
- Сварка полипропиленовых труб в труднодоступных местах
- Необходимый инструмент
- Способы сварки
- Работа с трубами в «неудобных» местах
- Пайка в углах
- Видео
- Паяем полипропиленовые трубы в труднодоступных местах
- Технология пайки электромуфтой
- Стержневой аппарат для сварки полипропиленовых труб
- Сварка и монтаж отдельной части системы трубопровода
- Спайка узла на весу
- Установка спаянного узла
- Как спаять и установить узел из полипропиленовых труб в штробу — видео-инструкция
- Монтаж полипропиленовых труб в труднодоступных местах своими руками
- Переходная муфта-американка
- Монтаж ППР труб с помощью муфты-американки
- Видео-урок монтажа труб с помощью переходной муфты
- Ремонт и пайка полипропиленовых труб в труднодоступных местах
- Как ремонтировать полипропилен в труднодоступных местах
- Технология пайки электро муфтой
- Переходная муфта американка
- Как устранить протечку труб самостоятельно
- Труба под напором
- Труба без напора
- Пайка полипропиленовых труб своими руками: необходимые инструменты и видео
- Инструменты и материалы для сварки труб
- Какие существуют методы пайки?
- Технология сварки
- Подготовительный этап
- Процедура пайки труб
- Особенности сварки армированных труб
- Пайка своими руками в неудобных местах
- Ошибки при сварке (пайке) полипропиленовых труб: что нужно знать?
- Немного о процессе пайки
- Ошибка #1 — грязь и вода на соединяемых элементах
- Ошибка #2 — неправильное позиционирование
- Ошибка #3 — неправильно подобранный материал
- Ошибка #4 — пренебрежение правилами монтажа
- Как правильно паять полипропиленовые трубы для отопления
- Технологические принципы пайки
- Правила стыковки
- Этапы работы
- Инструкции по работе с паяльником
- Соединение паяльным пистолетом
- Рекомендации мастерам
- Ошибки при пайке
- Видео-инструкции по пайке пластиковых труб
- Пайка полипропиленовых труб — подробная инструкция и секреты
- Соединение труб с использованием электрофитингов
- Холодная сварка
- Инструменты и материалы
- Таблица параметров и времени сварки
- Пошаговая инструкция
- Армированная полипропиленовая труба — как паять?
- Видео на тему
Сварка полипропиленовых труб в труднодоступных местах

При полной замене старых металлических труб на новые полипропиленовые нередко возникают сложности с их сочленением в местах, не совсем подходящих для проведения сварочных операций.
В том случае, если вы решили самостоятельно обновить трубопровод – вам следует ознакомиться с тем, как организуется сварка полипропиленовых труб в труднодоступных местах при наличии того или иного вспомогательного инструмента.
Необходимый инструмент
Прежде всего, отметим, что для получения трубных соединений хорошего качества вам потребуется специальное сварочное устройство – паяльник для труб из полипропилена с набором тефлоновых насадок.
Помимо этого для пайки полипропиленовых труб вам может потребоваться следующий рабочий инструмент:
- резак для полипропиленовых труб (иногда он входит в комплект с паяльником);
- средство для обезжиривания места пайки;
- ветошь, рулетка, напильник и линейка;
- уголок, нож, маркер или карандаш;
- набор фитингов.
Способы сварки
Пайка труб из полипропилена может производиться несколькими способами, выбор каждого из которых определяется рабочим диаметром трубных заготовок. При этом возможны следующие варианты:
- Стыковой способ сварки выбирается для труб со стенками толщиной более 4 мм и диаметром порядка 50 мм. В бытовых условиях применяется очень редко.
- Раструбный способ применяется для труб диаметром менее 40 мм. Требует наличия специального сварочного механизма с центрирующим устройством.
- Метод седельной пайки предполагает образование стыкового сочленения путём приварки к трубе под прямым углом специального раструбного седла. После просверливания седла к сочленению приваривается «продолжение» трубы, в результате чего получается своеобразный Т-образный переходник.
Работа с трубами в «неудобных» местах
Паять трубы в труднодоступных местах, естественно, несколько сложнее, чем на прямых трубных прогонах. При этом вам придётся затратить немало усилий для того, чтобы обеспечить благоприятные условия для работы на таких участках.
Все так называемые неудобные места можно свести к следующим вариантам:
- подпотолочное пространство;
- участки трассы, на которых проведение сварочных работ крайне затруднено (по причине стеснённых условий для размещения паяльника);
- пайка элементов трубопровода, расположенных в углах;
Далее мы рассмотрим каждый из этих случаев отдельно.
При работе с трубами, проложенными очень близко к стене, можно будет воспользоваться специальным приёмом, заключающемся в последовательном прогреве паяльником прямой и ответной частей формуемого соединения. При этом время их прогрева необходимо будет увеличить до таких значений, чтобы при работе с ответной частью нагретый ранее фланец прямой части заготовки не успевал остыть.
Пайка в углах
Заготовки для угловых трубных стыков всегда обрезаются только под прямым углом; при этом их концы обязательно должны зачищаться и обезжириваться. Для получения плавной линии проводки труб в угловых зонах рекомендуется использовать специальные угловые переходники и фитинги.
При формировании угловых участков труб, расположенных очень близко к стене, применяется уже описанный выше приём последовательного нагрева прямой и ответной части стыка. При этом очень важно с высокой точностью обозначить маркером глубину вхождения подводящих труб в тело монтируемого углового элемента.
В заключение отметим, что оформление стыков труб из полипропилена в «неудобных» местах потребует пристального внимания и большой точности действий.
При малейшем отклонении формы стыка от нормального вида (при искривлении, например) следует срочно заменить его на новый.
Специалисты советуют во время работы в сложных местах не отключать сварочный аппарат от сети, держа его всё время во включенном состоянии. Предоставленное ниже видео поможет лучше разобраться в технологии пайки труб.
