужно выставить так, чтобы оставить небольшой избыток кислорода.
- Заготовки заранее подогреваются на большую ширину, нежели соединительное место.
- Пруток со специальным покрытием устанавливается на место стыка и плавится огнем горелки, который должен быть направлен прямо на него, а не на материал.
- Флюс удаляется по завершению сварочных работ.
Соблюдение представленных рекомендаций позволит специалистам достичь желаемого результата в процессе работ и обезопасить себя.
Технология сварки с флюсом
Данная технология является одним из наиболее подходящих вариантов. Представленное вещество обеспечивает получение вязкого слоя, который не пропускает воздух. В результате предотвращается окисление цинкового слоя.
Перед непосредственным применением флюса для сварки его необходимо привести в жидкое состояние. Вещество наносится в местах соединяемых элементов. При проведении сварочных работ материал будет расплавляться, тем самым покрывая весь нужный участок тонким слоем, что позволит предотвратить отслоение цинка.
Нередко специалисты сталкиваются с повреждением защитного своя при его нанесении методом горячего цинкования. Это происходит даже при незначительных отклонениях от установленных требований технологического процесса. Стоит отметить, что попадание флюса внутрь трубопровода безопасно, так как он с легкостью растворяется в воде и будет вымыт ещё на стадии опрессовки.
Соединение труб производится следующим образом:
- Стыкуемые торцы нагреваются до температуры 900-950о.
- Между фасками свариваемых элементов помещается пруток, в состав которого входит медь, цинк, олово и кремний.
- На место шва насыпают слой флюса, который должен покрыть поверхность до 20 мм по сторонам шва.
- Присадка нагревается горелкой до расплавления, и на этом процедура заканчивается.
Соблюдение требований технологического процесса сварки, применение качественных материалов и оборудования гарантируют получение надежного соединения оцинкованных труб, готовых к эксплуатации.
Электродуговая сварка, подбор электродов
Электродуговая сварка позволяет обеспечить надежное соединение рассматриваемых трубопроводов. Эффективность процесса достигается при правильном выборе сварочного аппарата и подходящих электродов. В данном случае материал соединения оказывает существенное влияние на выбор инструмента. Актуально применять аппарат-полуавтомат.
Сварка оцинкованного металла имеет свои нюансы. Процесс должен осуществляться быстро, чтобы цинк не успел испариться из зоны соединения. Рассматриваемое технологическое условие могут обеспечить лишь электроды, имеющие рутиловое покрытие. Они имеют особый химический состав, что обеспечивает их быстрое зажигание.
В момент сварки формируется сварочная дуга, которая позволяет образовать соединительные швы высокого качества. При правильном проведении процедуры они не будут содержать пор.
Преимущество рутиловых электродов также состоит в небольшом коэффициенте разбрызгивания расплавленного металла, что важно при работе с оцинкованным материалом.
В рутиловое покрытие производители могут добавлять небольшой объём железного порошка. Это способствует уменьшению удельного веса углерода и увеличивает устойчивость материала к образованию трещин. Выбирать размер и напряжение электродов необходимо в зависимости от толщины труб.
Соединение без сварки
С учетом того, что сварка оцинкованных труб не рекомендована и может проводиться исключительно профессионалами в специальных условиях, актуальным становится применение методов соединения посредством устройства специальных крепежей.
Ими являются муфты, гайки, традиционные и обжимные фитинги. Они позволяют обеспечить надежное крепление труб, изготовленных из разных материалов и имеющих различный диаметр.
На строительном рынке представлен обширный ассортимент товаров данного вида, которые можно подобрать по материалу, размерам, надёжности и другим техническим характеристикам.
Еще одним методом является резьбовое соединение. Однако его применение допускается только в тех местах трубопровода, в которых есть возможность контролировать надежность стыковки и выполнять ремонт.
Источник: https://roma100471.ru/vodoprovod/svarka-otsinkovannyih-trub.html
Особенности и виды сварки оцинкованных труб
Оцинкованная сталь отличается отличными эксплуатационными качествами и низкой стоимостью.