Видео
В этом видео показано как паять полипропиленовые трубы в труднодоступных местах:
В этом видео показано как производится сварка полипропиленовых труб в труднодоступных местах без паяльника:
Источник: https://www.stroitelstvosovety.ru/svarka-polipropilenovyh-trub-v-trudnodostupnyh-mestah
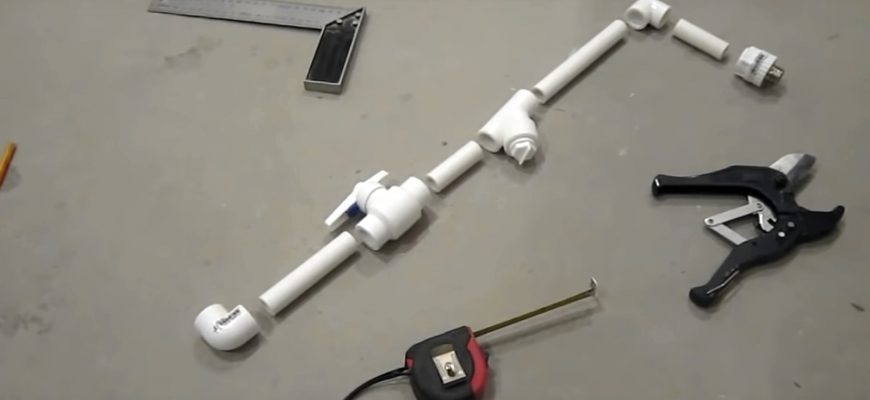
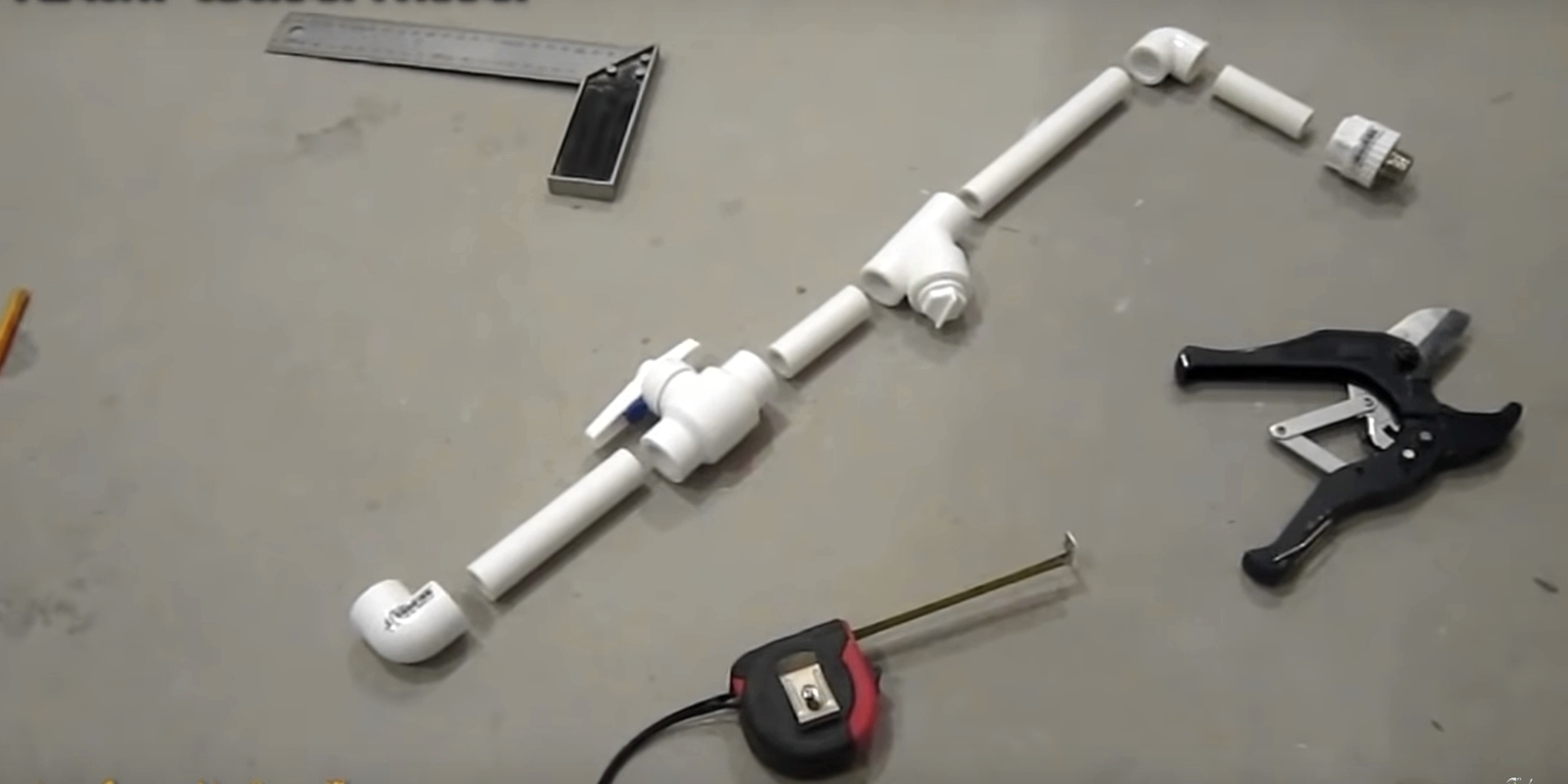
Паяем полипропиленовые трубы в труднодоступных местах

Пайка полипропиленовых труб своими руками — процесс технически несложный, но требует точности и соблюдения повышенных мер безопасности. В обратном случае можно снизить срок службы полимерной системы в несколько раз.
При сварке узлов и соединительных элементов в труднодоступных местах всегда начинайте с более сложного участка. Для пайки в наиболее сложных участках – используйте американку.
Для этого вам понадобятся основные инструменты для пайки труб из ППР (полипропилена):
- аппарат для сварки (утюг или паяльник) с насадками различного диаметра (электромуфта или стержневой аппарат);
- специальные ножницы (труборез). Обрезать трубы можно и болгаркой/ножовкой, но после обязательно зачистить края;
- торцеватель или зачистка/шейвер (можно не использовать с армированной трубой из стекловолокна).
В процессе монтажа также понадобятся ключи для завинчивания, перфоратор, болгарка и другие инструменты.
Обратите внимание, что, независимо от используемого «паяльника», технология подразумевает соединение труб через элементы:
- муфты;
- фитинги;
- шаровые краны;
- резьбовые переходы;
- 900 или 450 уголки;
- тройники и т. п.
Технология пайки электромуфтой
Электромуфта — самый распространённый аппарат для пайки. «Утюг» прост в эксплуатации, но имеет свою технологию:
- Подключая сварочный аппарат к электросети, убедитесь, что у вас достаточно места для «манёвров» — ничего не должно мешать. Плюс среда, в которой вы проводите работы, не должна быть ниже +10 ℃, иначе вы не успеете качественно зафиксировать элементы.
- «Паяльник» необходимо расположить на твердой поверхности, вдали от легко воспламеняющихся предметов.
- Сначала рекомендуется сварить большие цепи/узлы труб, которые реально вмонтировать в стены, а остальные соединения уже паять на весу. Чтобы распределить план действий – составьте чертёж.
- Проверьте, стыкуются ли муфта с трубой перед нагревом. Если да, то должного соединения не будет, и данное место будет протекать. Поэтому элементы следует заменить. Чтобы исключить несостыковку, необходимо выбирать трубы и соединители одного и того же производителя.
- Разрезать трубу до нужной длины можно с помощью специальных ножниц, а армированную трубу удобнее – болгаркой. Разрезать необходимо точно под углом 90 градусов.
- Зачистите поверхность трубы для устранения неровностей.