Это делает ее универсальным материалом для создания различных конструкций, а также для прокладки коммуникаций. Для соединения элементов конструкций чаще всего используется сварка оцинкованных труб.
Процесс соединения элементов обладает рядом особенностей, которые необходимо учитывать для швов высокого качества.
Особенности сварки оцинкованных труб
Технология сварки оцинкованной трубы заключается в нагревании места соединения до 1200 градусов. При этом цинк кипит и выгорает при температуре уже 906 градусов. Поэтому при сваривании оцинкованных элементов происходит выгорание защитного покрытия. Такой способ соединения элементов обладает рядом недостатков:
- В процессе сварки оцинкованное защитное покрытие испаряется. При этом выделяется опасный для здоровья газ. Если не следовать правилам безопасности, сварщик может получить серьезное отравление. Поэтому соединение оцинковки нужно проводить только в хорошо проветриваемом помещении. К тому сварщик должен использовать специальную защитную маску, респиратор и резиновые перчатки.
- Сварное соединение теряет защитное покрытие, поэтому в этом месте может образоваться коррозия.
- Интенсивная сварка приводит к образованию трещин и пор. Поэтому работу нужно проводить осторожно, чтобы прочность соединения не снизилась.
Чтобы избежать чрезмерного вспенивания материала в процессе сварки, рекомендуется обрабатывать стык соляной кислотой. Основным условием высокого качества сварочного шва является предотвращение испарения защитного слоя.
Больше о сварке оцинкованных труб можно узнать из видео:
Сварка оцинкованных труб при помощи газовой горелки
Технология сварки оцинкованной трубы с помощью газовой горелки позволяет сохранить цинковый слой. При этом работа выполняется в несколько этапов:
- Подготовка концов заготовки. На данном этапе они зачищаются, очищаются от жира и пыли.
- Нанесение флюсового слоя. Его нанесение позволяет защитить покрытие из цинка от испарения. Однако для этого флюс должен полностью покрывать шов в процессе сварки.
- Соединение заготовок. На этом этапе к месту соединения элементов прикладывается припой, который расплавляется для соединения деталей. Пламя должно быть точно направлено на шов. Важно не нагревать участки без защитного покрытия. Это может привести к снижению их защитных свойств, и их коррозии.
- Нанесение антикоррозийного состава. Его нанесение требуется в том случае, если в процессе сварки было нарушено защитное покрытие оцинкованных труб. Наносить специальный состав следует только после полного остывания конструкции.
Для эффективного и долговечного соединения оцинкованных труб рекомендуется применение флюса. Способ соединения элементов, покрытых цинком, потребует использования вдвое больше флюса, чем для обычных стальных изделий.
Особенности и преимущества сварки оцинкованных труб с применением флюса
Для надежной сварки оцинкованной трубы требуется тщательно подготовить концы заготовок, зачистив их до металлического блеска. При этом зачищать элементы нужно с внутренней и внешней поверхности. Предварительно заготовки необходимо прогреть.
Флюс необходимо нагреть до пастообразного состояния, после чего нанести его на место соединение элементов. Использование флюса позволяет взять на себя избыточное тепло, чтобы избежать испарения цинка с поверхности трубы. В процессе нагревания флюс меняет свой цвет. По этому изменению можно определить времени начала пайки.
Для выбора оптимального размера сопла горелки следует учитывать размер оцинкованной трубы. При диаметре трубы до 25 см и толщины 2-6 мм рекомендуется использовать сопла размером 1-2 мм. Если диаметр трубы превышает 25 см и 2-6 мм в толщину, то оптимальный размер сопла составляет 2-4 мм.
Если использовать слишком большое сопло, высока вероятность перегрева заготовки, что приводит к снижению антикоррозийных свойств шва.
К тому при перегреве цинк склонен к образованию пор, что снижает прочность и другие эксплуатационные свойства шва.
Но если выбрать сопло недостаточного размера, заготовки не разогреются до нужной температуры, что приведет к прилипанию к поверхности металла припоя.