- Оденьте нужную насадку на прибор. Насадки определяются согласно диаметру полипропиленовых труб.
- Установите температуру «утюга» на 260 ℃. Этот параметр на дорогостоящих аппаратах для пайки определяется автоматически самим прибором, но только после указания диаметра трубы из ППР. Когда «паяльник» полностью нагреется — загорится сигнальная лампочка. Более дешёвые приборы нагреваются примерно за 15 минут.
- Надеваем на насадку фитинг и трубу. Согласно книжному руководству, это делается поочерёдно, но на практике провернуть сложно. Поэтому надевать лучше одновременно. Для удобства необходимо встать на колени и зажать между ногами «утюг».
- Греть фитинг и трубу необходимо в зависимости от диаметра материала:
- 16 и 20 – 5 сек;
- 25 и 32 – 8 сек;
- 40 – 12 сек.
- Вставлять трубу ППР в насадку нужно до конца. Если вы не уверены, то можно наметить карандашом на сколько она должна войти на трубу.
- Не крутите и не проворачивайте элементы при разогреве – пайка будет некачественной. Но небольшие (совсем незначительные) повороты допустимы.
- После нагрева снимается труба, а затем фитинг. Элементы соединяются и фиксируются в течение 20 сек (неподвижно!). После снятия с прибора у вас есть не более 5 сек на состыковку, по истечении этого времени пайка может быть некачественной.
- Если вам предстоит сварка трёх или более элементов, закреплённых в трубопроводной системе (например, нужно разрезать уже вмонтированную трубу и вставить фитинг-кран):
- необходимо разрезать трубу, предварительно отметив места среза;
- зачистить элементы и вытереть обезжиривателем/сухой тряпкой;
- проверить, чтобы кран не мешал при закрытии/открытии;
- сначала спаиваем фитинг и трубу с одной стороны (с правой);
- переходя к спайке цепи с другой стороны, нужно сначала разогреть кран (причём на 5 сек дольше), а потом нагреть трубу (на 3-4 сек меньше);
- состыковываем элементы;
- так как цепь на весу, для удобства разогрева фитинга, надавливаем на «утюг» подручными материалами (например, ножницами).
- Фиксировать ППР трубы горизонтально можно с помощью клипс, а вертикально посредством трубного хомута.
После проведения сварки рекомендуется протирать поверхности насадок обезжиривателем или спиртом для удаления остатков материала.
Учтите, что при перегреве проходные отверстия полипропиленовых труб и фитингов заплавляются, а при недогреве – элементы не соединятся как следует и будут протекать.
Стержневой аппарат для сварки полипропиленовых труб
Стержневой аппарат для сварки используется преимущественно для труднодоступных мест, а также при повреждении (просверливании) труб. Прибор имеет более удобную конструкцию для непосредственной работы под любым углом и на весу.
Производителями разработан специальный ремонтный набор при просверливании отверстий в ППР трубах. В него входят ремонтные полипропиленовые стержни и специальные насадки. При повреждениях данного типа необходимо:
- Надеть на «паяльник» специальную насадку (стандартна для ремонта труб всех диаметров).
- Включить прибор и разогреть до 260 ℃.
- Просверленное отверстие в трубе необходимо расширить сверлом диаметром в 10 мм.
- Зачистить поверхность от заусенцев и наплавленных частей.
- На ремонтном стрежне наметьте глубину, на которую он будет вставляться в ремонтируемую трубу. Элементы не должны состыковываться.
- Очистите поверхность ремонтируемой трубы обезжиривателем или спиртом, дайте просохнуть несколько минут.
- Насадкой разогревайте поверхности ремонтируемой трубы и вставляемого стержня одновременно в течение 5 сек.
- Не проворачивая, соедините элементы между собой и удалите остаток стержня.
Метод пайки стержневым аппаратом в стандартных условиях не отличается от сварки с помощью других аналогов.
Сварка и монтаж отдельной части системы трубопровода
При монтаже отдельной части трубопровода (узла/магистрали):
- отмерьте и отрежьте необходимый размер труб;
- сварите цепь на фиксированной поверхности, а потом установите в запланированный участок. То есть сначала паяем узел, а потом соединяем его на весу с другими участками;
- в наиболее труднодоступных местах используйте американки.
Спайка узла на весу
Паяем трубы на весу:
- определите, какая сторона наиболее трудная для спайки на весу и начните с неё;
- первоначально варится труба и соединительный элемент/узел с одной стороны по стандартным меркам, соблюдая установленное время для пайки;
- затем (с другой стороны) разогревается сперва соединительный элемент, причем дольше на пару секунд, а уже после греется труба на пару секунд меньше, чем обычно (по сути вы отдаёте время на разогрев трубы соединительному элементу).
Паять на весу детали сложно, поэтому для разогрева рекомендуется надавливать на элементы подручными средствами (специальными ножницами и т.п.). Лучше для пайки на весу пригласить помощника.
Установка спаянного узла
В первую очередь варится необходимый узел на твёрдой поверхности. Когда он готов, переходим к соединению с уже вмонтированными трубами:
- наметьте карандашом участки среза на работающей магистрали. Не надо вырезать участок под весь фитинг или другой соединительный элемент. Необходимо учесть, что в него будут вставляться трубы (к примеру, кран размером в 10 см, отверстия для соединения с трубами занимают 4 см в общем, тогда вырезать необходимо 6 см трубы);
- разрежьте установленные трубы с обеих сторон специальными ножницами;
- очистите трубы обезжиривателем, высушите от воды;
- зачистьте элементы;
- приступайте к сварке узла. Начинайте с более трудного места.
Паять узел с другими цепями трубопровода сложно, поэтому без помощи вам не обойтись.
Как спаять и установить узел из полипропиленовых труб в штробу — видео-инструкция
Перед непосредственным монтажом, необходимо подготовить штробы. Это выполняется при помощи круга по бетону, установленного на болгарку или других инструментов. Разметьте поверхность, где будут штробы. Надрезы осуществляются на глубину около 2-3 см (учитывайте диаметр трубы) и выбиваются молотком, стамеской, перфоратором и т. п.
Технология:
- Сварите необходимый узел вне штробы, а потом вмонтируйте в отверстия.
- Для исключения повреждений, ППР трубы можно замотать в строительный скотч, но для полной защиты рекомендуется оболочка/изоляция из вспененного полиэтилена.
- При переходе от металлических узлов, для соединения, используйте переходную муфту или американку.
- Чтобы магистраль не двигалась при расширении труб – закрепите специальными коленными конструкциями (металлическая поверхность с хомутами). Деталь сначала крепится к поверхности стены и прикручивается гайками, а потом фиксируется с трубопроводом.
- Зафиксируйте трубы с помощью клипс или трубного хомута, особенно в наиболее ненадёжных местах.
- Заделайте отверстия.
Монтаж полипропиленовых труб в труднодоступных местах своими руками
Переходная муфта-американка
Для соединения узлов из полипропилена, особенно в сложных местах, используется преимущественно «американка» (особенно углового исполнения). Эта муфта легко состыковывает необходимые отрезки труб, когда цепи уже вмонтированы в общий трубопровод. Плюс участок с данной деталью можно часто разбирать и собирать.
Профиль «американки» — это состыковка двух участков трубопровода или переход на трубу иного размера в диаметре. С одной стороны, деталь прикручивается/припаивается/приваривается, а с другой – разборное соединение американка (по-другому, быстроразъемная резьбовая гайка).
Для соединения выбирают «американки» следующих видов:
- с внутренней резьбой;
- с наружной резьбой;
- муфта с наружной и внутренней резьбой.
По типу конструкции муфта-американка бывает:
По виду резьбовых стыков:
- плоская (цилиндрическая);
- конусная (создаёт наиболее качественное соединение).
Наиболее популярны для монтажа в труднодоступных метах угловые «американки».
Монтаж ППР труб с помощью муфты-американки
При установке «американки» с металлическим узлом необходимы прокладки/уплотнители:
- полиуретановые;
- паронитовые;
- резиновые;
- тефлоновая нить или паста и т. п.
Плюс для закручивания муфты в процессе монтажа необходим шестигранник, натяжной ключ (обычный или с лентой) или цилиндр с выборками под зацепы.
Методы монтажа муфты:
- «Американка» для ППР сваривается/паяется. Метод соединения стандартный – «паяльником».
- Затягивается инструментом на металлической части. При затягивании используются уплотнители.
Видео-урок монтажа труб с помощью переходной муфты
Монтаж или ремонт полипропиленовых труб не имеет больших сложностей в работе. Главное — придерживаться температурного режима при нагреве и времени состыковки элементов. Плюс при ремонте необходимо начинать с более труднодоступных мест. Не забывайте также фиксировать магистраль клипсами или другими деталями, чтобы трубопровод не сорвало при увеличении давления.
Если у вас есть комментарии или советы по улучшению монтажа ППР труб поделитесь с нами!
Источник: http://ProTryby.ru/payaem-polipropilenovye-truby-v-trudnodostupnyh-mestah
Ремонт и пайка полипропиленовых труб в труднодоступных местах
Многим кажется, что ремонтировать конструкции из полипропилена – это несложно. Но так происходит ровно до тех пор, пока ремонт и пайку полипропиленовых труб не потребуется провести в труднодоступных местах. Набор инструментов и знаний позволят решить эту задачу.
Понадобится паяльник, или как его еще называют утюг с насадками. Существует мнение, что при ремонте трубопровода в труднодоступном месте снимается весь узел. Но можно заменить именно ту часть, которая имеет повреждения.
Как ремонтировать полипропилен в труднодоступных местах
Работы с ПП не такие сложные, как кажется на первый взгляд. Но проблемы возникают, когда пайка труб происходит в труднодоступных местах. В них нет достаточного пространства. Здесь прибегают к различным хитростям.
- Поверхность необходимо обезжирить. Сделать это можно раствором. Тряпкой или салфеткой такой раствор наносится на поверхность. Затем, когда он подсыхает, можно переходить к следующим действиям.
- Паяльник необходимо разогреть заранее. Рабочая температура составляет 260 градусов. Хорошие приборы, которые дорого стоят, очень быстро достигают такой температуры. Буквально за пять минут. Более экономичным моделям паяльников на этот процесс понадобится 10-15 минут. Перед разогревом устанавливают насадки.
- Когда инструмент разогрет, вставляется конец трубопровода и фитинга одновременно в насадки. После нагрева происходит их стыковка. Какое-то время нужно подождать, чтобы все «схватилось».
- Таким же образом спаиваем все остальное. Бывают ситуации, когда нет возможности нагреть оба края одновременно. Тогда берем внутренний фитинг, и нагреваем его подольше.
Бывает так, что необходимо заменить участок повреждения. Тогда его предварительно вырезают секаторами ножницами. Сделать это можно следующим образом:
- Перекрывается вода, которая подается на поврежденную территорию. Кран для перекрытия всегда есть. А в современных системах водоснабжения перекрывается каждый участок.
- Секаторами ровно, под углом 90 градусов срезаются повреждения.
Технология пайки электро муфтой
Способ применим для конструкций, диаметр которых начинается от 20 мм и выше. Перед началом проводятся подготовительные работы. Затем поверхность зачищается от жира и грязи и происходит непосредственно сварка.
Весь процесс состоит из этапов:
- Проверка оборудования. Перед началом работы проверяется исправность, чтобы неисправности не обнаружились во время сварочных работ.
- Подготовить все инструменты и рабочую площадь.
- Ровно отрезать концы. Обрезка концов трубопровода должна производиться строго под углом 90%.
- Свариваемые края трубопроводов должны быть обезжирены. Сделать это можно с помощью влажных безворсовых салфеток, уайт-спирита, растворителя. Перед свариванием необходимо дождаться пока обезжиривающее вещество испарится. Удалить необходимо и лишний оксидный слой, снять необходимые фаски.
- При сильной деформации, убирается овальность с краев. Делается это гидравлическими зажимами.
- Детали зажимаются в позиционере. Это придает им устойчивость. При охлаждении движение исключено, значит, обеспечено ровная спайка друг с другом.
- Сварка электро муфтой.
- Охлаждение сваренного.
- Снятие всех креплений и протирка от грязи. Возможно зачистка торчащих частей материала.
Переходная муфта американка
Придуманный в США классический фитинг с гайкой называется «американка». У него есть много преимуществ. Главное из них это, что для работы с ним не требуется много пространства. Поэтому на сложных участках при работе с полипропиленовой трубой используйте американку.
- Легко устанавливается, снимается, можно оперативно с ее помощью перекрывать участки для частичной замены.
- Обеспечивает хорошую герметичность.
- Возможна установка таких фитингов в труднодоступных местах.
У американок много разновидностей, они отличаются не только размером. Бывают фитинги с наружной, внутренней резьбой, смешанные. Могут быть изготовлены американки из разного материала. Такие изделия делаются из латуни, стали, других металлов. В одном изделии могут применяться разные металлы.
Изделия по назначению могут отличаться. Бывают муфты представляющие собой двухсторонний фитинг. Изготавливают тройники, крестовины, заглушки, переходники разного диаметра.
Как устранить протечку труб самостоятельно
При обнаружении протечки многие пытаются выполнить самостоятельный ремонт этой протечки полипропиленовой трубы. В основном возникают неисправности следующего характера:
- Износ прокладок. В результате появляется течь. Замена прокладки помогает ее устранению.
- Нарушение герметичности. Если соединение резьбовое, то самостоятельно заменить его будет несложно. Достаточно приобрести в магазине сантехники такую же деталь и поменять ее.