Сварку оцинкованной трубы рекомендуется проводить с применением ацетиленокислородного пламени. Это обеспечивает избыток кислорода, который при плавлении припоя вступает в реакцию с кремнием, образовывая его оксид. Благодаря оксиду кремния предотвращается испарения цинкового слоя, что обеспечивает сохранения антикоррозийных свойств трубы.
После окончания сварочных работ шов необходимо очистить от излишков пайки, а также промыть трубу с помощью жесткой щетки. Работу следует проводить осторожно, чтобы не повредить цинковое покрытие. Если выполнить сварочные работы с использованием флюса правильно, можно получить сварочное соединение высокого качества, которое не требует дополнительной защиты от коррозии.
Ручная электродуговая сварка оцинкованных труб
Для предотвращения образования в шовном соединении пор и микротрещин, сварка оцинкованных труб может проводиться при увеличенном токе за более короткий промежуток времени.
Для выполнения таких соединений потребуется использование специальных электродов. Их выбор зависит от марки стали.
К примеру, для высокоуглеродистой стали используются электроды с рутиловым покрытием, а для низколегированной стали – с основным покрытием.
Использование электродов с рутиловым покрытием обладает рядом значительных преимуществ:
- отсутствие брызг при сварочных работах, что минимизирует потери материала;
- наличие в составе электродов оксида титана делает зажигание дуги быстрым и простым;
- высокое качество сварочных соединений, отсутствие дефектов и прочность.
Покрытие таких электродов может содержать порошок железа. Такие электроды способствуют повышению устойчивости защитного покрытия к растрескиванию.
Использование ручной электродуговой сварки потребует от мастера хотя бы небольшого опыта. Помимо выбора оптимального вида электрода, сварщик должен точно рассчитать время сварки, чтобы предотвратить повреждение цинкового слоя трубы.
На мощность дуги влияет не только покрытие электрода, но и его толщина. Если выбрать слишком толстый электрод, выданная им дуга может привести к прожогу материала.
А если использовать электроды слишком тонкого диаметра, сложно получить шов достаточной толщины и крепости. Чаще всего для сварочных соединений используются трубы со стенками толщиной 1,5-5 мм.
Для их соединения лучше всего применять электрод, диаметр которого составляет 2-3 мм.
Особое внимание следует уделить не только типу и размеру электрода, но и времени его нахождения на поверхности свариваемого материала.
Слишком медленное выполнение работы может привести к прожогу трубы, а слишком быстрая работа – к недостаточной прочности сварочного соединения.
Поэтому так важен практический опыт сварки оцинкованных труб. Определить оптимальную скорость можно только опытным путем.
Обработка труб антикоррозийным составом
После завершения сварочных работ следует обработать шовное соединение специальным антикоррозийным составом. Для надежной защиты соединений оцинкованных труб такие средства должны обладать следующими параметрами:
- высокий показатель сцепления с металлической поверхностью;
- простота нанесения;
- отличный показатель защиты оцинкованного покрытия от окисления.
В качестве антикоррозийного покрытия можно использовать специальную краску, в состав которой входить цинковая пыль. Данный состав легко нанести. Благодаря наличию в его составе неомыляемых компонентов, он хорошо держится на вертикальной поверхности. Еще одним эффективным способом защиты шва от коррозии является наплавка цинковой или цинково-кадмиевой проволоки.
Выбор электродов для сварки оцинкованных труб
Качество сварочного шва зависит от выбора оптимального вида и размера электродов. При выборе следует учитывать, что для качественного соединения элементов труб работы следует проводить достаточно быстро, чтобы цинковое покрытие не успело испариться с поверхности материала.
Выбор электрода в зависимости от толщины металла
Оптимальным решением для сварки оцинковки является рутиловые электроды. Их использование минимизирует разбрызгивание материала. Для улучшения качества сварочного шва и минимизация риска возникновения трещин при сварке рекомендуется добавление некоторого количества железного порошка.