- Спайка узла на весу — В этом случае можно применить такой нехитрый прием: нагреть паяльник, отсоединить насадку, с помощью разводного ключа горячую насадку одеть на трубу. Далее снять насадку и произвести соединения.
- Установка готового спаянного узла — Бывает что нужно спаять узел на месте нет возможности, и тогда спаиваем требуемую деталь. А уже после заменяем им повреждённый участок трубы.
Труба под напором
Иногда требуется устранить течь полипропиленовой трубы под давлением воды. Не всегда будет возможность перекрыть подачу воды. Итак, чиним стык ПП в водопроводной или отопительной системе под напором. Есть несколько способов. Сначала следует указать наиболее эффективные.
- Установка хомута. На повреждения накладывается резиновое уплотнение и стягивается хомутами.
- Специальный клей. Современные технологии помогают в решение этой проблемы. Клей быстро схватывается, если есть возможность, можно им воспользоваться.
- Небольшие течи устраняют вкручиванием самореза с резиновой прокладкой.
- Бинт, пропитанный цементом, накладывается на повреждения. Сверху все замазывается раствором. Подойдет такой способ для устранения небольшой течи.
Труба без напора
Для ремонта без напора воды, может потребоваться замена. Делается это путем установки резьбовым соединением нового механизма, либо пайкой. При спаивании их концы и поверхности насадок обрабатываются обезжиривателем.
После того, как обнаружилась течь, вода перекрывается. В современных системах водоснабжения есть возможность перекрывать отдельные участки. Далее ремонтируем стык в безнапорной системе.
- Отсоединяем повреждения.
- Если можно заменить в нем какую-то деталь, это будет идеальный вариант, меняем.
- При невозможности замены приобретается и собирается другая.
- Затем монтируем уже исправленное.
Источник: https://vodatyt.ru/plastikovye-truby/remont-v-trudnom-meste.html
Пайка полипропиленовых труб своими руками: необходимые инструменты и видео

Сегодня многим приходится сталкиваться с заменой старых труб. Такую работу можно научиться делать своими руками. В настоящее время прекрасной альтернативой конструкциям из металла и чугуна являются полипропиленовые трубы. Причем даже если они будут соединены неправильно, муфты помогут переделать все недоделки.
Подобные изделия прослужат около 20 лет, к тому же они отличаются высокой прочностью. Еще такой функциональный и современный материал, как полипропилен не плесневеет и не ржавеет, поскольку не подвержен коррозии. Да и красить их не придется.
Эти изделия делятся на следующие категории:
- Для устройства холодного водоснабжения используют PN 10. Еще допускается их применение в теплых полах при температуре воды до 45°C. В них рабочее давление не должно превышать 1 МПа;
- Наиболее прочным вариантом для разводки такого водоснабжения считается PN 16. Данные конструкции допустимо монтировать в центральной отопительной сети низкого давления;
- Универсальные полипропиленовые трубы, маркированные как PN 20, применяют для транспортировки низкотемпературных жидкостей. Они могут выдерживать давление до 2 МПа при температуре жидкости до 80°C, что позволяет устанавливать их в системах отопления и горячего водоснабжения;
- Трубы PN 25, армированные алюминиевой фольгой, выдерживают давление до 2,5 МПа при температуре до 95°C.
Инструменты и материалы для сварки труб
При осваивании технологии пайки полипропиленовых изделий своими руками, необходимо запомнить, что такой материал нельзя соединять стык в стык. Для скрепления отдельных элементов водопровода используют специальные соединители.
Например, конструкции скрепляют с помощью муфт, чтобы получился прямой участок, а для их поворота применяют уголки 45° или 90°. Кроме этого, может понадобиться обводной элемент, имеющий вид изогнутого участка трубы. Он необходим в местах пересечения трубопроводов.
Помимо соединителей и поворотов, при прокладке отопительных и водопроводных систем, используют разные резьбовые переходы и тройники. Они нужны для установки разнообразного оборудования и подключения труб к водопроводным сетям, произведенным из других материалов.
При покупке изделий из полипропилена размер надо выбирать тот же, что и у старых труб, в противном случае могут появиться трудности с их монтажом.
Выполнить сварку несложно, но для работы потребуется паяльник, который еще называют утюгом. Однако стоит подобный аппарат дорого. С его помощью расплавляют концы соединяемых конструкций. Большинство моделей имеет три разъема для полипропиленовых труб разных диаметров.
К паяльнику прилагается инструкция. Перед работой ее следует обязательно изучить. Более того, в ней есть температурные и временные таблицы выдержки, а еще правила соединения изделий с фитингами. Резку полипропиленовых труб осуществляют резаками, иногда они идут в комплекте с паяльником.
Какие существуют методы пайки?
Выполнять сварку полипропиленовых конструкций своими руками можно разными способами:
- Раструбный вариант. Считается приемлемым для труб, диаметром меньше 40 мм. Для работы понадобится сварочный аппарат с насадками и центрирующим прибором;
- Способ седельной сварки. Такой вариант подразумевает создание стыкового соединения приваркой к трубе раструбного седла под прямым углом. К сочленению после его просверливания припаивается продолжение трубы, в итоге выходит Т-образный переходник;
- Стыковая пайка. Используется, если диаметр изделий превышает 50 мм, а их стенки имеют толщину больше 4 мм. Данный метод редко применяется в частном строительстве.
Технология сварки
Подготовительный этап
Сначала срезаются старые трубы. Для этого применяют ножовку и болгарку. Поскольку сварочный аппарат нагревается до слишком высоких температур, необходимо заранее вынести из комнат все паласы и коврики. Работы проводить рекомендуется в проветриваемом помещении. Вот почему надо перед сваркой открыть окна, а в летний период и двери.
Крепежи фиксируют на стену, оставляя промежуток между ними в 40—45 см, так как трубы должны быть качественно закреплены. Можно использовать крепежные элементы со специальной защелкой или открытого типа.
Перед тем как приступить к соединению отрезков полипропиленовых изделий, нужно хорошо проследить за их размерами. Для этого надо составить водопроводную разметку с замерами длины труб. Потом при чистовой сборке водопровода следует принимать во внимание тот факт, что они при нагревании укорачиваются приблизительно на 1—1,2 мм.
Надо очень аккуратно соединять фитинг и трубы. Лучше применять угольники, линейки, отвесы и другие инструменты, повышающие точность работы.
Также нужно обращать внимание на внешний вид стыков. Когда нагревают соединяемые концы на небольшом расстоянии от края трубы, появляется кольцо. Причем его размер должен быть везде одинаковым.
Для пайки изделий диаметром 20 мм нужно делать отметку на расстояние 15 мм от конца трубы. Таким образом, получится создать единообразные и аккуратные соединения.
Процедура пайки труб
Перед тем как включить паяльник, его следует поставить на ровную и негорючую поверхность, а также установить насадки нужного размера. Придется подождать, пока он нагреется до 210—260°C.