Основные правила сварки оцинкованных труб
Чтобы обеспечить высокое качество соединения элементов, крайне важно соблюдать основные правила проведения сварочных работ. В процессе сварки необходимо следить за состоянием защитного покрытия. Металл не должен перегреваться, иначе цинк с его поверхности испарится, что приведет в дальнейшем к коррозии.
К другим правила сварки оцинкованных труб относится:
- Перед сваркой труб места их соединения необходимо тщательно очистить с помощью металлической щетки, а также обезжирить. Для защиты цинкового покрытия от испарения в процессе нагревания следует нанести на него флюс. Его количество должно быть в два раза больше, чем при пайке обычных стальных труб.
- При соединении труб, толщина которых составляет менее 3 мм, специальной подготовки не требуется. Достаточно сделать гарт и скосы.
- При регулировке газового пламени следует учитывать, что в идеале процесс сварки оцинковки проводится при избытке кислорода.
- При выборе оптимального размера горелки необходимо учитывать, что он должен быть на 1-2 размера меньше, чем при соединении стальных труб.
- Перед соединением заготовок их нужно прогреть.
- При плавлении припой должен быть установлен так, чтобы пламя горелки попадало на него, а не на материал.
- После завершения сварочных работ необходимо удалить слой флюса.
- Если при сварке не использовался флюс, дополнительно нужно покрыть сварочные швы антикоррозийным материалом.
Выбор электродов для сварки
Сварка оцинкованных труб требует хотя бы начальных знаний и практических навыков. Если не выполнять основные правила соединения оцинковки, можно повредить защитное покрытие, что приведет к нарушению эксплуатационных характеристик труб. Высокая квалификация сварщика крайне важно не только для газовой, но и для электродуговой сварки.
Источник: https://viascio.ru/materialy/truby/vidy-svarki-otsinkovannyh-trub
Творческая работа учащихся на тему: Технология соединения оцинкованных труб сваркой — статья на конференцию

Технология соединения оцинкованных труб сваркой
Русак Виктор Сергеевич
ГБПОУ «Катайский профессионально- педагогический техникум»
Профессия «Мастер жилищно-коммунального хозяйства»
102 группа, 1 курс
Оцинкованные трубы часто используются для различных коммуникаций. Но такие трубы довольно проблематично соединить друг с другом, используя резьбу.
Причиной этому послужили особенности материала, из которого изготовлены трубы.
Использование оцинкованных труб с резьбовым соединением – явление очень редкое, так как стоимость выполняемых работ в таком случае вырастет в разы. Часто для соединения оцинкованных труб применяется традиционная сварка.
Однако сварка оцинкованных труб запрещена положением п. 4.6. СП 73.13330.2012 «Внутренние санитарно-технические системы зданий. Актуализированная редакция СНиП 3.05.01–85». Нужно отметить, что это отнюдь не праздная прихоть разработчиков документа.
Действительно, что собой представляет процесс сварки оцинкованного металла и какие проблемы возникают при этом.
Сварка оцинкованного металла – это специфический процесс. Под воздействием высокой температуры сварочной дуги цинк переходит в газообразное состояние. Так как пары цинка очень вредны, вероятность отравления парами цинка при сварке весьма вероятна.
По действующим нормам рабочее место сварщика, работающего с оцинкованным металлом, должно быть оборудовано высокопроизводительной местной вентиляцией.
Несоблюдение норм и правил техники безопасности при сварке оцинковки может привести к временному удушью, а постоянный контакт с парами цинка вызывает хронические заболевания органов дыхания.
Также следует отметить, что при сварке оцинкованного металла необходимо придерживаться соблюдения специальных технологий работ.
· Обязательно необходимо очистить от слоя цинка околошовную зону, поскольку пары незачищенного цинка при выполнении сварочных работ растворяются в металле.
После застывания металла появляются межкристаллизационные трещины, и цинк концентрируется по границам зерен основного металла. В результате такое соединение будет крайне хрупким и непрочным.
Если технологически не представляется возможным удаление цинка с поверхности стыка, то сварка оцинкованной стали осуществляется электродами со специальным флюсовым покрытием.