Следует помнить, что на срезах элементов, которые будут стыковаться, не должно быть никаких неровностей и заусенцев. Когда на приборе загорится индикатор, указывающий, что достигнута требуемая температура, в насадки вставляются детали. Правда, придется приложить немного усилий. По мере нагрева они начнут смещаться вглубь, пока не достигнут упора.
Элементы надо быстро снимать и скреплять между собой. При этом их запрещается шевелить и вращать, чтобы не испортить качество соединения. Ко всему прочему, детали нельзя перегревать, поскольку из-за этого внутренний слой трубы может деформироваться. Все это в результате будет мешать нормальной эксплуатации.
Соединенные детали после пайки оставляют на 5 минут до полного остывания. Затем их можно использовать для последующего крепления.
Особенности сварки армированных труб
Армированные изделия, имеющие внутренний слой из стекловолокна или алюминия, обладают улучшенными техническими параметрами по температуре и рабочему давлению. Именно по этой причине их часто применяют для ГВС и систем отопления.
При пайке такой конструкции своими руками сначала с края удаляют алюминиевую оболочку и внешний полипропиленовый слой на требуемую длину скрепления элементов. Сделать это можно острым ножом или специальным резаком. Но для сварки армированных труб из стекловолокна, эту процедуру не выполняют.
Пайка своими руками в неудобных местах
Труднее всего паять соединения труб огромных размеров в труднодоступных местах. Чтобы выполнить качественное скрепление, элементы заранее следует зачистить и обезжирить. Для плавных изгибов применяют фитинги.
Сварку в труднодоступных местах выполняют, как правило, сварочным аппаратом с угловой насадкой. Вообще, оформление стыков полипропиленовых труб в неудобных местах требует большей точности и пристального внимания. Ведь даже при небольшом отклонении, например, при искривлении стыка, придется все переделывать.
Опытные мастера рекомендуют в сложных местах аппарат для сварки не отключать, его лучше держать включенным. Видео поможет лучше понять технологию сварки труб из полипропилена.
Если пайка сантехнических узлов осуществляется впервые, и отсутствуют навыки подобной работы, тогда желательно подстраховаться и материалы для монтажа закупить с запасом.
Источник: http://stoki.guru/truby-i-fitingi/polipropilenovye-truby/montazh-polipropilenovyh-trub-svoimi-rukami-metody-payki-i-video.html
Ошибки при сварке (пайке) полипропиленовых труб: что нужно знать?

Со стороны кажется, что в сварке полипропиленовых труб ничего особо сложного нет: нагреть, соединить, остудить — готово.
Однако на практике выясняется, что в этом деле существует масса важных моментов, которые влияют на качество соединения труб и фитингов. Пренебрежение этими нюансами приводит к различным огрехам, вызывающим закупорку, протекание труб и другие проблемы.
Часть ошибок обнаруживается только через несколько месяцев после начала эксплуатации трубопровода, когда горе-мастеров уже и след простыл.
Немного о процессе пайки
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства).
Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра.
Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т.п.
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.
В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для пайки полипропиленовых труб с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью.
Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева.
Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева.
Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер.
Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
- Загрязнения в месте соединения элементов
- Небольшое количество воды, попавшее на материал в процессе сварки
- Длительное позиционирование частей трубы
- Использование неподходящего или некачественного материал
- Несоблюдение правил монтажа и т. п.
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей.
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
Ошибка #1 — грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения. Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения.
Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть.
Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно.
Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа.
Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Ошибка #2 — неправильное позиционирование
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается.
Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.
Ошибка #3 — неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды.
Еще одна проблема такого рода — попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.
Наглядный результат неправильной пайки полипропиленовых труб в разрезе. Использование некачественного материала и несоблюдение времени фазы «фиксации» привело к деформации соединения
Ошибка #4 — пренебрежение правилами монтажа
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор.
В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано.
Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки.
Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода.
Иногда причиной нарушений становится обычная человеческая лень или халатность. Например, поврежденный в процессе пайки труб фитинг непременно нужно заменить новым. Если необходимой детали под рукой не оказалось, нерадивые мастера просто запаивают фитинг встык с трубой. Какое-то время такое соединение продержится, но со временем проблему протечки придется все же решать.
Источник: https://aqua-rmnt.com/uchebnik/svarka/oshibki-pri-svarke-polipropilenovyx-trub.html
Как правильно паять полипропиленовые трубы для отопления

Чтобы выполнить монтаж труб отопления или водопровода собственными силами, необходима подробная инструкция и специальные инструменты.
В процессе резки, разводки и фиксации труб внимания требуют места соединения элементов, поскольку от этого зависит надежность и прочность магистрали.
Видео показывает, как паять полипропиленовые трубы, чтобы в процессе эксплуатации не возникло непредвиденных ситуаций.
Технологические принципы пайки
Мастера используют полипропилен в строительстве. Но у материала имеются недостатки. При перегреве труба плавится, а значит, будет утеряна прочность соединения.
Перед тем как паять полипропиленовые трубы для отопления, досконально изучаем температурный режим рабочей среды. Если он превысит порог в 120˚С, магистраль выйдет из строя.
Правила стыковки
- Соединяя элементы из полипропилена, выдерживают температуру в 95˚С. Если трубы армированы стекловолокном, они стыкуются при 100-120˚С.
- При диаметре трубы до 63 мм рекомендуется использовать электромуфтовую сварку.
- Спайка полипропиленовых труб своими руками контролируется секундомером. Испортить работу могут даже лишние две секунды.
Перегрев приведет к тому, что пластик попросту расплавится, потеряет форму и не войдет в противоположный фитинг. Чтобы стык состоялся, придется обрезать часть трубы.
- Продолжительность стыковки, температурный режим зависят напрямую от толщины стенок и диаметра.
- Чтобы не возникало никаких неточностей, ориентируйтесь на специальную таблицу, в которой четко указываются температурные показатели, соответствующие нужному диаметру. Пайка полипропиленовых труб своими руками по таблице в три раза упрощает работу.
Соединение полипропиленовых труб выполняется за считанные секунды
Так, для диаметра трубы в 16 мм хватит 5 секунд нагрева, 4 секунды паузы и 120 секунд для полного охлаждения деталей;
Для диаметра 25 мм – нагрев 7 секунд, пауза 4 секунды, охлаждение 120 секунд.
Для диаметра трубы 40 мм – нагрев 11 секунд, пауза 4 секунды, полное остывание 240 секунд.
Для 63 мм – нагрев 24 секунды, пауза 6 секунд, остывание 360 секунд.
Для 90 мм – нагрев 39 секунд, пауза 6 секунд, остывание 360 секунд.