· Можно увеличить сварочный ток, одновременно увеличив зазор между свариваемыми деталями. Однако нужно понимать, что данные мероприятия эффективны при толщине цинкового слоя до 15 микрон.
· Существует техника предварительного выжигания цинка электродом (возвратно-поступательные движения электродом по оцинкованной поверхности). Эта техника результативна при цинковом слое до 40 микрон. Если слой толще, то сварка оцинковки подразумевает обязательную зачистку поверхности для получения шва без дефектов.
Из всего перечисленного выше даже неспециалист может прийти к заключению, что работы по сварке оцинкованного металла (трубы) – это высокотехнологичный процесс, требующий определенных материальных и временных издержек, а также высокой квалификации персонала, выполняющего данный вид раб
В наше время многие отрасли промышленности и строительства достаточно часто применяют оцинкованную сталь, которая считается превосходным конструкционным материалом. Такая сталь стойкая к воздействию коррозионных процессов и при этом стоит сравнительно недорого.
Помимо этого, оцинкованные трубы имеют весьма привлекательный внешний вид, что позволяет применять их в различных дизайнерских задумках. Для соединения оцинкованных труб практически во всех случаях используют сварку.
Сварка оцинкованных труб — дело несложное, но имеющее свои определенные нюансы, с которыми следует ознакомиться перед началом сварочных работ.
Сегодня оцинкованные трубы часто используются в сооружениях коммуникации. Но такие трубы довольно проблематично соединить друг с другом, используя резьбу. Причиной тому являются особенности материала, из которого изготовлены такие трубы. И поэтому оцинкованные трубы с резьбовым соединением — явление очень редкое, потому что стоимость выполняемых работ в таком случае в разы растет.
В большей степени для соединения оцинкованных труб применяется традиционная сварка. Хотя при этом может возникнуть опасность того, что в местах сварки цинковое покрытие труб может нарушиться, а это часто может привести к возникновению коррозии.
Цинк может обеспечить защиту небольших оголенных участков поверхности оцинкованных труб катодным путем (перенос на данные участки защитного слоя электрохимическим способом).
Если же такие участки крупных размеров, то катодный перенос становится достаточно проблематичным и не может гарантированно защищать поверхности от воздействия коррозии.
При сварке оцинкованных труб используется специальная технология, при помощи которой можно добиться соединений без нарушения цинкового покрытия труб. В место соединения труб наносится флюс, который нужен для обеспечения защиты от выгорания цинкового покрытия.
Такое покрытие под воздействием флюсового слоя, который предварительно разогревается до вязко-жидкого состояния, переходит в стадию расплавления, при этом не выгорая и не испаряясь. После сварки это обеспечивает высокую степень защиты от коррозионных процессов.
Таким способом можно пользоваться даже при сварке труб для водопровода. Исследования показывают, что флюс, который находится в середине трубы, не может оказать никакого пагубного воздействия на здоровье человека, поскольку он растворяется в воде.
Как и любой вид сварочных работ, сварка оцинкованных труб требует соблюдения мер предосторожности: место, где будет производиться сварка, должно быть оснащено системой вентилирования. Если этим пренебрегать, то сварщик может задохнуться парами цинка или получить заболевания органов дыхательной системы.
Поскольку температура кипения цинка равна 906 градусам по Цельсию, у него есть свойство интенсивного испарения во время сварочных работ. Во время интенсивного испарения цинк в момент сварки может попасть в сварочную ванну, вследствие чего в сварном шве образовываются кристаллизационные трещины и поры. Поэтому с мест проведения сварочных работ следует счищать цинковый слой.
Иногда возможности для удаления цинкового слоя нет и приходится работать методами, позволяющими получить правильный сварной шов. Если работать способом ручной дуговой сварки, то нужно позаботиться о правильном выборе электрода.
На углеродистых сталях при выполнении сварки наиболее подходящими будут электроды с рутиловым покрытием. Сварка стальных труб из низколегированных сталей проводится с электродами с основным покрытием.