Если следовать этим техническим показателям, качество спайки полипропиленовых труб не пострадает. Но помните, что параметры приблизительны. На продолжительность влияет класс рабочего инструмента, тип материала. Поэтому до начала работ тщательно изучите технические характеристики.
Этапы работы
Перед тем как спаять трубы из полипропилена, следует тщательно подготовить рабочее место.
Начальный этап работы – это расчет длины трубы, зачистка краев. Для обработки мест соединения используется наждачная или абразивная бумага.
Края сглаживаются, затем обезжириваются. С этой задачей справляется спирт. Перед следующим этапом концы труб должны просохнуть.
Второй этап – обрезка. Участки, которые в дальнейшем будут спаяны, обрезаются под углом в 40 градусов и устанавливаются в муфте. Их важно хорошо зафиксировать, поскольку неправильная установка в муфте вызывает дополнительные сложности при пайке.
После этого подводят прибор для спайки полипропиленовых труб. На соединение надевается фитинг, а затем электромуфта, подающая мощность в 1800 Вт.
Как только выдержан определенный отрезок времени, муфту отключают и снимают с трубы. Место стыка остывает: как только температура снизится, пластик снова затвердеет. Когда процесс диффузии завершится, соединение станет прочным и надежным.
Монтаж возможен в труднодоступных местах
Инструкции по работе с паяльником
В монтировании коммуникационных систем часто используются трубы с не подходящим по размеру диаметром, иногда приходится паять полипропиленовые трубы в труднодоступных местах. Для соединения таких элементов потребуется паяльник.
В работе используют как профессиональный, так и бытовой инструмент. Первый обладает высокой мощностью. С таким инструментом работают опытные мастера, четко, проверенными движениями. Если нужно паять полипропиленовые трубы своими руками, потребуются определенные навыки и опыт. Для начинающих такой инструмент – сложный в обращении.
Соединение паяльным пистолетом
Чтобы соединить трубы, выполняют следующие этапы работ:
- места стыков очищаются от пыли и мелких частиц сора, обезжириваются;
- трубы устанавливаются в специально предназначенную для нагревания насадку;
- трубы нагреваются согласно временному промежутку;
- обеспечивается дополнительная прочность (на стык надеваются специальные насадки – кольца из пластика);
- крепление охлаждается, труба снимается с насадки (пока пластик жидкий, его нужно аккуратно снять деревянной лопаткой).
Рекомендации мастерам
Чтобы научиться паять правильно полипропиленовые трубы, следуют таким рекомендациям.
Перед стыковкой разогревайте паяльник минимум 5 минут – это позволит в дальнейшем правильно рассчитывать временной интервал.
Запомните, что паять полипропиленовые трубы в мороз категорически запрещено.
Пока материал остывает, нельзя допускать смещения деталей, их прокручивания.
Работая с пластиком, желательно соблюдать меры предосторожности: руки и лицо нужно скрывать за специальными перчатками, защитной одежной и маской.
Если при монтаже нужно паять полипропиленовые трубы от разных производителей, лучше проконсультироваться с профессиональными сварщиками, которые подскажут, какие именно переходники стоит взять для работы.
Использование электромуфты для соединения труб
Ошибки при пайке
При работе с паяльником возможны следующие ошибки.
- Аппарат не прогрелся перед работой или отключился от сети во время пайки.
- Время нагрева фитинга не подошло к концу.
- Трубу передержали, она стала мягкой, поэтому отверстие перекрыто.
- Ошибочная последовательность соединения.
- Детали низкого качества, имеются трещины, отклонения от необходимой геометрической формы, грязь, жирные пятна.
- Повторная эксплуатация фитингов.
- Детали сделаны разными производителями или из несовместимых материалов.
Мастер должен выполнять работу быстро, без суеты и четко. Начинающим сварщикам рекомендуется сделать несколько пробных полипропиленовых соединений, чтобы «набить руку». Монтажные работы возможны только после приобретения необходимых навыков. Читайте технические характеристики к материалу, пользуйтесь таблицей, приобретайте опыт.
Видео-инструкции по пайке пластиковых труб
Источник: http://trubsovet.ru/soed/svarka/payat-polipropilenovye-truby-dlya-otopleniya.html
Пайка полипропиленовых труб — подробная инструкция и секреты

Преимуществ у полипропиленовых (ПП) труб масса! Это и устойчивость коррозии, и долговечность, и лёгкость, и гладкая внутренняя поверхность и многое другое.
Простота монтажа – тоже привлекательный фактор. Сделать всё можно быстро, без привлечения наемных рабочих, своими руками. Как осуществляется пайка полипропиленовых труб.
Инструкция по трём методам:
- Диффузионной пайки.
- Электрофитингами.
- Холодным методом.
Рассмотрим, как паять полипропилен при помощи диффузионной пайки. Это самый популярный метод среди самостоятельных мастеров. Паяльник стоит недорого (в некоторых местах есть возможность взять инструмент напрокат), а научиться пользоваться им можно очень быстро.
Составляется схема трубопровода, подбирается комплект всех его элементов: прямых участков, углов, соединительных частей, компенсаторов. К паяльнику подбираются насадки, соответствующие диаметру трубопровода.
Затем прибор разогревается до 260°С, в него вставляется соединительный элемент и греется несколько секунд (определяется по таблице ниже), также и труба с внешней стороны.
За это время верхний слой пластика размягчается и, когда элементы быстро вставляются один в другой, происходит сцепление на молекулярном уровне. Остывшая труба в месте соединения уже монолитна.
В целом, это самый простой и недорогой метод. Неудобства могут возникнуть только в труднодоступных местах системы.
Размеры насадок определяет внешний диаметр труб и внутренний диаметр фитингов.
Соединение труб с использованием электрофитингов
Монтаж станет ещё проще, если приобрести соединительные муфты, в конструкцию которых включены нагревательные элементы, спирали. На поверхность выходят контакты, к которым, в момент фиксации, подключается сварочный аппарат. Он подаёт на контакты ток на определённое время. Инструкция:
- Очистить и обезжирить поверхности.
- Вставить трубу в фитинг, зафиксировать.
- Проводами подключить электромуфтовый аппарат к контактам электрофитинга.
- Включить аппарат.
- Через контрольные отверстия на фитингах будет виден плавящийся и увеличивающийся в объёме пластик. Отключится прибор автоматически, причём время сварки умная машина регулирует, в зависимости от окружающей температуры.
- Отсоединить паяльник от контактов.
Плюсы метода в том, что всё делается рекордно быстро и просто (время пайки – 1 секунда, остывания – 1 минута).
Проблем с труднодоступными местами не возникнет, поскольку процесс пайки идёт непосредственно в собранном виде на месте, что удобно при монтаже закрытых систем отопления.
Кроме того, работать по такому методу можно даже в небольшой мороз (до -15° С, что запрещено при работе с паяльником).
Строительные фирмы наращивают темпы работы на крупных объектах благодаря использованию электрофитингов.
В частном секторе метод не распространён ввиду высокой стоимости оборудования. Электромуфтовые аппараты стоят около 80 – 100 тыс. руб.
Холодная сварка
Для данного способа используется специальный клей, который способен размягчить верхний слой ПП.
Инструкция:
- Перед началом работы, детали подгоняют по размерам, приобретают комплект фитингов.
- Две поверхности (которые собираются соединять), обезжиривают.
- На обе поверхности наносится клей.
- Элементы вставляются друг в друга и плотно фиксируются на 20 секунд.
- В течение часа элементы не должны смещаться.
Через час соединение достигнет максимальной прочности, сопоставимой с пайкой, и трубопровод можно будет использовать.
Метод холодной сварки
Клееные швы нельзя нагревать. Метод допустим только для холодного водопровода!
Итак, разобравшись в доступных методах, большинство мастеров останавливаются на пайке ручным прибором. Рассмотрим более подробно тонкости монтажа. Что понадобится приобрести.
Инструменты и материалы
- Паяльник. Его мощность подбирается по диаметру трубопровода (диаметр умножается на 10). Так, для 32 мм, понадобится прибор 320 Вт.
- Для труб до 40 мм подойдёт ручной паяльник. Свыше 40 мм, лучше использовать приборы с центрирующими приспособлениями.
- Комплект насадок.
Это нагревательные элементы с тефлоновым покрытием различных диаметров от 16 до 40 мм (ручной прибор).
- Ключи для закрепления насадок.
- Трубный роликовый резак.
- Нож для удаления зазубрин.
- Маркер.
- Рулетка.
- Спирт или ацетон для предварительного обезжиривания.
- Кусочек брезента или деревянный скребок для очищения насадок.
Таблица параметров и времени сварки
Это справочная таблица времени, на которое нужно фиксировать элементы для нагрева и остывания после пайки. Нужно знать, что на время схватывания может повлиять температура вокруг (в таблице приведены данные для температуры +20 °С).
При какой температуре паять полипропиленовые трубы? Работать с ПП на холоде нельзя. Даже если монтаж производится зимой в неотапливаемом помещении, необходимо позаботиться о том, чтобы создать зону тепла на месте работы (тепловая пушка или инфракрасный обогреватель справятся с задачей).
Таблица технических параметров пайки ПП для 260 °С
| Диаметр трубы наружный (мм). | Глубина посадки (мм.) | Время нагревания (сек.) | Время фиксирования (сек.) | Время полного остывания (мин.) |
| 16 | 12 | 5 | 4 | 2 |
| 20 | 14 | 6 | 4 | 2 – 3 |
| 25 | 16 | 7 | 4 | 3 |
| 32 | 18 | 8 | 4 — 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 6 — 8 | 5 — 6 |
Постепенно вырабатывается навык, или чутьё на то, сколько выдерживать нагрев. Чтобы потренироваться, советуется вместе с комплектом «чистового» трубопровода приобрести обрезки полипропилена, которые обычно уценяют.
Пошаговая инструкция
Итак, рассмотрим, как осуществляется пайка труб из полипропилена:
- Составляется схема, детали обрезаются, подбирается труба и фитинг, чтобы они плотно входили друг в друга без люфта.
- Помечается глубина входа (маркером) так, чтобы оставался зазор в 1 мм (не более!)
- Подбирается пара насадок, проверяется свободное вхождение в них трубных элементов. Тефлон обезжиривается, насадки закрепляются в паяльнике.
- Обезжириваются поверхности трубы и фитинга.
- Паяльник устанавливается на ровной поверхности, включается в сеть.
- По таблице определяется, сколько секунд будет идти нагрев и фиксация.
- На термостате выставляется необходимая температура (260°С).
- После того, как термостат приостановит нагрев паяльника, можно вставлять ПП элементы в насадки: сначала фитинг (он толще, греется чуть дольше), затем трубу.
- Извлекаются сначала труба, затем фитинг и детали вставляются одна в одну до маркерных пометок. Делать это нужно плавно, крутить элементы нельзя! Также не нужно слишком сильно давить, иначе могут появиться валики пластика, которые будут препятствовать нормальной циркуляции.
- Выдерживаются положенные секунды (из таблицы «Время фиксирования»). Затем детали оставляются в покое на минуты, указанные в таблице, как «Время полного остывания».
- Пока тефлоновые поверхности насадок не остыли, их тщательно протирают брезентом или деревянным скребком, очищая от остатков полипропилена. Делать это нужно после каждой пайки!
Пользоваться трубопроводом можно будет через час после проведения пайки последнего элемента.
В случае неудачи, бракованный участок вырезается, и пайка производится повторно на чистой поверхности.
Диффузионный метод пайки
Качество швов зависит от того, насколько Вам удобно работать. Поэтому как можно больше деталей нужно сваривать на подставке. Когда же дело дойдёт до элементов, которые придётся паять на месте размещения трубопровода, пригодится помощь напарника. А насадки для этих работ удобнее размещать на крайней позиции аппарата.
Армированная полипропиленовая труба — как паять?
Армированные трубы обладают улучшенными свойствами и наиболее часто применяются для отопления. Бывают:
- Стекловолоконные.
- Алюминиевые.
Монтаж первых ничем не отличатся от обычных труб (см. инструкцию выше), посему эти трубы можно назвать лучшим вариантом.
Однако алюминиевое армирование имеет свои особенности. Слой алюминия ни в коем случае не должен контактировать с жидкостью, иначе он разрушается, а смысл приобретения более дорогих труб, теряется. Небольшие перекосы внутри, на месте стыка можно не увидеть глазом, но именно они могут стать слабым местом системы и пропустить воду к металлу.
Чтобы этого не случилось, армированный слой зачищается (делать это обязательно нужно как у труб с поверхностным слоем фольги, так и с серединным слоем алюминия).
Для снятия слоя понадобится небольшое приспособление – шейвер (обычно не входит в комплект паяльника).
Конец, который нужно зачистить, вставляется в шейвер, и прокручивается точно так же, как очиняется карандаш.
Затем деталь помещается в паяльник и всё делается как в случае неармированной ПП.
Если делаете всё сами, не пренебрегайте зачисткой алюминиевого слоя! Но если монтаж выполняют наёмные рабочие, проследить, соблюдалась ли ими инструкция сложно (ведь без зачистки трубы всё равно спаяются). Чтобы не переживать о «человеческом факторе», лучше приобрести стекловолоконные армированные трубы!
Вот в принципе и всё, что нужно знать о пайке полипропилена. Главное не торопиться, не забывать очищать насадки и избегать перекосов. Производители говорят, что такие швы прослужат четверть века.
Видео на тему
Источник: https://microklimat.pro/sistemy-otopleniya/montazh-sistem-otopleniya/pajka-polipropilenovyx-trub-instrukciya.html