Во избежание возникновения пор в сварных угловых и стыковых швах оцинкованных труб необходимо сократить скорость сварки и увеличить ток. Цинк не окажет большого влияния на характер швов лишь в условиях эксплуатации труб при положительных температурах.
Чтобы соединить оцинкованные трубы, не повреждая при этом слой цинка, используют метод пайки.
При этом шов имеет очень высокие характеристики (герметичность и антикоррозионная стойкость), стоимость и время монтажа в разы уменьшается.
Чтобы получить швы с помощью такого способа, нужно выбирать электроды и припой, покрытые флюсом. Обыкновенные оцинкованные трубы для водопроводов прекрасно свариваются с помощью обычного электрода.
Чтобы качественно произвести сварку оцинкованных труб, нужно следовать определенным правилам:
1. Во время сварочных работ нужно внимательно следить за цинком — он не должен перегреться. Такое условие необходимо для обеспечения эффективной коррозионной защиты.
2. Места, предназначенные для соединения оцинкованных труб, должны зачищаться до блеска металла и быть обезжиренными. Для защиты цинка при его нагреве нужно наносить на соединительные места флюсовый слой. Количество наносимого флюса должно быть больше в два раза количества флюса, необходимого для нормальной пайки.
3. Материалам с толщиной стенок меньше чем 3 мм, специально подготавливать кромку не требуется. Они должны иметь скосы и грат.
4. Горелка при сварке оцинкованных труб должна быть на один-два номера меньше, чем горелка для аналогичной сварки стальных труб.
5. Выставлять газовое пламя необходимо таким образом, чтобы оставался маленький избыток кислорода.
6. Все заготовки нужно обязательно предварительно подогреть на значительную ширину.
7. Пруток с нанесенным на него покрытием устанавливают в месте стыка и плавят огнем горелки. Огонь горелки должен направляться именно на пруток, а не на сам материал.
8. После завершения сварочных работ флюс нужно удалять.
Сама по себе сварка оцинкованных труб является довольно несложным процессом, но сварщик должен знать правила работы с таким непростым металлом, как цинк.
Для повышения стойкости шовного металла к образованию трещин при сварке оцинкованной стали необходимо снижать уровень кремния в шве с помощью применения специальных сварочных материалов.
По окончании сварки нужно покрыть защитным слоем поверхность шва и восстановить его на участках околошовной зоны, где он был нарушен. Слой защиты должен соответствовать следующим требованиям:
Хорошо держаться на основном металле.
Иметь высокую коррозионную стойкость (не ниже таковой у оцинкованного металла).
Возможность его выполнения рабочим без высокой квалификации и сложного громоздкого оборудования.
Таким покрытием может быть краска с содержанием по меньшей мере 94% цинковой пыли, изготовленная на основе смолистых неомыляемых связывающих синтетических веществ (хлорированный каучук, полистерин, эпоксидная смола и т.д.). Она с легкостью наносится кистью и не стекает на вертикальных плоскостях.
Также применяют наплавку цинковой проволокой, содержащей 99,99% цинка, или цинково-кадмиевыми прутками.
НЕДОСТАТКИ ОЦИНКОВАННЫХ ТРУБ
Проблемы с сохранением цинка во время сварки побуждают многих строителей переходить на более современные композитные материалы. К тому же, оцинковка проводится только с внешней стороны, а внутри проходит обычная сталь. Таким образом, уменьшается только внешний износ, а внутри трубу все равно разъедает ржавчиной.
Изначально оцинкованные детали подразумевалось соединять без использования тепловой обработки. Но затем были придуманы различные способы, позволяющие совершить и такую операцию. Стоит отметить, что качественно нанести цинк после его испарения или защитить металл от коррозии также хорошо, как это было сделано при производстве детали на заводе, уже не получится.
Цена сварки оцинкованных труб зависит от объемов работы. В целом процедура будет дороже стандартной сварки из-за необходимости использования дополнительных расходников.
Источник: https://nsportal.ru/npo-spo/metallurgiya-mashinostroenie-i-materialoobrabotka/library/2017/04/05/tehnologiya-soedineniya